



【摘要】:退刀槽各部分尺寸,相配件的倒角和倒圆见表1-29,C、D、E型退刀槽及相配合件的各部分尺寸见表1-30,F型退刀槽的各部分尺寸见表1-31。C型,轴的配合表面需磨削,轴肩不磨削;D型与C型相反;E型均需磨削。如图1-13所示为带槽孔的退刀槽。退刀槽直径d2可按选用的平键或楔键而定;退刀槽的深度t2一般为20mm,如因结构上的原因,t2的最小值不得小于10mm;退刀槽的粗糙度一般选用Ra3.2μm,根据需要也可选用Ra1.6μm、Ra0.8μm、Ra0.4μm。
退刀槽(JB/ZQ4238—1997)
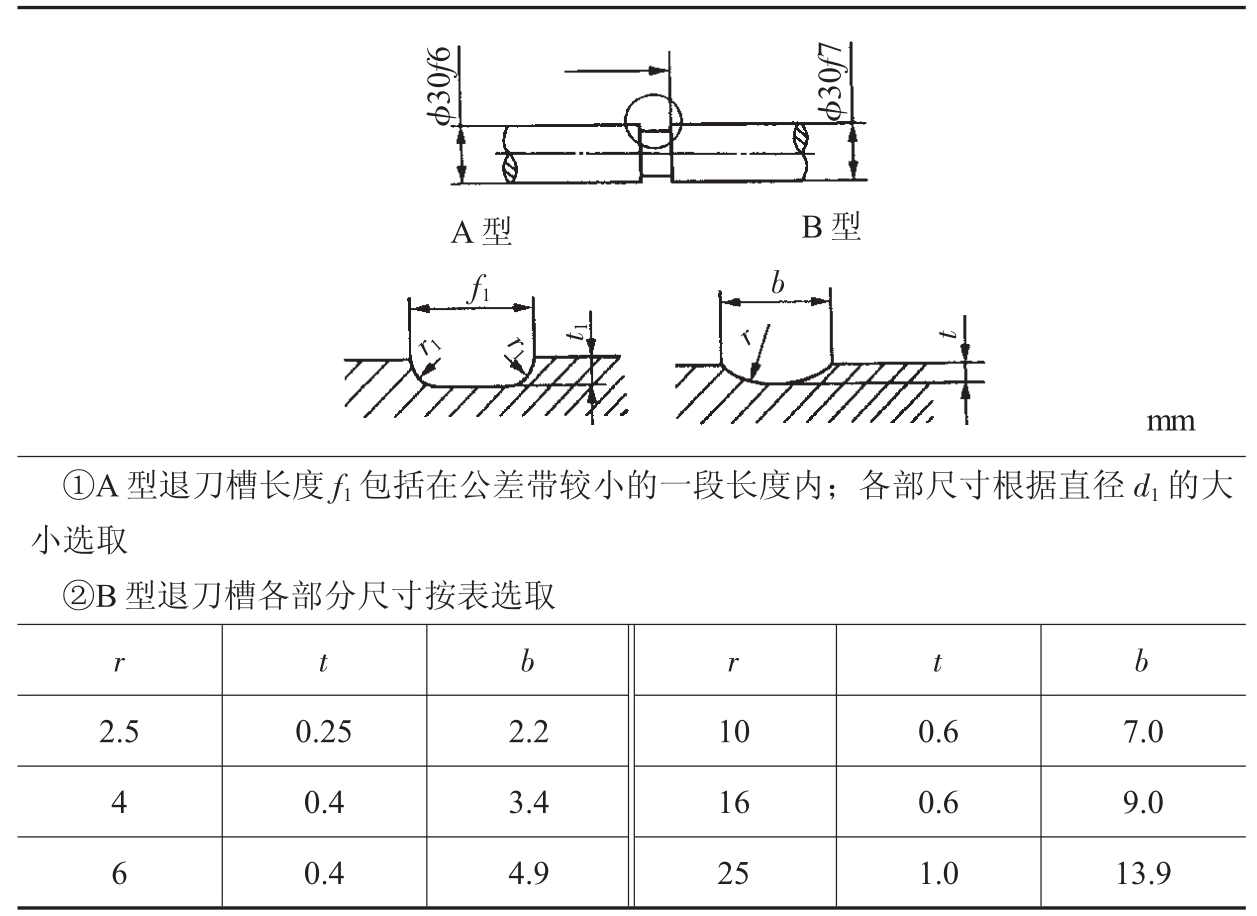
1.外圆退刀槽及相配件的倒角和倒圆
退刀槽各部分尺寸见表1-28,相配件的倒角和倒圆见表1-29,C、D、E型退刀槽及相配合件的各部分尺寸见表1-30,F型退刀槽的各部分尺寸见表1-31。
