



二、正火工艺及其应用
正火是将钢加热至Ac3(或Accm)以上适当温度,保温至完全奥氏体化后出炉,在空气中冷却,得到较细珠光体类组织的热处理工艺。
(一)正火工艺
正火的加热温度一般为Ac3或Accm以上30~50℃,高于一般退火的加热温度。对于含有V、Ti、Nb等元素的合金钢,加热温度要更高一些,一般为Ac3+100~150℃。正火的保温时间与完全退火相同,应以工件热透,心部达到要求的加热温度为原则。同时还要考虑钢材的成分、原始组织、装炉量和加热设备等因素,生产中一般根据工件尺寸和经验数据确定。正火时一般工件多采用出炉空冷,大型件也可采用吹风、喷雾和调节钢件堆放距离等方法来控制冷却速度。
对亚共析钢来说,正火与完全退火的加热温度相近,但空冷时过冷度较大而导致实际组织转变温度较低,这将使亚共析钢正火组织中先共析相铁素体量减少,珠光体变细,钢的强度和硬度提高。
碳的质量分数在0.6%~1.4%之间的碳钢,正火后的组织通常全部为索氏体,而不出现先共析铁素体或二次渗碳体。这是因为快速冷却时,较大的过冷度抑制了先共析相的析出,使成分在共析点附近亚共析钢或过共析钢也能得到全部的共析组织。这种非共析成分的合金由于非平衡冷却而得到的共析组织称为伪共析组织。从这个意义上说,钢正火过程的实质就是完全奥氏体化加伪共析转变。碳含量小于0.6%的中、低碳钢正火后的组织中除了伪共析组织外,还有少量晶粒细小的铁素体。由于这些组织上的差异,使得中、低碳钢正火后的强度、硬度、韧性均比退火后高,而且塑性也不降低。图6-21为45钢退火组织与正火组织的比较。表6-4列出了45钢的正火与退火后的力学性能对比。
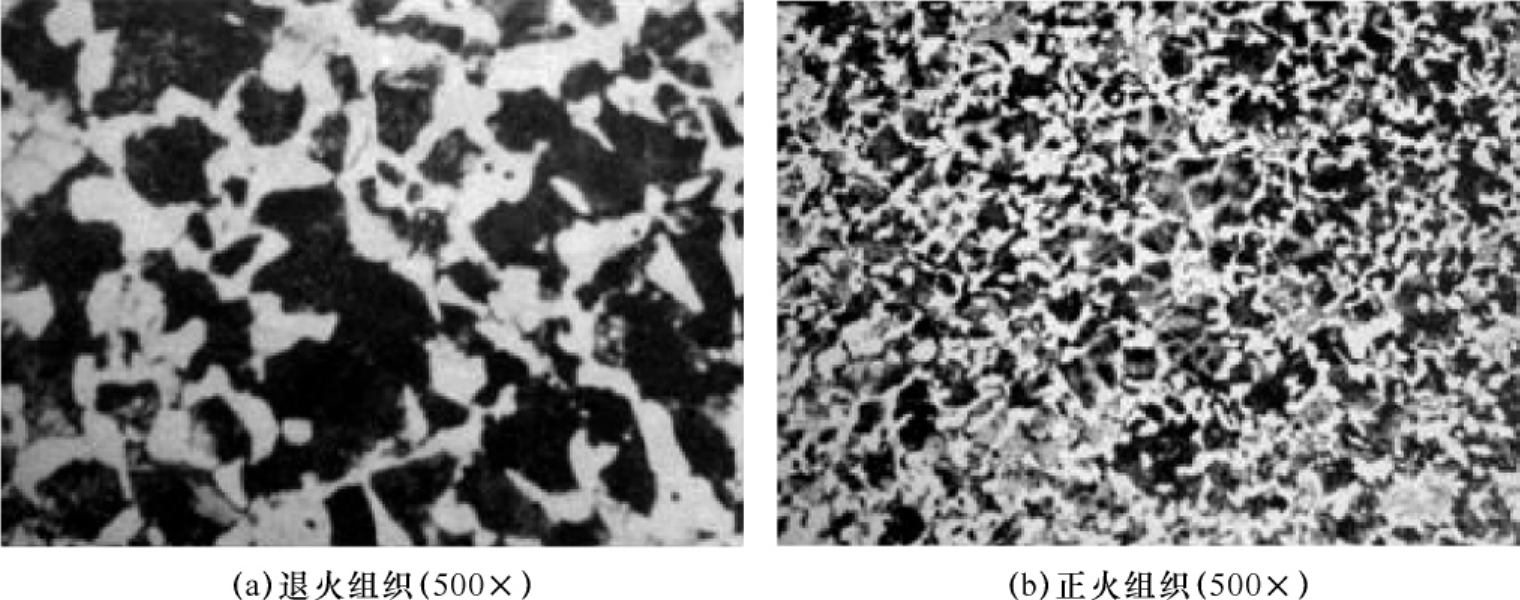
图6-21 45钢退火与正火的显微组织
表6-4 正火与退火的45钢的力学性能对比

(二)正火的应用
正火操作生产周期短、工艺简单、能耗少,是一种经济的热处理方法。正火在生产中主要有以下几方面的应用。
