



第五节 倒圆与倒角指令
【工作任务】
加工如图1-37所示工件,毛坯选用φ50mm×40mm的45钢,试编写其FANUC系统数控车加工程序并进行加工。
【相关理论】
一、FANUC系统的倒角与倒圆指令格式
1.倒角指令格式
G01 X/U C F ;
G01 Z/W C F ;
X/U 为倒角前轮廓尖角处(如图1-37中的A点和C点)在X向的绝对坐标或增量坐标;
Z/W 为倒角前轮廓尖角处(如图1-38中的A点)在Z向的绝对坐标或增量坐标;
C 为倒角的直角边边长。
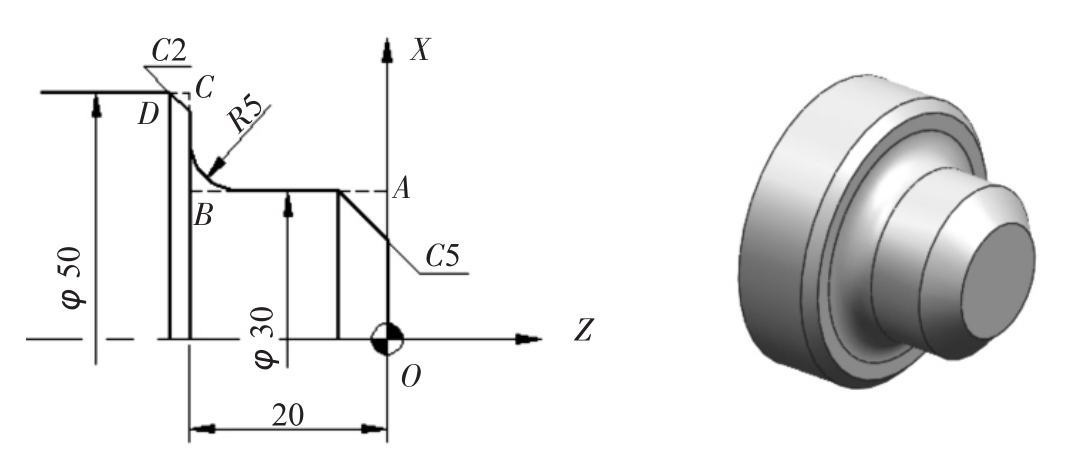
图1-37 倒角与倒圆示例一
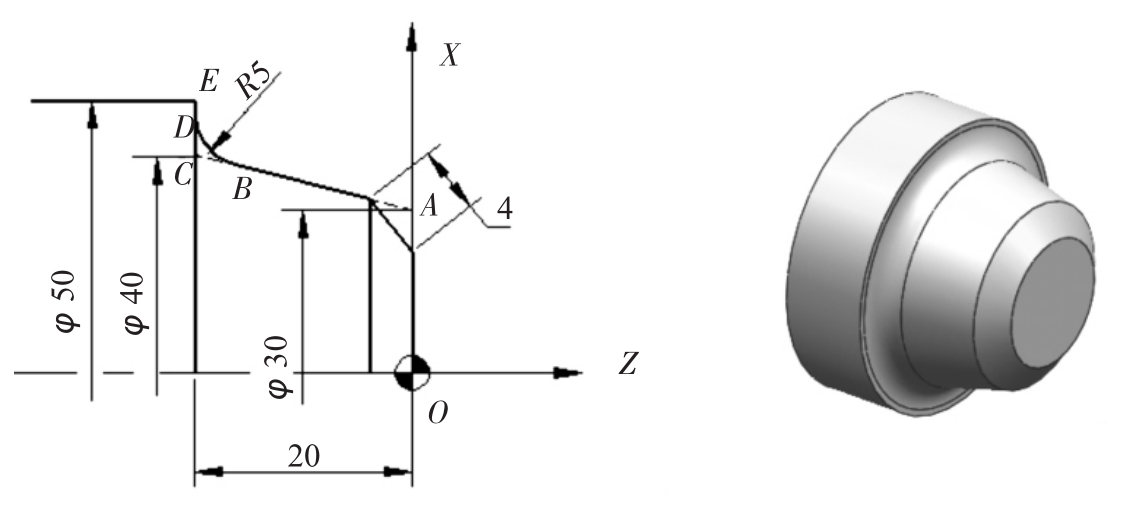
图1-38 倒角与倒圆示例二
2.倒圆指令格式
G01 X/U R F ;
G01 Z/W R F ;
X/U 为倒圆前轮廓尖角处(如图1-37中的B点)在X向的绝对坐标或增量坐标;
Z/W 为倒圆前轮廓尖角处(如图1-38中的C点)在Z向的绝对坐标或增量坐标;
R 为倒圆半径。
