



8.3.2 锯割加工的相关要求
1.手锯的使用知识
(1)手锯的握法 右手满握锯柄,左手轻扶在锯弓前端,如图8-19所示。
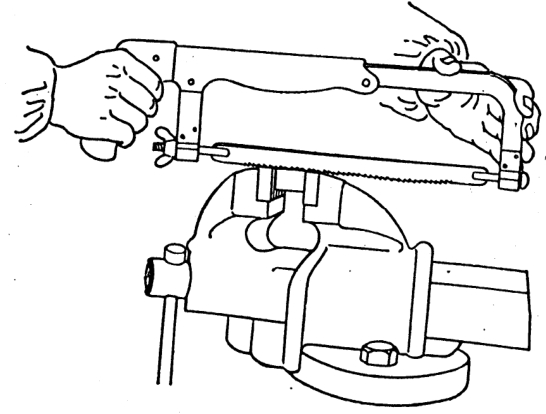
图8-19 手锯的握法
(2)锯削的姿势 锯削时的站立位置和身体摆动姿势与锉削基本相似,摆动要自然。
(3)锯削时的压力 锯削运动时,握力和压力由右手控制,左手主要配合右手扶住锯弓,用力不要过大。手据推出时为切削行程,应施加压力,返回行程不切削,不加压力自然拉回。工件将断时压力要小。
(4)运动和速度 锯削运动一般采用小幅度的上下摆动式运动,即手锯推进时,身体略向前倾,双手随着压向手锯的同时,左手上翘,右手下压,回程时右手上抬,左手自然跟回。对锯缝底面要求平直的锯削,不许采用直线运动。锯削运动的速度一般为40次/分左右,锯削硬材料慢些,锯削软材料快些,同时,锯削行程应保持均匀,返回行程的速度相对快些。
(5)起锯方法 起锯是锯削工作的开始,起锯质量的好坏,直接影响锯削质量。如果起锯不当,一是常出现锯条跳出锯缝将工件拉毛或者引起锯齿崩裂,二是起锯后的锯缝与划线位置不一致,将使锯削尺寸出现较大偏差。起锯有远起锯(如图8-20(a)所示)和近起锯(如图8-20(c)所示)两种。

图8-20 起锯方法
2.锯削方法
(1)棒料的锯削方法 如果锯削的断面要求平整,则应从开始连续锯到结束。若锯出的断面要求不高,可分几个方向锯下,由于锯削面变小而容易锯入,可提高工作效率。
(2)管子的锯削方法 锯削管子前,可划出垂直于轴线的锯削线,最简单的方法可用矩形纸条,按锯削尺寸绕住工件外圆,如图8-21所示。对于薄壁管子和精加工过的管子,应夹在有V型槽的两竖衬之间,如图8-22(a)所示,以防将管子夹扁和夹坏表面。锯削薄壁管子时不可在一个方向从开始连续锯削到结束,否则锯齿易被管壁钩住而崩裂。正确的方法应是先在一个方向锯到管子内壁处,然后把管子向推锯的方向转过一定角度,并连接原锯缝锯到管子的内壁处,如此逐渐改变方向不断转锯,直到锯断为止,如图8-23(b)所示。
