



机械闹钟分解图见图10-1。
图10-1 机械闹钟分解图
传动轮系的装配俗称“拍机芯”(包括走时、闹时系统)。首先是将前夹板组件平放在专用的坐垫上,按前夹板上各轴孔的位置,先将四轮组件放在中心管的轴孔内。然后,依次将已套好发条的头轮、闹头轮(注意走、闹头轮轴挂条钩的旋转方向,必须与走、闹发条的旋紧方向一致,切不可装反,如图10-2所示)、二轮、三轮、擒纵轮及尖齿轮、打锤组件等放在前夹板组件的各轴孔内,最后将后夹板装上。由于走、闹头轮组件,二轮组件和打锤组件的轴较长,故可先装入,再用镊子轻轻的将尖齿轮轴纳入轴孔内,旋上两只螺母,再将走系各轮送入后夹板轴孔中,方能合紧后夹板。在合紧后夹板时用力不可过重,否则,会出现以下毛病;

图10-2 发条挂钩
(1)轴孔划出毛刺;
(2)后夹板上压有凹坑;
(3)用力过重时,还会将轴颈挤弯,使轴转动不灵活。
当后夹板合紧后,还需在以下两点进行检查:
(1)轻微地推动二轮,走时轮系应传动灵活,不可有显著的噪声和跳动感觉;
(2)检查各轮轴在夹板内的轴向间隙(也叫蹿动或锋头),用镊子轻轻提一下每个齿轮的轴向间隙大小,一般为0.2~0.5mm。
最后将夹板螺母拧紧(靠近游丝外桩处的一个螺母暂不拧紧)。
首先将拨针轮压在二轮轴上,压好的拨针轮平面同前夹板平面应相互平行。在轴向极限间隙完全在前夹板一端的情况下,须保持0.2~0.4mm的间隙(如图10-3)。然后,依次将各轮套在相应的位置上,并且手指来回转动,以检验配合情况,过轮组件套装在过轮轴上,时轮组件套装在分轮上,并检验其轴和孔的配合间隙和齿轮的啮合情况。

图10-3 拨针轮间隙
再将时轮压簧套在时轮管上,将时轮压板的中心孔套入时轮管后,用M3螺钉将时轮压板紧固在前夹板上。注意时轮压板的中心孔与时轮管外径的不对称度不能超过2:1的比例。同时,须检验一下时轮压簧的弹力是否适宜。
在装配擒纵叉组件之前,首先旋紧走发条,对走系和指针轮系放擒(也叫跑弦),以检验其轮系啮合情况,如有特殊噪声,应进行检验。
然后用手指将后夹板(靠近游丝外桩处)抬起,用镊子钳将擒纵叉组件的轴颈装入前夹板的擒纵叉轴孔内。在安装擒纵叉组件时应将擒纵销靠在擒纵轮的根圆上,不可将擒纵销插入擒纵轮的花挡内。擒纵叉与夹板的轴向间隙为0.2~0.4mm。将夹板螺母拧紧后,上紧走发条,用镊子钳拨动擒纵叉头部数次,如擒纵销能很好地引入到擒纵轮根部,则证明轮系运动情况良好。
在安装闹轮和对闹轴组件之前,首先应调整好,使起闹簧的长孔和夹板上的对闹轴孔对准和起闹簧头部高度约9mm。然后,将闹轮组件套在闹轴上,再将对闹轴通过起闹簧长孔和前夹板的对闹轴孔后,将对闹轴垫圈套装在对闹轴上,再穿过后夹板的对闹轴孔,装上对闹轴弹簧,旋紧对闹轴螺母和旋上对闹匙,并旋转一圈,以检验对闹轴弹簧的弹性力是否松紧适宜(如图10-4)。因弹性力太差会造成“跟针”。

图10-4 安装闹轮和对闹轴组件
在调整发音机构(闹系)时,首先要旋紧闹发条,并转动对闹轴,找出起闹点(即闹轮上的凸起进入对闹面轴套的缺口处),然后将闹卡子两卡瓦放过尖齿轮一齿,铃锤摆动的幅度一般应在5.5~7.5mm范围内(见图10-5A处)。

