



2.4.1 机械系统常见故障的诊断与排除
一、冷料系统
冷料系统常见故障及排除见表2-10。
表2-10 冷料系统常见故障的诊断与排除

二、除尘系统
1.除尘器故障及排除办法
(1)粉尘泄漏
打开布袋除尘器上部的盖板,检查是否有磨损及破损的布袋,并采取相应的措施。
清除布袋上部腔体内的粉尘,检查是否有粉尘进入布袋里面。
布袋外壁黏附的粉尘过少,说明大气反吹过于频繁。加长布袋隔仓清洗时间间隔。
(2)布袋出现的问题
1)含尘气体温度过高
含尘气体温度不能超过布袋的最高许用温度。设备使用的布袋一般可承受200℃高温,若入口温度超过此值,应打开紧急备用的风门引入冷空气进行冷却。
2)湿度过大
潮气会使布袋堵塞。所以要把湿布袋烘干或者更换新的布袋。
3)粉尘堆积
除尘器底部的粉尘若堆积到布袋底部,会加速布袋磨损。此时应检查粉尘排出装置的运转状态并检查是否有泄漏,并采取相应措施。
4)布袋磨损
布袋内部之所以变脏是因为粉尘透过布袋进到里面,这同时也对布袋造成了磨损。另外,如果发现出粉口处有粉尘堆积,为了防止布袋的破损,要检查除尘器的送粉装置,并更换已磨损的布袋。
2.引风机
故障:在正常生产中,在冷仓正常上料情况下,计量时1#料缺。
诊断:引风机开度过大,引起1#料进入布袋除尘器中。从布袋除尘器取样,看是否有粗颗粒情况。
排除办法:关小引风机风门开度。
三、粉料系统
1.料位显示不正常
