



【摘要】:平焊是在焊缝倾角为0°~5°、焊缝转角为0°~10°的焊接位置进行的焊接,其中,焊缝倾角是指焊缝轴线与水平面之间的夹角,而焊缝转角是指通过焊缝轴线的垂直面与坡口二等分平面之间的夹角。一般来说,平焊操作比较容易,只要正确选择气焊工艺参数和掌握操作方法,平焊的焊接质量就能得到保证。平焊采用的主要接头形式是对接,并多用左焊法进行焊接。
一、平焊操作要点
平焊是在焊缝倾角为0°~5°、焊缝转角为0°~10°的焊接位置(图2-11)进行的焊接,其中,焊缝倾角是指焊缝轴线与水平面之间的夹角,而焊缝转角是指通过焊缝轴线的垂直面与坡口二等分平面之间的夹角。一般来说,平焊操作比较容易,只要正确选择气焊工艺参数和掌握操作方法,平焊的焊接质量就能得到保证。
平焊采用的主要接头形式是对接,并多用左焊法进行焊接。焊炬与焊件的角度根据焊件厚度来决定。但各种厚度的焊件在刚开始焊接时,焊炬与焊件的角度可以大些,随着焊接过程的进行,由于焊件的温度升高,焊炬与焊件的角度可以减少些。焊丝始终沉浸在熔池内,并不停地搅拌熔池。
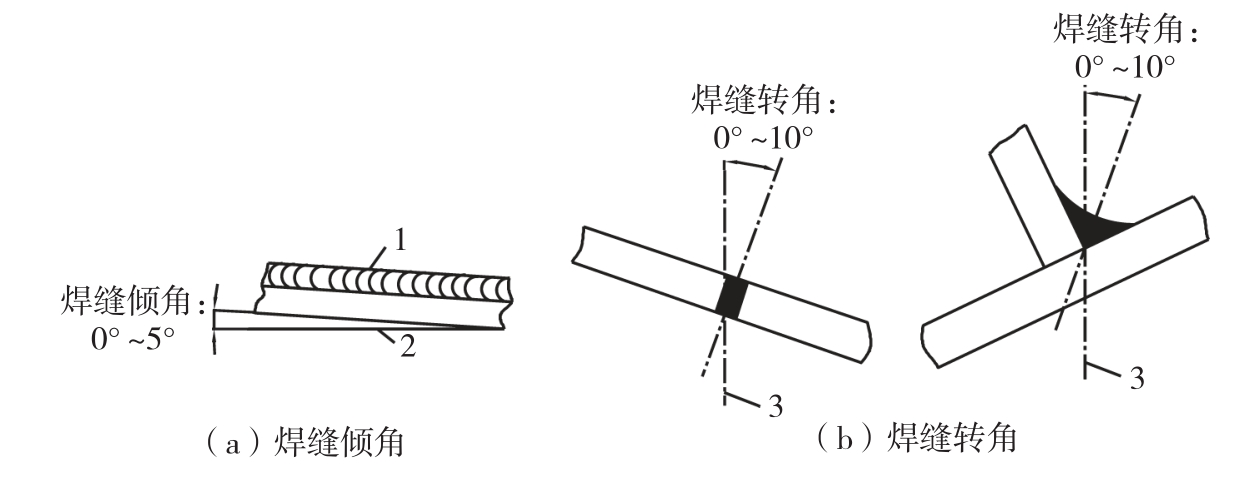
图2-11 平焊的空间位置
1—焊道;2—水平面;3—垂直面
在整个施焊过程中,火焰必须始终笼罩着熔池和焊丝末端,以免熔化金属与空气接触而氧化。施焊时应将焊件与焊丝同时烧熔,使焊丝金属与焊件金属在液体状态下均匀地熔合成焊缝。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。