图10-5 发音机构调整
尖齿轮回转一周其摆动幅度应基本一致,而且运转要流畅,不可有顶齿和漏齿现象。如达不到上述要求,应调整两卡瓦和闹卡子与尖齿轮的中心距。
调整打锤杆,使打锤杆前后摆动的角度应处在起闹簧头部的中间(见图10-5B处)。
为保证销锁范围为10.5h,因此,调整打锤杆与起闹簧头部的距离为0.3mm左右即可。一般控制分针转过 圈内停闹。
圈内停闹。
发音机构全部调整好后,应轻微的转动闹头轮,使打锤组件能灵活起跳,推入打锤杆组件在15~20s以内应止闹。
同时,在装背铃工序时还应调整铃锤和背铃之间的距离(即找出打击铃声最响点)。同时,还需调整铃锤的高低距离。
在装配摆轮组件之前,先将前后摆轴承组件装好,包括前后摆轴承组件快慢针垫圈,快慢针,快慢针弹簧垫圈(见图10-6)。并使快慢针松紧适宜。然后将已校正好的频率(快慢)的摆轮组件进行游丝拉框,拉框位置在离游丝折弯约200°处,经过拉框的游丝第一框和第二框的间距约1.5mm(见图10-7)。同时调整游丝的不平度,和游丝的固定方位(即游丝折弯处离摆钉夹角50°33′)。

图10-6 安装摆轮组件

图10-7 游丝拉框
然后将摆轮组件的摆钉对正擒纵叉口中间,上摆轴颈对正后摆轴承的孔中,慢慢地拧紧前摆轴承组件(注意摆轴承孔对正摆轴颈),使摆轮组件的轴向间隙为0.05~0.1mm为止。然后将游丝外端通过快慢针游丝格穿入游丝外桩孔中,用游丝销固定(见图10-8)。

图10-8 安装游丝销
在摆轮组件装配好之后,还须进行下述的调整:
(1)严格保证游丝的平行度和自游丝内桩固定点起至游丝上末端的螺距应均匀。
(2)擒纵叉组件和摆轮组件的轴向间隙在相反极限位置时(上下两面)叉头平面应同摆轴铣槽口保持的最小间距为0.2mm(见图10-6)。
(3)摆轮在平衡位置时,摆轴、摆钉和擒纵叉轴三点应在一条直线上。如果此三点不在一条直线上,就会产生“跷脚摆”,如图10-9所示。

图10-9 三点应成一直线
(4)游丝在展缩中,游丝第一框的里平面始终贴在游丝夹的“A”面上(图10-6),不允许跳动,而且各框螺距要均匀,相邻两框的平面不允许碰擦。
(5)当游丝展开至极限时,其第二框不允许碰擦快慢针的端面“B”(图10-6)。
(6)拨动快慢针在同中线成±45°角的范围内,游丝展缩时各框间的螺距应基本均匀,各框端面组成的平面应成水平,并且,其第一框的里平面应贴在游丝夹的“A”面上。
(7)擒纵机构正常工作时,擒纵销应落在擒纵轮的锁面上,其正确落点应该是擒纵销直径0.26~0.33mm(约2/3~4/5的擒纵销直径),在擒纵轮冲面延长线的下方(图10-10),两擒纵销脱出擒纵轮齿的位置时,同擒纵轮齿尾的间隙基本相等(即f=f1,图10-11)。
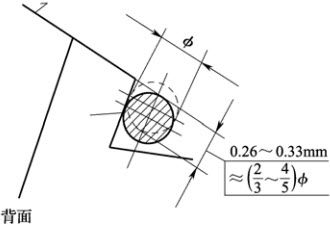
图10-10 擒纵销正确落点

图10-11 擒纵轮齿尾与擒纵销间隙
(8)擒纵机构在正常工作位置时,叉头两侧圆弧同摆轴外径的间隙应相等。
闹钟在流水线的装配过程中,滴注润滑油分三个工序来操作:
(1)在装拨针轮时,在四轮轴颈处加上润滑油,加注时,油量必须均匀;
(2)用加油器在走头轮、二轮、三轮、四轮、擒纵轮、擒纵叉、闹头轮、尖齿轮,打锤组件的前后夹板轴孔内和闹卡子两卡瓦上加注润滑油,油量必须满盈;
(3)在装配和调整好擒纵调速器后,在两玻璃轴承孔内和两擒纵销和摆钉上加注润滑油,绝不允许在游丝、快慢针等处碰到润滑油,以免影响走时。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










