



统机摆钟拆卸程序:
(1)旋下压针螺母,取下分针、时针组件(旋压针螺母时不得碰坏钟面与钟壳);
(2)旋下音簧螺钉,取下音簧组件;
(3)取下钟摆;
(4)旋下钟脚木螺钉,取下机芯。取下机芯后,在拆机芯之前,首先检查走时,报时二头轮组件是否有上发条,如发现有上发条,应用放发条的工具将发条放完,然后开始拆卸机芯;
(5)旋松打点锤上柱头螺钉,取下打点锤;
(6)将上摆杆向上顶,使上摆杆的弯钩脱出簧片销子,然后将上摆杆旋转90°,取下上摆杆(取下上摆杆时,不要碰弯碰坏摆簧片部件);
(7)旋下小夹板上两只圆头螺钉,取下小夹板组件;
(8)取下擒纵叉组件;
(9)钳下过轮挡圈上的开口小挡圈,顺序取下过轮挡圈、时轮、过轮、过轮垫圈;
(10)取下开关拉簧;
(11)钳下扇形齿上开口小挡圈,取下扇形齿;
(12)用钳子钳住拨齿凸轮平面,垂直将拨齿凸轮拔下,拆拨齿凸轮时,不得扭弯打四轮轴;
(13)钳下开关上的开口小挡圈,取下开关组件;
(14)钳下抬闸上的开口小挡圈,取下抬闸组件;
(15)钳下头轮上的2开口大挡圈(也可先拆头轮,如附注);
(16)旋下后来板组件的4只六角螺母,取下后夹板;
(17)顺序取下打点轴、擒纵轮、走四轮、走二轮、摩擦圆片、风轮、打五轮、打三轮、打四轮、打二轮;
(18)旋下头轮上2只柱头螺钉,取下棘轮压板、棘轮、头轮;
(19)钳下压簧销子,取下碗形垫圈、中心簧片、中心轮;
(20)钳下中心轴上开口大挡圈,取下中心轴。
附注:不拆夹板,先拆头轮的方法:
在发条放弦以后,先拆下棘轮压板、棘轮及条轴开口销等。然后上提条轴并转动,待条轴上的对称槽口与前夹板上的缺口对正时,即可由前夹板缺口处,将条盒轮组件单独取出。此法不用拆卸夹板。如图10-29所示。

图10-29 不拆夹板单拆条盒轮
1—夹板 2—条轴
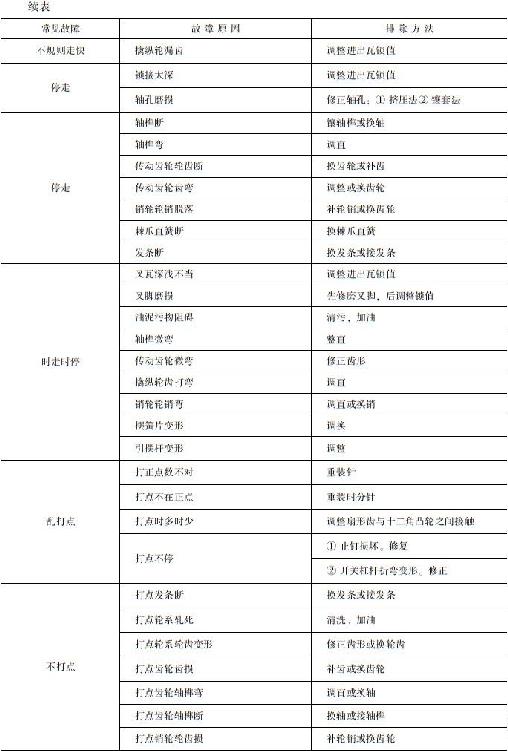
摆钟常见故障及排除方法见表10-1。
表10-1 摆钟常见故障及排除方法

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