诊断:检查料位计输出是否正常;检查矿粉是否打得太紧,造成料位计不能正常工作。
排除办法:料位计输出不正常,对料位计修复或更换;矿粉打得太紧,进行人工清理矿粉,直至显示正常为止。
2.计量时下粉慢
诊断:检查蝶阀开度是否正常;检查旋转给料机内叶片是否沾上矿粉;检查粉罐内矿粉是否起拱。
排除办法:蝶阀开度不正常,调整其开度至正常状况。
旋转给料机沾粉:关上蝶阀,打开螺旋机下盖板,开起给料机,用榔头敲打给料机外壳,直到给料机叶片干净为止。
矿粉起拱:先气压破拱,若效果不好,则用榔头敲打粉罐锥壁,再若效果不好,则打开粉罐上入口,进行人工铲粉破拱。
四、提升机
预防故障的措施:定期检查链轮摩擦面的磨损情况,当发现链环钩与链轮底槽接触时,应及时拆换链轮轮缘;链条段节应按相同长度配对使用;合理使用张紧装置,一般以链条运行时有轻度摆动为宜;保证轴承密封的完好、定期对轴承清洗、加润滑脂,并注意润滑脂的用量和正确选用牌号。安装或更换链条时,对链条先进行等长段节选配,成对更换。选配时,可将两段链条穿挂在一水平固定的圆钢辊上,视两链条下端平齐者为一对;当链环,链钩截面磨去1/3时,应及时更换;检修时保证张紧行程剩余量大于50%以上,以此来确定割去的链环数;及时排除和预防物料堵塞。加强操作管理、做到均匀给料;使调节滑板与料斗外缘的间隙保持在10~20mm以内。
提升机常见故障及排除方法见表2-11。
表2-11 提升机常见故障及排除方法

五、振动筛
振动筛常见故障的分析与排除见表2-12。