表1-28 A、B型退刀槽尺寸
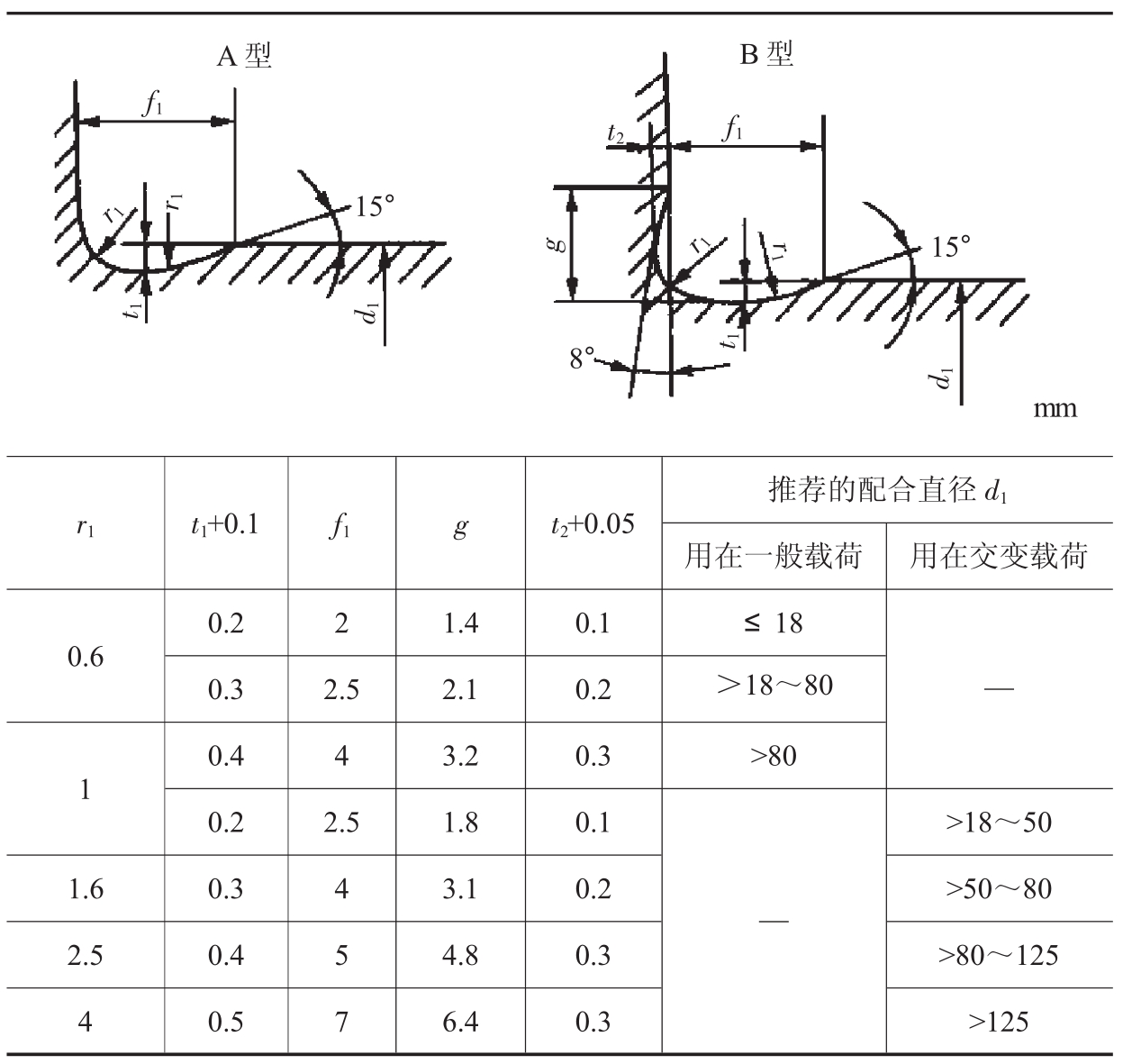
注:A型,轴的配合面需磨削,轴肩不磨削;B型,轴的配合面及轴肩皆需磨削。
表1-29 相配件的倒角和倒圆
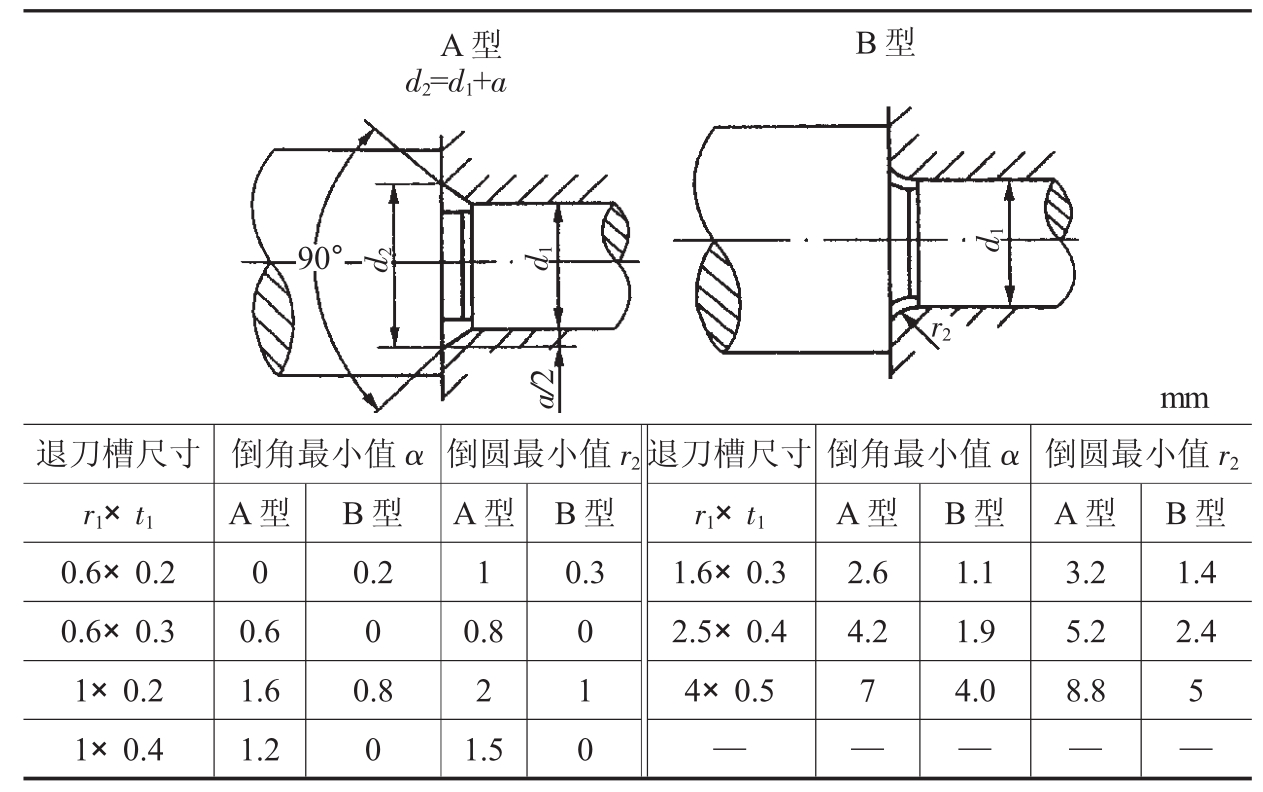
表1-30 C、D、E型退刀槽及相配件的各部分尺寸