3.使用倒角与倒圆指令时的注意事项
①倒角与倒圆指令中的R值与C值有正负之分。当倒角与倒圆的方向指向另一坐标轴的正方向时,其R值与C值为正,反之则为负;
②FANUC系统中的倒角与倒圆指令仅适用于两直角边间的倒角与倒圆;
③倒角与倒圆指令格式可用于凸、凹形尖角轮廓。
二、SIEM ENS系统的倒角与倒圆指令格式
1.倒角指令
G01 X Z CHF= F ;
X Z 为倒角前轮廓尖角处的坐标值(如图1-37中的A点);
CHF= 为倒角轮廓的边长。
2.倒圆指令
G01 X Z RND= F ;
X Z 为倒圆前轮廓尖角处的坐标值(如图1-38中的C点);
RND= 为倒圆半径。
3.使用倒角与倒圆指令时的注意事项
①编写倒角、倒圆程序段时,应注意在其指令“CHF”、“RND”与其数值间,必须写入“=”,否则出错;
②应特别注意“CHF”为指令倒角后得到新轮廓的边长,不是指令被倒去原轮廓上两条边的边长。如倒角C1时,应指令“CHF=1.414”;
③倒角后得到其新轮廓边的中垂线,必通过倒角前轮廓尖角处(如图1-38中的A点);
④倒圆的圆弧均与原轮廓形成相切关系;