1.改善低碳钢和低碳合金钢的切削加工性能
一般认为金属的硬度在160~230HBW时具有良好的切削加工性。wC<0.25%低碳钢和低碳合金钢退火后的硬度小于150HBW,切削加工时常发生“粘刀”现象,易使刀具发热和磨损,且加工表面粗糙度值大。通过正火处理,获得细片状珠光体,硬度提高,从而改善了钢的切削加工性。
2.作为中碳结构钢零件的预先热处理
中碳结构钢正火比退火后的硬度虽略高—些,但仍在可切削范围内。但正火可以消除这类钢在热加工过程中产生的多种缺陷(如魏氏组织、晶粒粗大等),所以,生产上中碳结构钢制造的重要零件,预先热处理也常采用正火工艺,既有利于细化晶粒、均匀组织、消除内应力和改善切削加工性,还可简化操作、缩短生产周期、降低成本。
3.消除过共析钢中的网状渗碳体
过共析钢工件在机械加工和淬火之前都要进行球化退火处理,但当其组织中存在严重的网状碳化物时,将会引起退火时碳化物球化不良,这对工件的切削加工性和最终的力学性能都会带来极为不利的影响。这种情况下,钢件在球化退火之前必须先附加一次正火处理,以消除网状组织,确保球化退火质量。
4.用于普通结构零件的最终热处理
由于钢或铸铁件正火后可获得较好的力学性能,对于一些载荷较轻、性能要求不高、碳含量在0.4%~0.7%之间的普通结构零件可在正火后直接使用。此外,大型普通碳钢的结构零件或结构复杂的零件,因其截面尺寸过大,可能导致其淬火效果变差,致使淬火后的性能与正火处理相差不大;另外大型件淬火时还易产生变形和开裂,在这种情况下,生产中常用正火代替淬火,作为这类零件的最终热处理。
常用的几种退火和正火加热温度范围及热处理工艺曲线如图6-22所示。
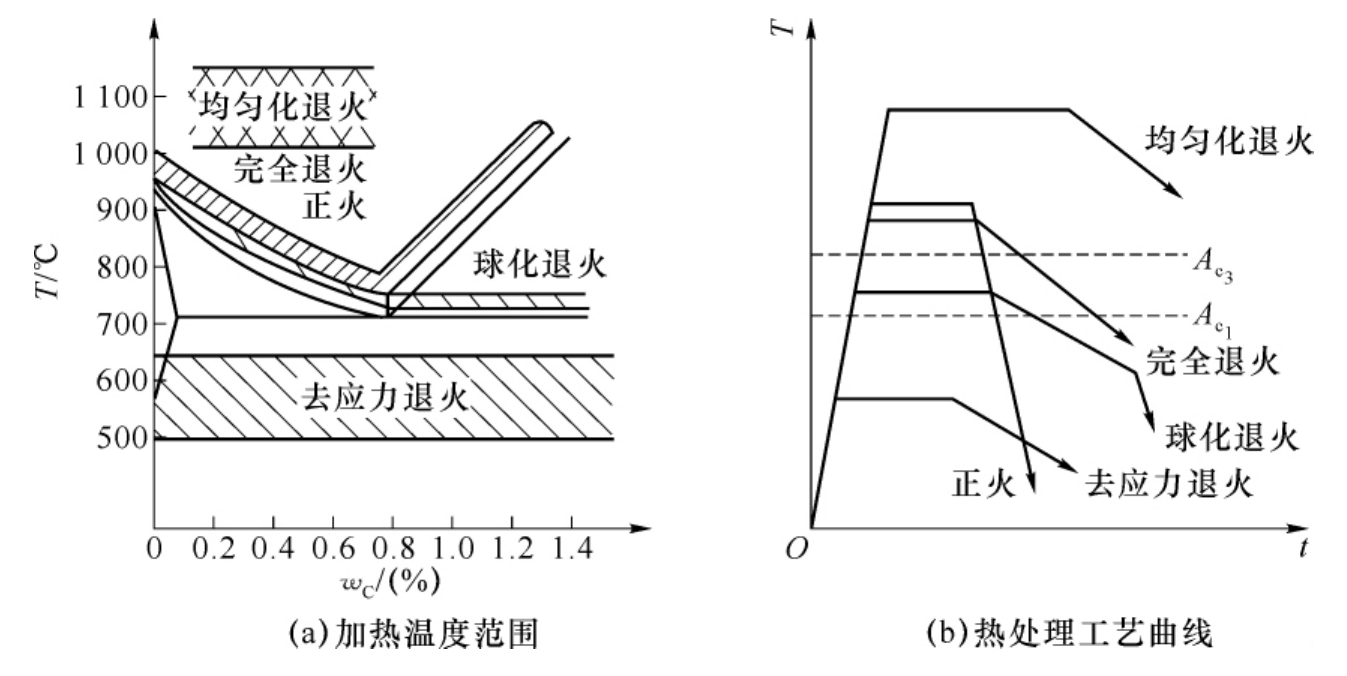
图6-22 常用的几种退火和正火加热温度范围及热处理工艺曲线示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。