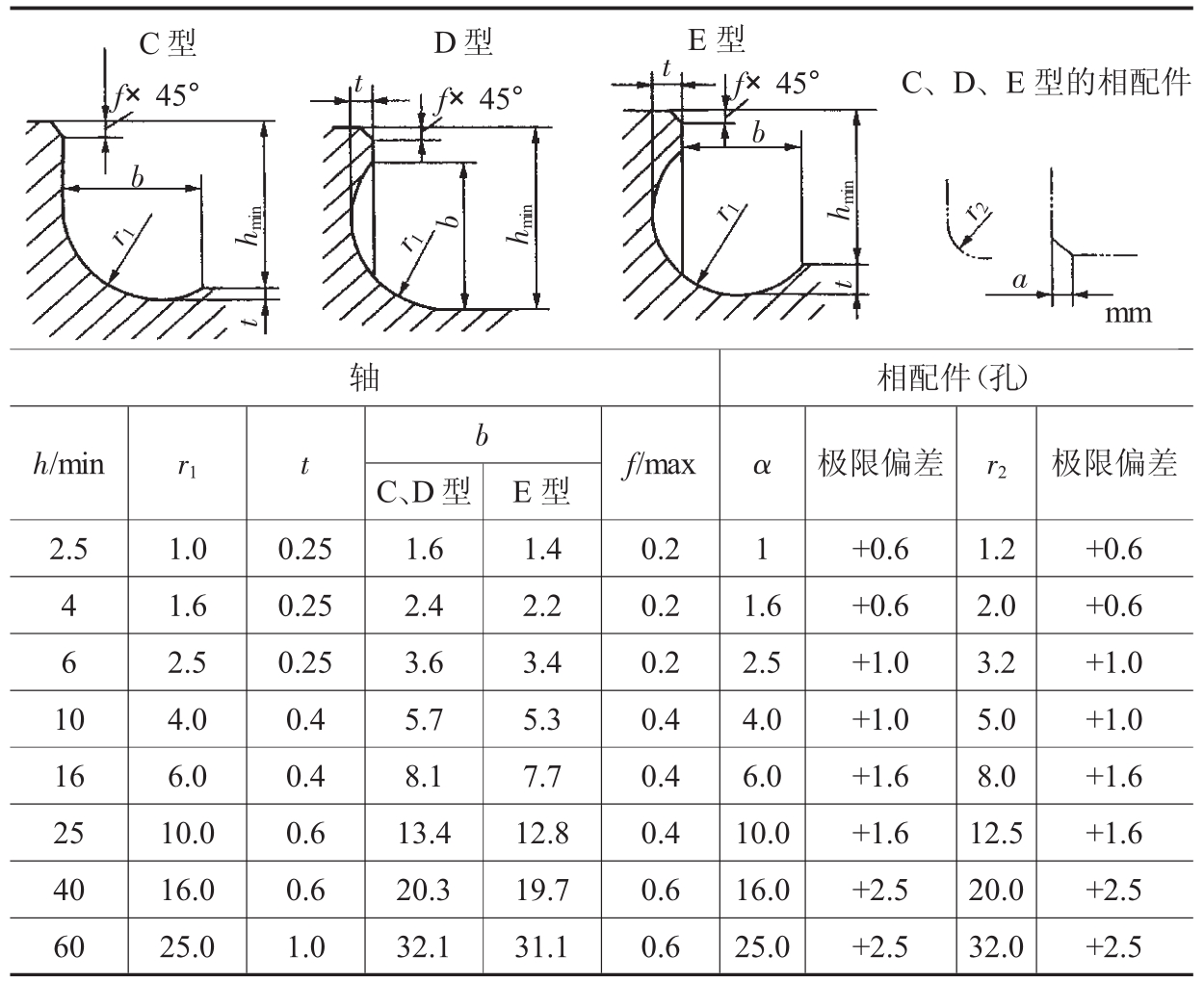
注:适用于对受载无特殊要求的磨削件。C型,轴的配合表面需磨削,轴肩不磨削;D型与C型相反;E型均需磨削。
表1-31 F型退刀槽的各部分尺寸
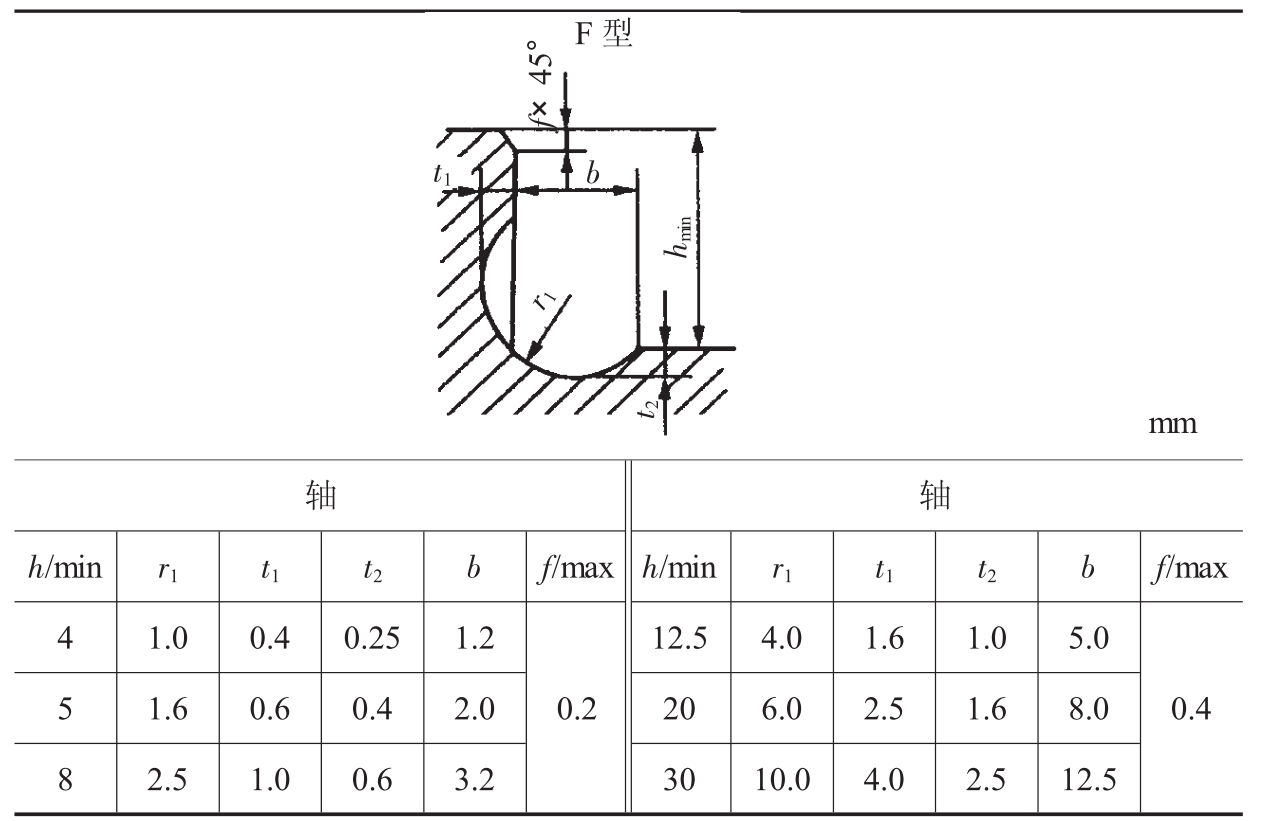
注:r1=10不适用于光整。
2.公称直径相同具有不同配合的退刀槽(表1-32)
表1-32 公称直径相同具有不同配合的退刀槽