⑤SIEMENS系统的倒角与倒圆指令格式适用面很广,可用于任何角度的两相交直线及两相交圆弧,或直线与圆弧相交等轮廓的倒角与倒圆。
【任务实施】
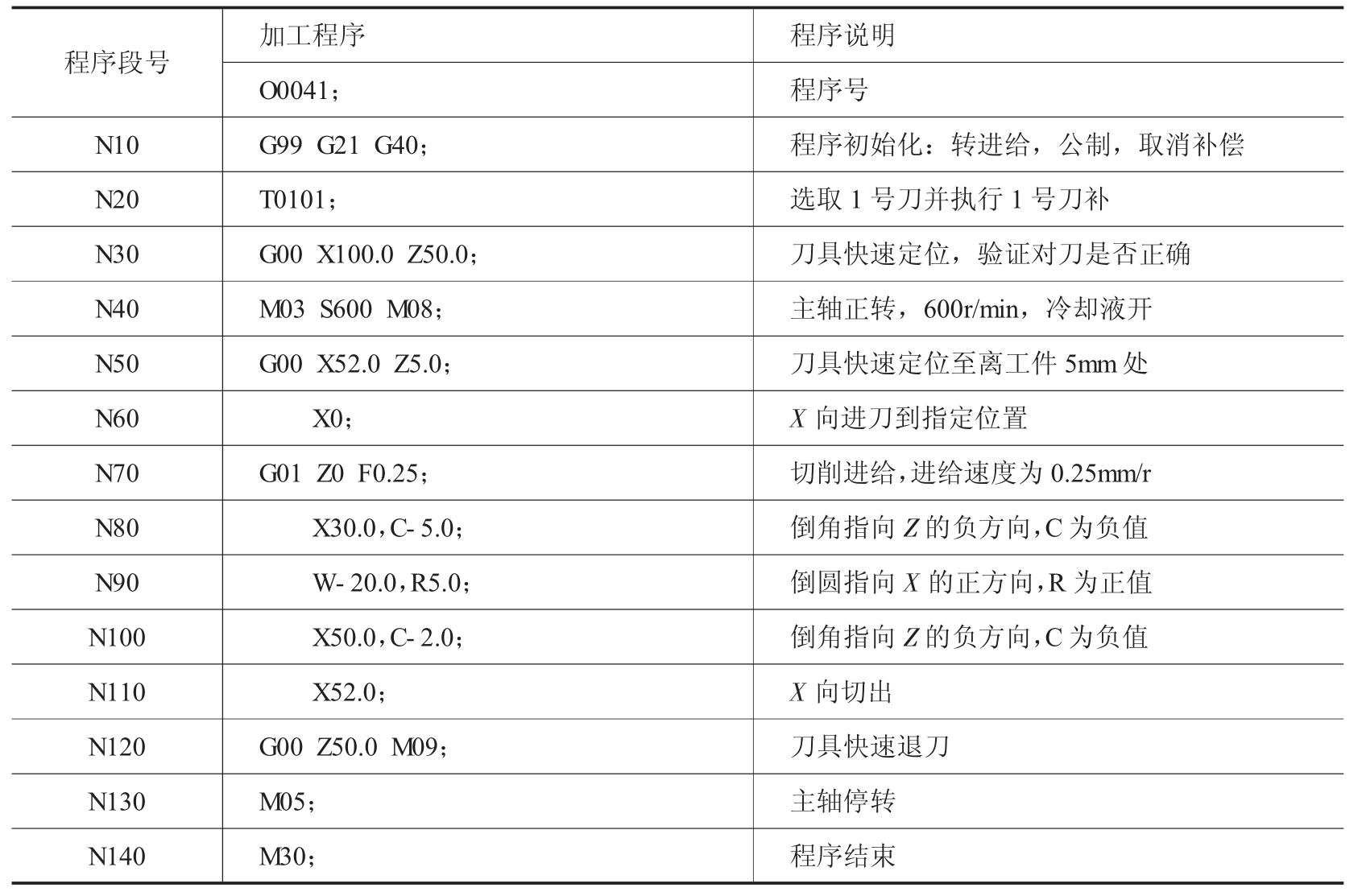
用FANUC系统倒角与倒圆指令格式编写图1-37所示刀具从O点到D点的加工程序,程序见表1-13。
表4-13 FANUC系统加工程序
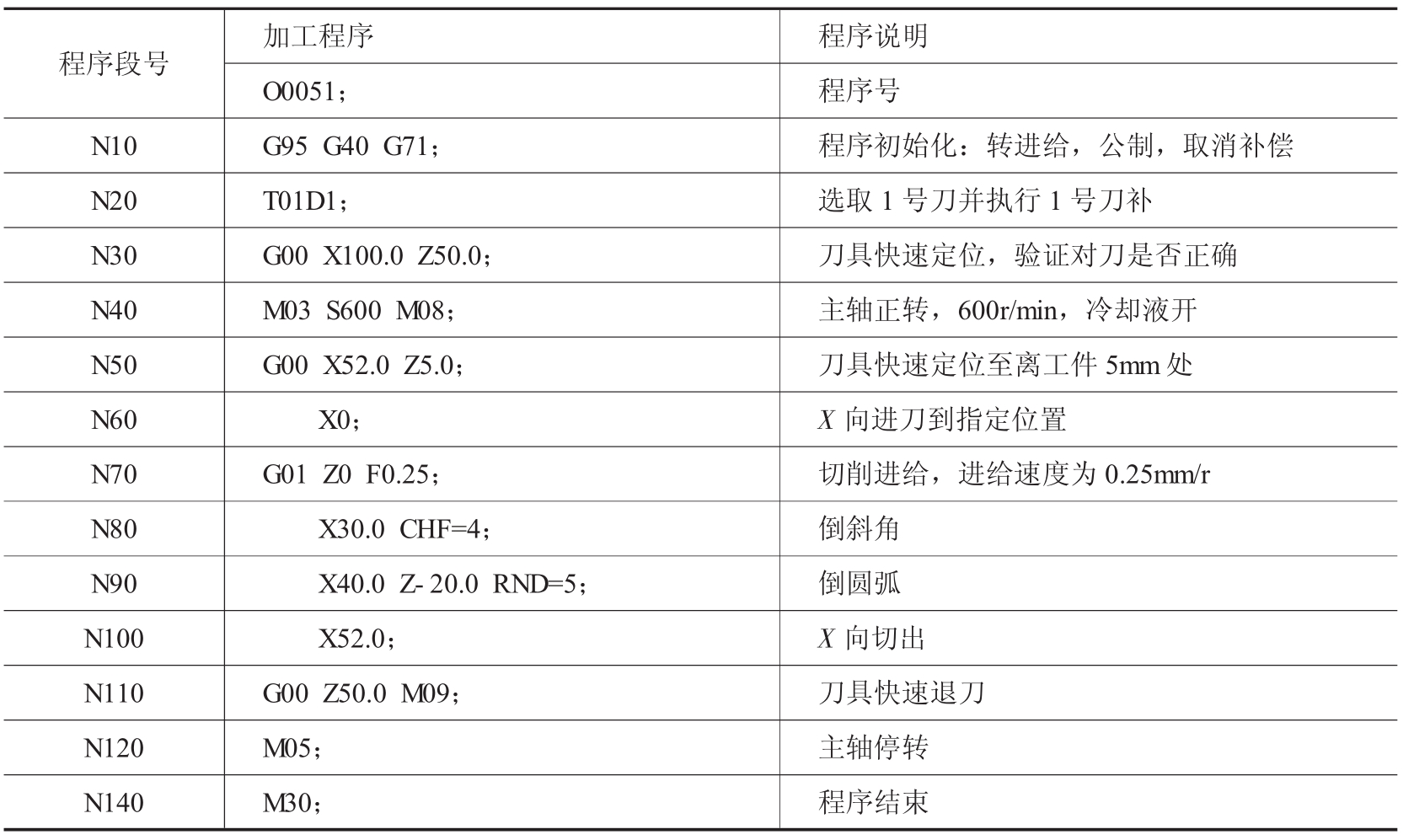
用SIEMENS系统倒角与倒圆指令编写图1-38所示刀具从O点到E点的加工程序,程序见表1-14。
表1-14 SIEMENS系统加工程序
注意
(1)倒角(圆)轮廓前、后加工路径要明确,路径的长度应大于圆角半径值及倒角量。
(2)在无倒角(圆)要求的零件拐角处,也可运用此功能增加微量的倒圆(角),既可保证零件轮廓完整,又可有效消除锐边的产生。
(3)倒圆(角)的方向切记不能搞反,否则会造成零件缺陷的产生。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










