



2.6.1 两顶尖间车削轴类零件
1.两顶尖间加工轴类零件
两顶尖间加工轴类零件适用于较长的或必须经过多次装夹才能完成加工的工件。
(1)前、后顶尖的安装。前顶尖可用固定顶尖装到主轴孔中,也可临时制作;后顶尖可选固定、活顶尖安装紧到尾座套筒里,向车头方向移动尾座。
(2)根据工件长度向车头方向移动尾座,调整前、后顶尖间的距离。
(3)用鸡心夹安装工件,拨杆伸向端外。因两顶尖对工件只起定心和支撑作用,必须通过对分夹头或鸡心夹头的拨杆来带动工件旋转。
(4)将夹有对分夹头的一端中心孔放置在前顶尖上,另一端中心孔用后顶尖支顶,松紧程度以没有轴向窜动为宜。如果后顶尖用固定顶尖支顶,应加润滑油,然后将尾座套筒的紧固螺钉压紧。
(5)安装刀具粗车外圆,调整尾座中心与工件回转中心是否重合。
(6)按图纸要求进行零件的初、精加工。
2.容易出现的问题及注意事项
①切削前,床鞍应左右移动全行程,观察床鞍有无碰撞现象。
②防止固定顶尖支顶太紧,否则工件易发热、变形,还会烧坏顶尖和中心孔。
③顶尖支顶太松,工件产生轴向窜动和径向跳动,切削时振动,会造成外圆的圆度、同轴度受影响等缺陷。
④随时注意前顶尖是否发生移位,以防工件不同轴而造成废品。
⑤工件在顶尖上安装时,应保持中心孔的清洁和防止碰伤。
⑥在切削过程中,要随时注意工件在两顶尖间的松紧程度,并及时加以调整。
⑦为了增加切削时的刚性,在条件许可时尾架套筒不宜伸出过长。
⑧鸡心夹头或等分夹头必须牢靠地夹住工件,以防切削时移动、打滑、损坏车刀。
⑨为了保证加工精度,应注意掉头工艺的安排保证达到(形位公差)精度要求。
3.两顶尖间零件加工训练,如图2-40所示。
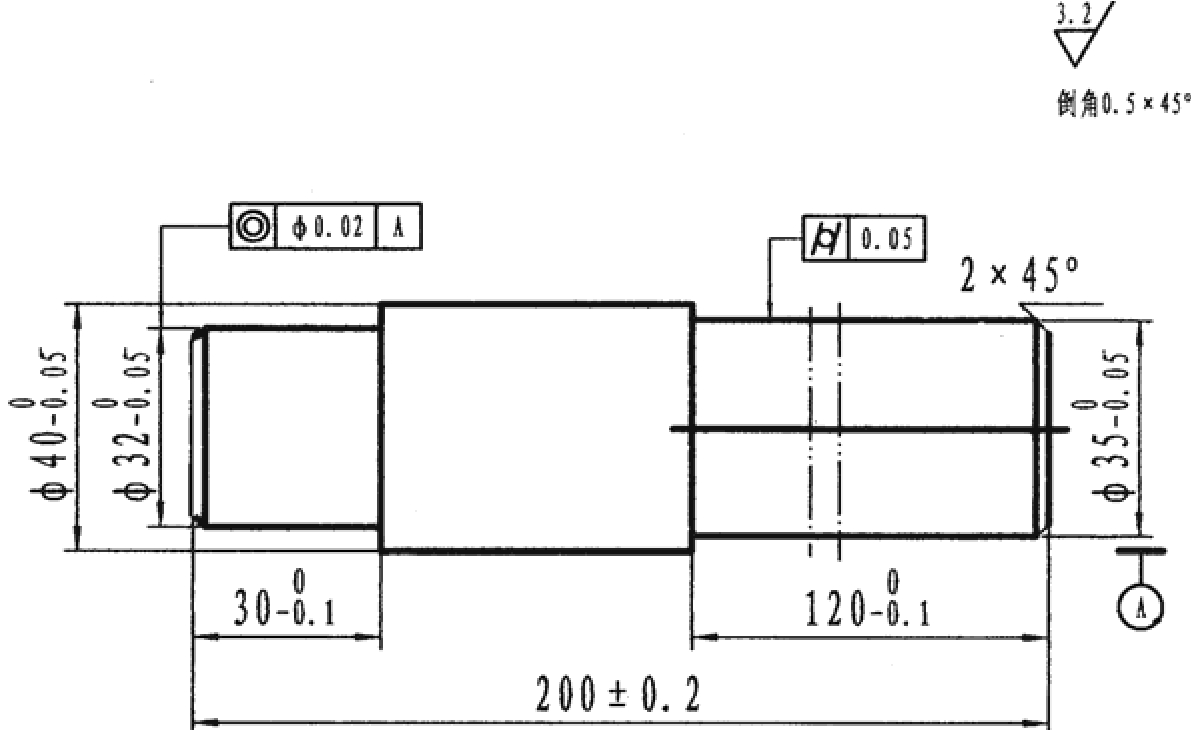
图2-40 两顶尖间加工轴类零件
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