表2-12 振动筛常见故障的分析与排除

六、计量系统
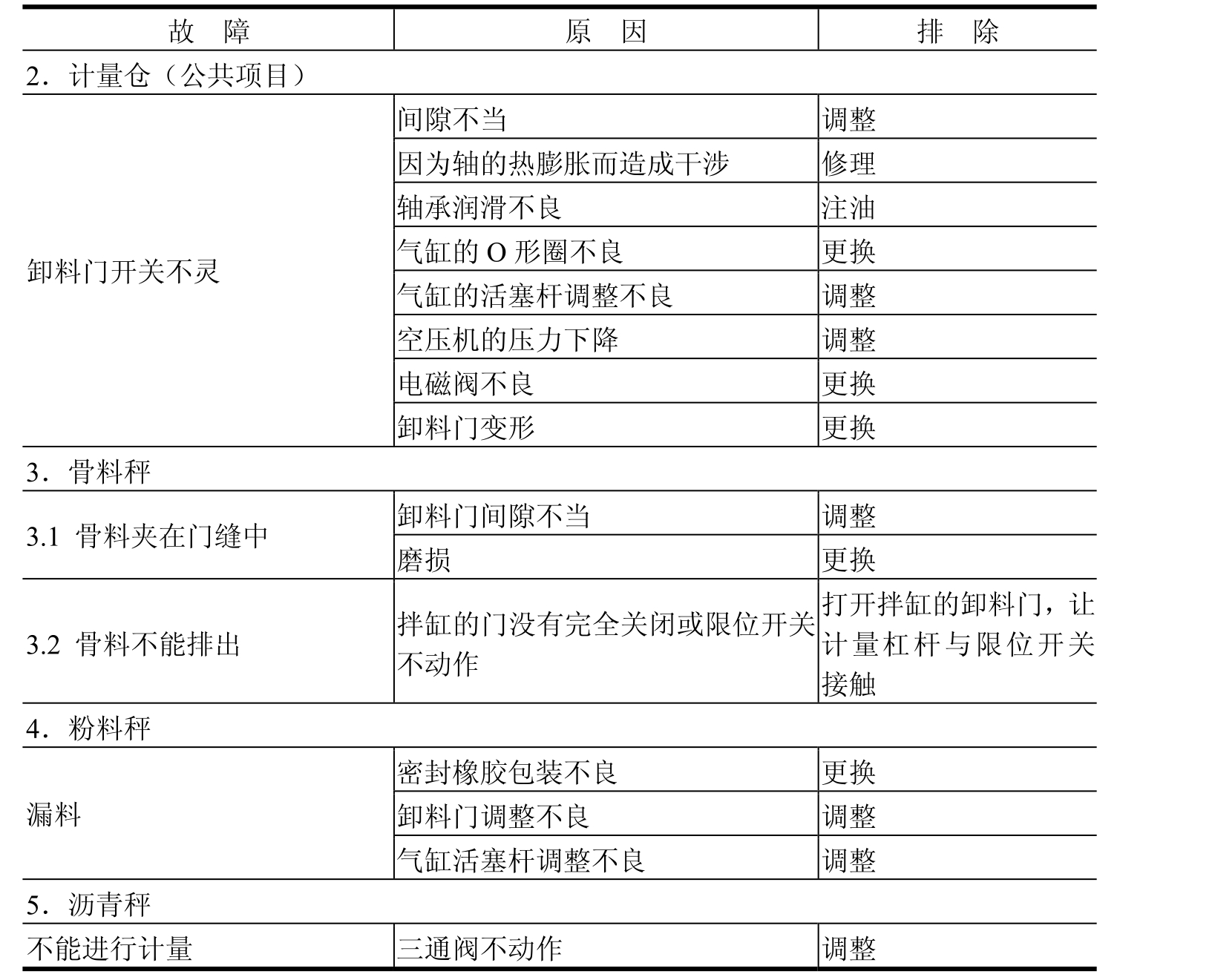
计量系统故障分析与排除见表2-13。
表2-13 计量系统故障分析与排除

(续表)
七、沥青导热油系统
1.导热油加热炉不能正常工作的原因及排除的方法
(1)未能定期清洗燃油系统的柴油滤清器,燃烧器在工作中若出现燃油油路不通畅时,就会出现断火报警信号,此时,一般情况是其上的滤网被堵了,须立即进行清洗。各级滤网的清洗准则是第一级滤网必须定期清洗;第二级滤网是否清洗要看第一级滤网是否很脏,若很脏,则应清洗,并且还应清洗喷油嘴上的第三级滤网。清洗方法是用柴油泡洗和用气吹相结合。
(2)燃烧器内的高压油泵喷出的油雾化不良,或者风门未能达到预定的指示开度,这种情况一般是因油路阀和风门调节阀出现故障造成的;也可能是所用的柴油质量有问题,若柴油质量很差,油路阀内的细小通道就容易被堵塞。解决办法是,清洗油路阀和风门调节阀;必要时更换质量好的柴油。
(3)燃油管道内混有空气,使燃油不能连续地喷出,导致燃烧器点不着火,此时应在点火过程中放气,方法是:控制柴油泵接触器,让柴油泵转动1min左右,然后将高压油泵上的放气螺母松开,此时打开燃烧器的点火开关时,会有油气从螺孔排出,待点着火后再拧紧螺母,若确认已排气,点火时仍须排气,则是管路中的单向阀有问题,修复即可。