3.带槽孔的退刀槽
如图1-13所示为带槽孔的退刀槽。退刀槽直径d2可按选用的平键或楔键而定;退刀槽的深度t2一般为20mm,如因结构上的原因,t2的最小值不得小于10mm;退刀槽的粗糙度一般选用Ra3.2μm,根据需要也可选用Ra1.6μm、Ra0.8μm、Ra0.4μm。
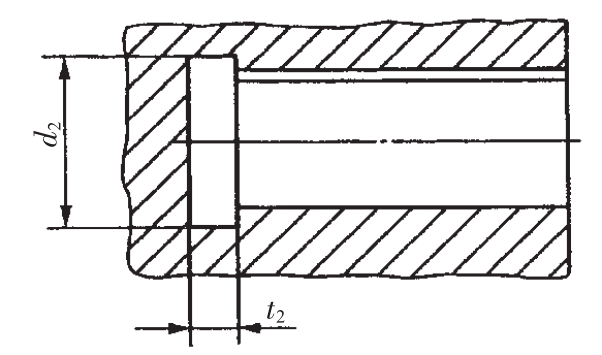
图1-13 带槽孔的退刀槽
4.砂轮越程槽(GB/T6403.5—1986)
适用于一般结构零件磨削面的砂轮越程槽。回转面及端面砂轮越程槽如图1-14所示。
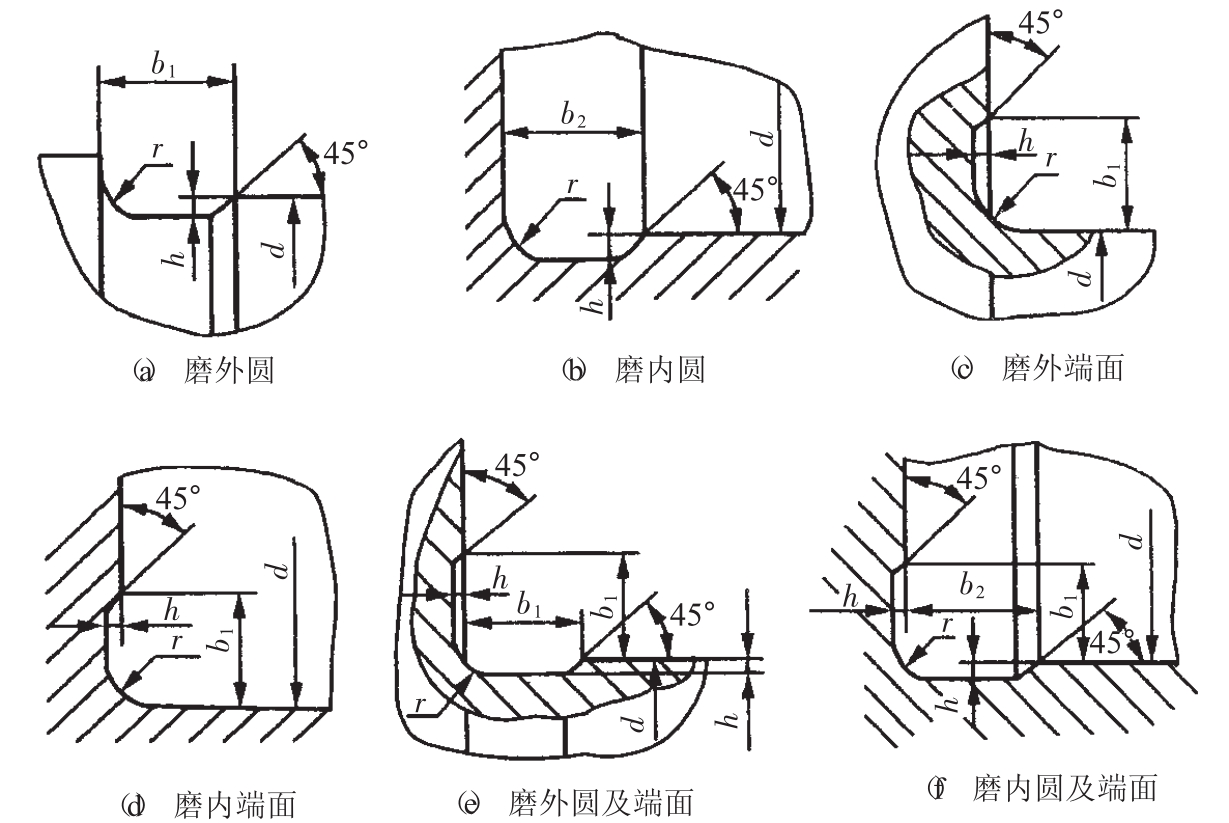
图1-14 回转面及端面砂轮越程槽
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











