



6.5.2 手工焊接的要求
通常可以看到这样一种焊接操作法,即先用烙铁头沾上一些焊锡,然后将烙铁放到焊点上停留等待加热后焊锡润湿焊件。应注意,这不是正确的操作方法。虽然这样也可以将焊件焊起来,但却不能保证质量。
当把焊锡熔化到烙铁头上时,焊锡丝中的焊剂将附在焊料表面,由于使用的烙铁头温度一般都在250~350℃,在电烙铁放到焊点上之前,松香焊剂不断挥发,而当电烙铁放到焊点上时,由于焊件温度低,加热还需一段时间,在此期间焊剂很可能挥发大半甚至完全挥发,因而在润湿过程中会由于缺少焊剂而润湿不良。
同时,由于焊料和焊件温度相差很多,结合层不容易形成,很容易虚焊。而且由于焊剂的保护作用丧失后焊料容易氧化,焊接质量也得不到保证。手工焊接的要求如下。
(1)焊接点要保证良好的导电性能
虚焊是指焊料与被焊物表面没有形成合金结构,只是简单地依附在被焊金属的表面上,如图6-7所示。为使焊点具有良好的导电性能,必须防止虚焊。
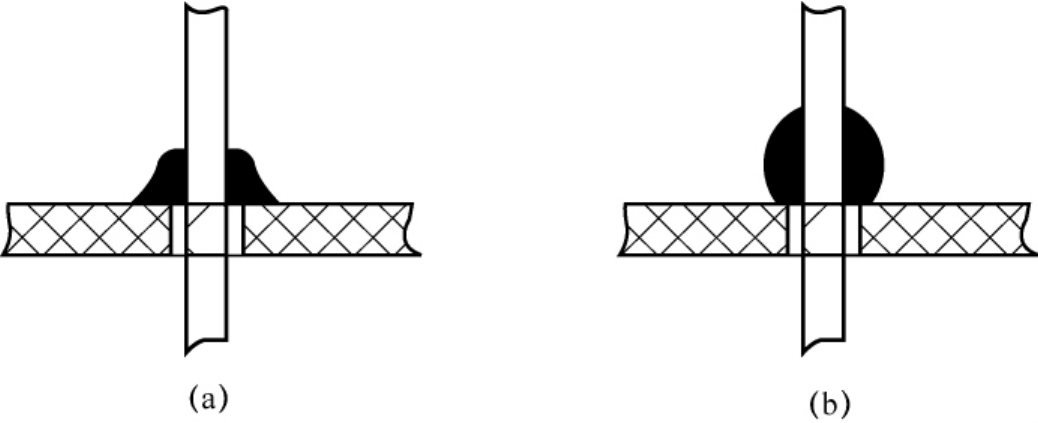
图6-7 虚焊
虚焊用仪表测量很难发现,但却会使产品质量大打折扣,以致出现产品质量问题,因此在焊接时应杜绝产生虚焊。
(2)焊接点要有足够的机械强度
焊点要有足够的机械强度,以保证被焊件在受到振动或冲击时不至于脱落、松动。为使焊点有足够的机械强度,一般可采用把被焊元器件的引线端子打弯后再焊接的方法。
为提高焊接强度,引线穿过焊盘后可进行相应的处理,一般采用3种方式,如图6-8所示。其中图6-8(a)所示为直插式,这种处理方式的机械强度较小,但拆焊方便;图6-8(b)所示为打弯处理方式,所弯角度为45°左右,其焊点具有一定的机械强度;图6-8(c)所示为完全打弯处理方式,所弯角度为90°左右,这种形式的焊点具有很高的机械强度,但拆焊比较困难。
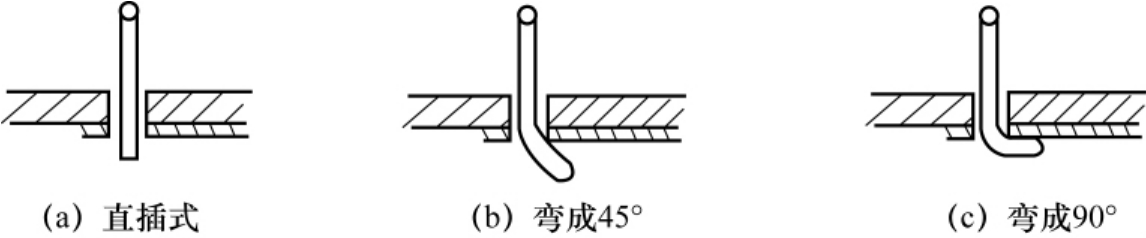
图6-8 引线穿过焊盘后的处理方式
(3)焊点表面要光滑、清洁
为使焊点表面光滑、清洁、整齐,不但要有熟练的焊接技能,而且还要选择合适的焊料和焊剂。焊点不光洁表现为焊点出现粗糙、拉尖、棱角等现象。
(4)焊点不能出现搭接、短路现象
如果两个焊点很近,很容易造成搭接、短路的现象,因此在焊接和检查时,应特别注意这些地方。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










