



二、在四爪单动卡盘上安装工件
1.结构特征
四爪单动卡盘有四个各自独立运动的卡爪,如图2-21所示,它们不像三爪自定心卡盘的卡爪那样同时一起作径向移动。四个卡爪的背面都有半圆弧形螺纹与丝杆啮合,在每个丝杆的顶端都有方孔,用来插卡盘钥匙的方榫,转动卡盘钥匙,便可通过丝杆带动卡爪单独移动,以适应所夹持工件大小的需要。通过四个卡爪的相应配合,可将工件装夹在卡盘中,与三爪自定心卡盘一样,卡盘背面有定位台阶(止口)或螺纹(老式车床用的连接)与车床主轴上的连接盘连接成一体。它的优点是夹紧力较大,装夹精度较高,不受卡爪磨损的影响。因此,适用于装夹形状不规则或大型的工件。
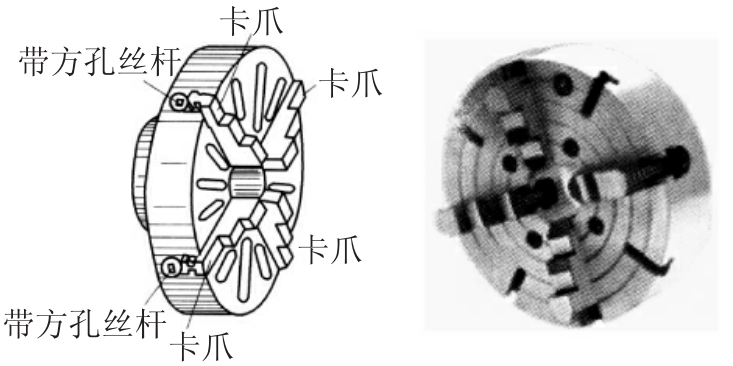
图2-21 四爪单动卡盘
2.四爪单动卡盘装夹操作须知
(1)应根据工件被装夹处的尺寸调整卡爪,使其相对两爪的距离略大于工件直径即可。
(2)工件被夹持部分不宜太长,一般以10~15mm为宜。
(3)为了防止工件表面被夹伤和方便找正工件,装夹位置应垫0.5mm以上的铜皮。
(4)在装夹大型、不规则工件时,应在工件与导轨面之间串放防护小板,以防工件掉下,损坏机床表面。
3.找正工件
四爪单动卡盘的四个卡爪是各自单独运动的。因此,在安装工件时,必须将工件的旋转中心找正到与车床主轴旋转中心重合后才可车削。
(1)用划针盘校正外圆。如图2-22所示为用划针盘校正外圆,校正时,先使划针稍离工件外圆,然后缓慢旋转工件,仔细观察工件外圆与划针之间间隙的大小。随后移动间隙最大一方的卡爪,移动距离约为最大间隙值与相对方向最小间隙值差的1/2。经过几次反复,直到工件转动一周,划针与工件表面之间的距离基本相同为止。对较长的工件,应对工件两端外圆都进行校正。
(2)校正短工件的端面。用划针盘校正短工件时,除了校正工件的外圆,还必须校正端面。校正时,把划针尖放在工件端面近边缘处,如图2-23所示,慢慢转动工件,观察工件端面与针尖之间的间隙,根据间隙大小,用铜锤或木棒轻轻敲击,直到端面各处与针尖距离相等为止。在校正工件时,平面和外圆必须同时兼顾。
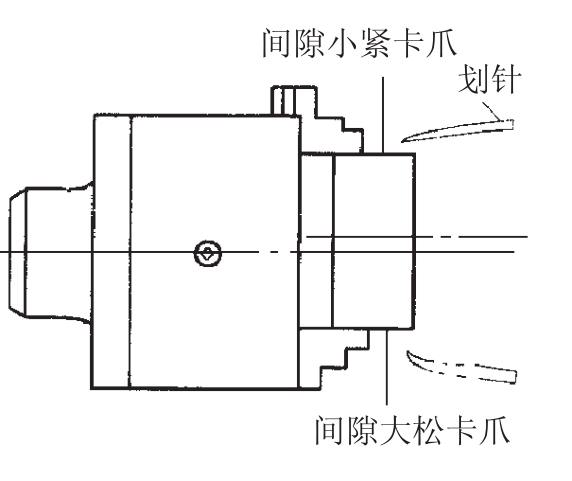
图2-22 用划针盘校正外圆
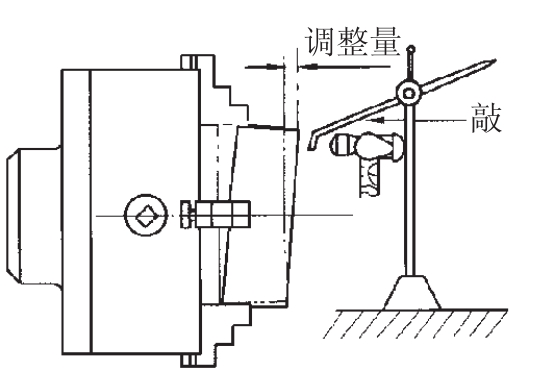
图2-23 用划针盘校正端面
(3)用百分表校正工件。如图2-24所示为用百分表校正工件,用四爪卡盘装夹的工件精加工时,校正要求较高,可使用百分表对工件进行校正。
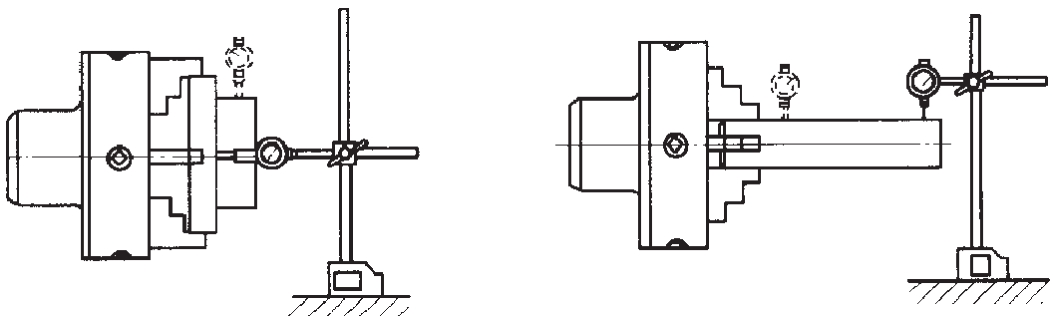
图2-24 用百分表校正工件
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。