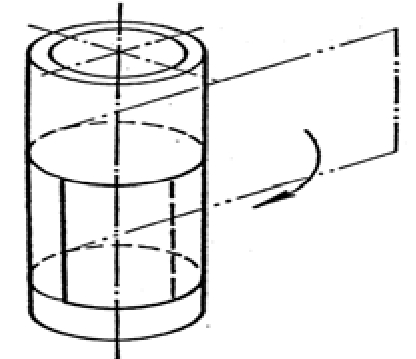
图8-21 管子锯割线的方法
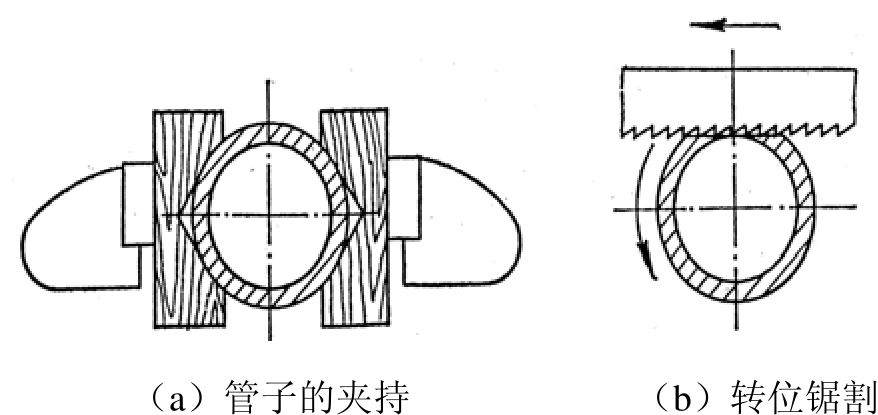
图8-22 管子的夹持和锯割
(3)薄板料的锯削方法 锯削时尽可能从宽面上锯下去。当只能在板料的狭面上锯下去时,可用两块木板夹持,连木板一起锯下,如图8-23(a)所示。也可以把薄板直接夹在台虎钳上,用手锯作横向推锯,使锯齿与薄板接触的齿数增加,如图8-23(b)所示。
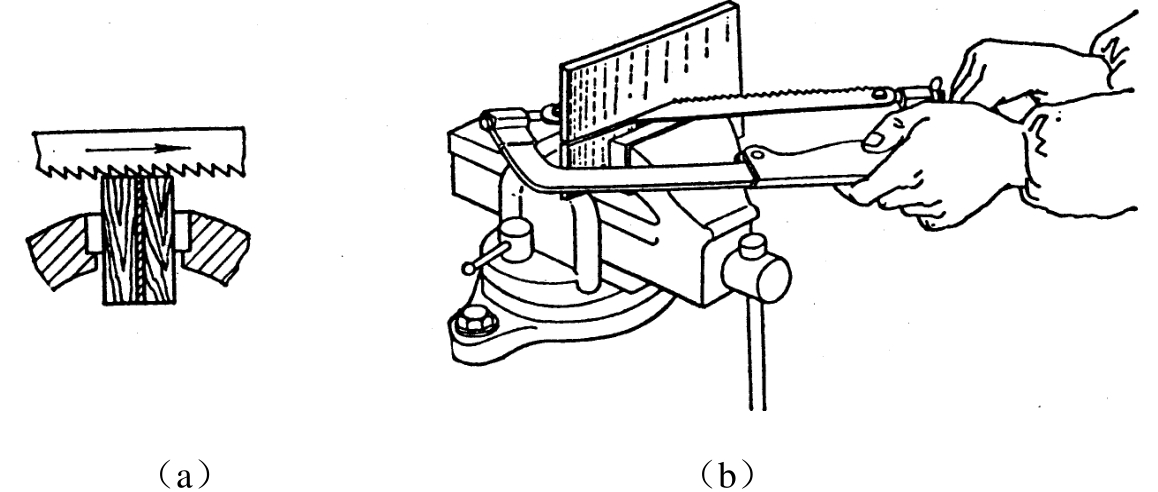
图8-23 薄板料锯割方法
(4)深缝锯割的方法 当锯缝的深度超过锯弓的高度时,如图8-24(a)所示,应将锯条转过90º重新装夹,使锯弓转到工件的旁边,如图8-24(b)所示,当锯弓横下来其高度仍不够时,也可把锯条装夹成使锯齿朝向锯内进行锯削,如图8-24(c)所示。
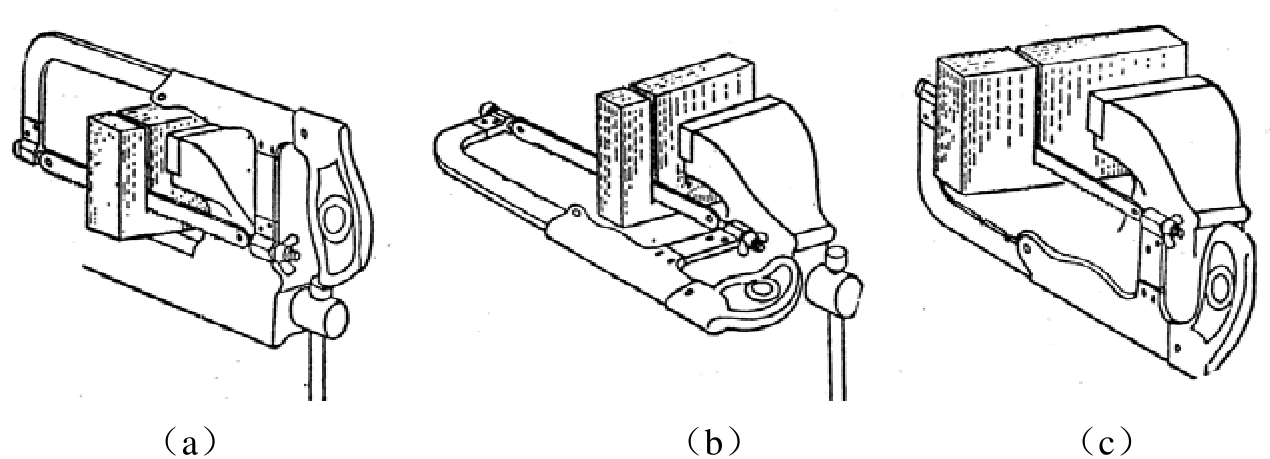
图8-24 深缝锯割方法
3.锯割加工注意事项
(1)锯削练习时,必须注意工件的安装及锯条的安装是否正确,并要注意起锯方法和起锯角度的正确,以免一开始锯削就造成废品和锯条损坏。
(2)初学锯削,对锯削速度不易掌握,往往推出速度过快,这样容易使锯条很快磨钝。锯削时不要突然用力过猛,防止工作中锯条折断从锯弓上崩出伤人。
(3)要适时注意锯缝的平直情况,出现问题应及时纠正。
(4)在锯削钢件时,可加些机油,以减少锯条与锯削断面的摩擦并能冷却锯条,可以提高锯条使用寿命。
(5)锯削完毕,应将锯弓上张紧螺母适当放松,但不要拆下锯条,防止锯弓上的零件失散,并将其妥善放好。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