(4)高压油泵经长期使用出现正常机械磨损也可导致燃油压力不足,造成不能正常燃烧,解决办法是,将高压油泵上的调压阀调大,若调至极限压力还是上不去,则更换油泵。
(5)启动电磁阀及大小火电磁阀有故障,检查是否烧坏,阀芯是否被异物卡住。
2.导热油压力异常
导热油压力一般在正常运行时是稳定的,只有在管内有空气、大量水分或被抽成真空时,才会引起局部温度过高,造成压力异常。有空气进入的原因可能是导热油高位罐油位过低所致。水分未排干净的原因是管路局部长期未开通或加入新油所致。管内产生真空的原因是管路内过滤器阻塞所致。
解决方案是:关闭燃烧器,打开排气阀,让循环泵继续运转。若长时间压力不能稳定,则待油温降下后,检查过滤器。若压力很快正常,则重新开启燃烧器,温度设置在120~150℃。连续运转2h后,升高设置的温度,直到稳定后,再关闭排气阀。在这之后两天内要有专人负责导热油炉的检查工作。
八、气动控制系统
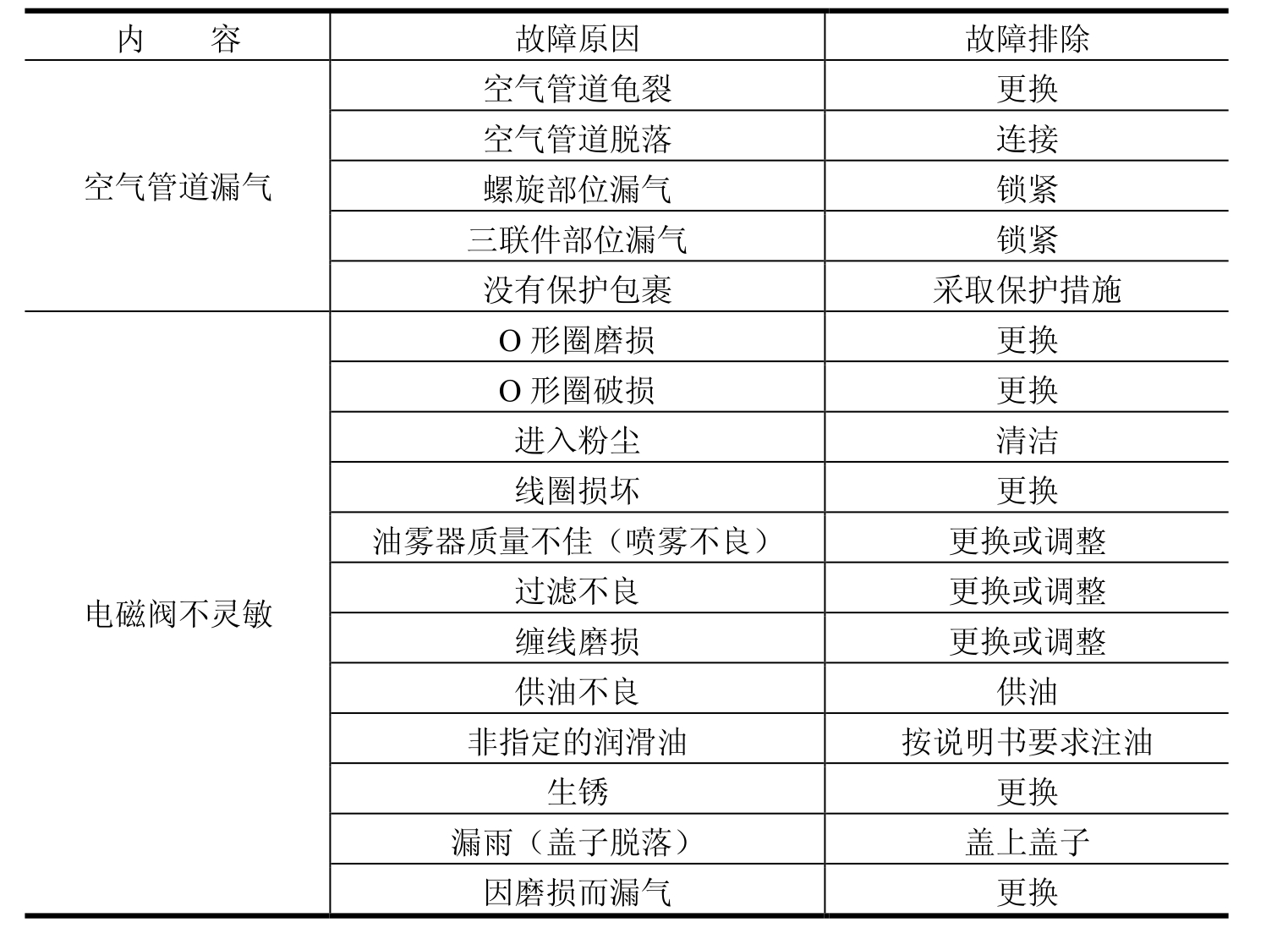
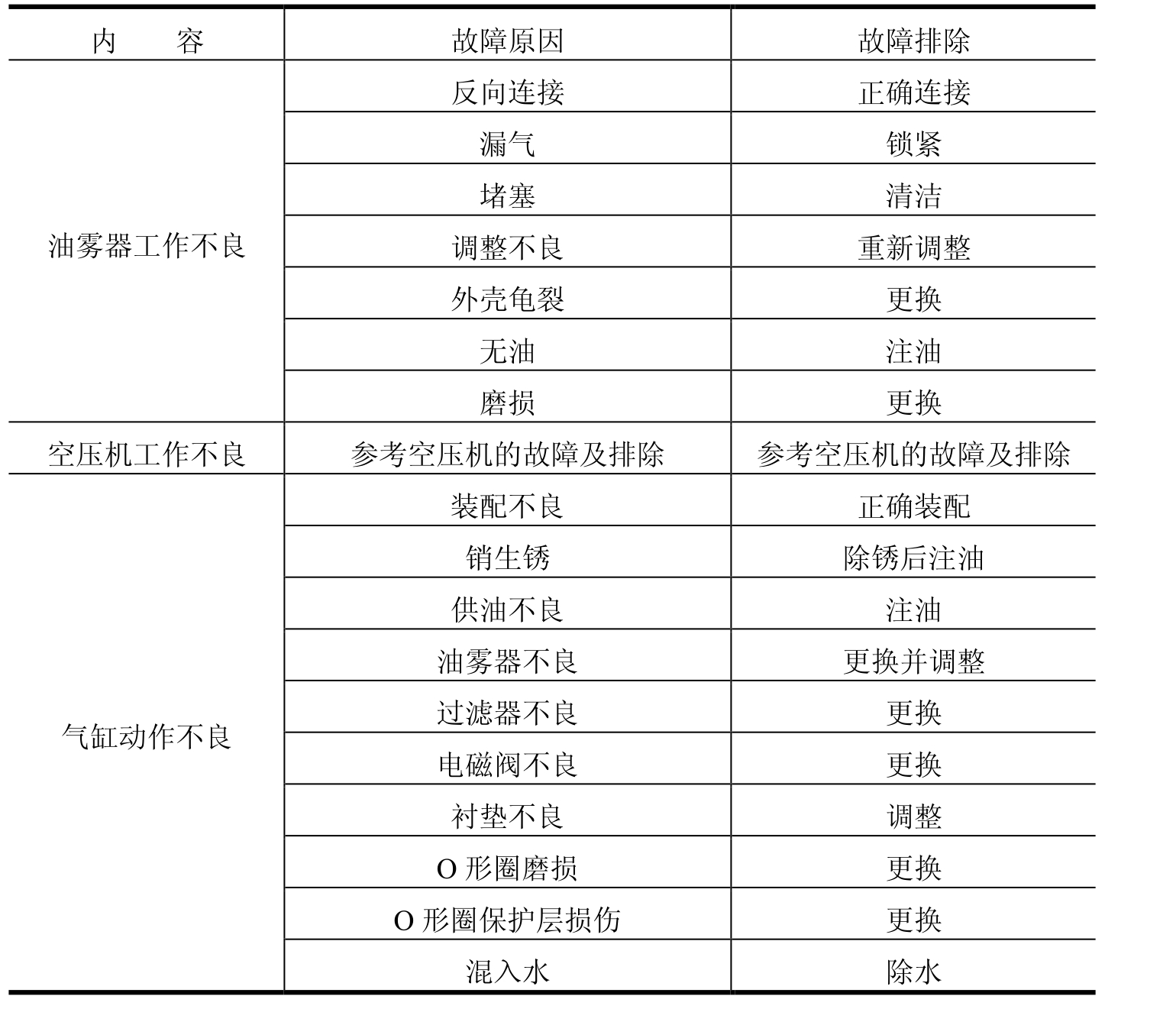
有效的故障诊断方法和手段是快速找出故障发生原因并尽快使系统恢复正常工作的保证,动控制系统故障分析及排除见表2-14。
表2-14 动控制系统故障分析及排除
(续表)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











