



学习任务1 托板冲裁工艺设计
根据托板零件图分析托板的冲裁工艺性,结合托板材料、结构、厚度、批量,进行冲裁工艺设计,确定托板的冲裁工艺方案。
参考学时
6学时
学习目标
通过本学习任务的学习,你应该能够:
(1)分析零件的冲裁工艺性;
(2)分析冲裁加工的经济性;
(3)确定冲裁加工工序数量、工序顺序和工序组合;
(4)优化并最终确定冲裁工艺方案。
2.1.1 冲裁件的工艺性分析
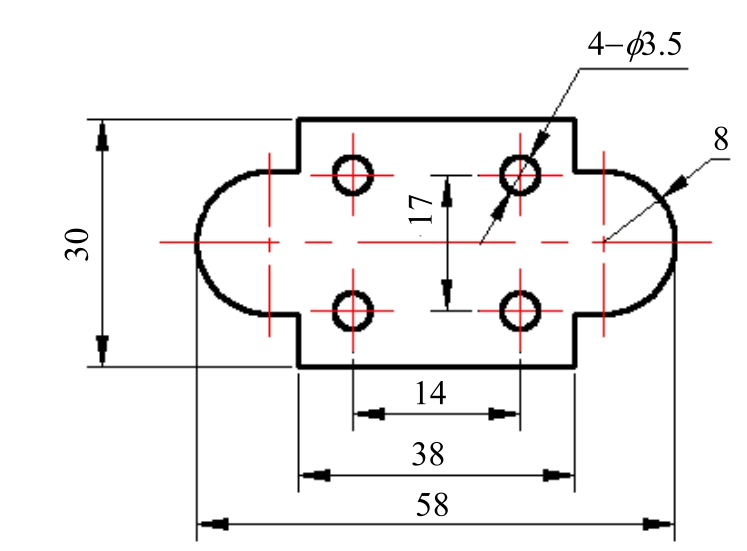
图2.1 托板零件图
名称:托板(如图2.1所示)
材料:08F
厚度:2mm
生产批量:大批量
小组讨论
冲裁工艺性分析主要解决的问题是:“该零件是否适合采用冲压加工生产?”为此,我们应该从哪些方面考虑,判断零件是否适合采用冲压加工。请对托板进行冲裁工艺性分析。
小知识
冲裁件的工艺性
冲裁件的工艺性:是指冲裁件对冲压工艺的适应性,即冲裁件的结构、形状、尺寸及公差等技术要求是否符合冲裁加工的工艺要求,难易程度如何。工艺性是否合理,对冲裁件的质量、模具寿命和生产率有很大的影响。
2.1.2 冲裁工艺方案确定
引导问题
引导问题 分析托板结构,该零件需要由哪些冲裁工序完成?工序顺序是怎样的?
小组讨论
1.列出几种可能的托板冲裁工艺方案,进行对比分析,确定一个最优冲裁工艺方案。
2.确定冲裁工艺方案需要考虑哪些方面的内容?怎么确定?
小知识
冲裁工艺方案
冲裁工艺方案可分为单工序冲裁、复合冲裁和级进冲裁。
单工序冲裁是在压机一次行程,在模具单一的工位中完成单一工序的冲压;
复合冲裁是在压机一次行程中,在模具的同一工作位置同时完成两个或两个以上的冲压工序;
级进冲裁是把冲裁件的若干个冲压工序,排列成一定的顺序,在压机一次行程中条料在冲模的不同工序位置上,分别完成工件所要求的工序,在完成所有要求的工序后,以后每次冲程都可以得到一个完整的冲裁件。组合的冲裁工序比单工序冲裁生产效率高,获得的制件精度等级高。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。












