



【摘要】:用两个偏心的中心孔定位车削偏心圆柱,与在两顶尖间车削一般外圆柱的方法相同,如图8-56所示,主要的差别是车削偏心圆柱时,在工件每一转中加工余量变化很大,且是断续切削,因此,会产生较大的冲击和振动;用两顶尖装夹车偏心工件,不需要用很多的时间去校正工件的偏心距e;用两顶尖装夹车偏心工件,关键是要保证基准圆柱中心孔和偏心圆柱中心孔的位置精度,否则偏心距精度将无法保证。
四、用两顶尖装夹车偏心工件
较长的偏心轴,只要两端能钻中心孔,且有装夹鸡心夹头的位置,都可以用两顶尖装夹进行车削。其具体工艺特点中心孔加工方法及说明如下。
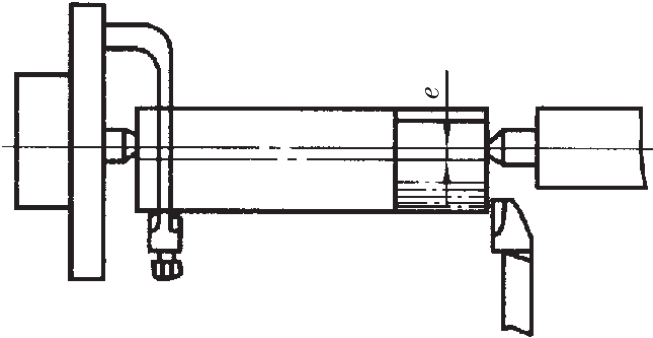
图8-56 用两个偏心的中心孔定位
1.工艺特点
用两个偏心的中心孔定位车削偏心圆柱,与在两顶尖间车削一般外圆柱的方法相同,如图8-56所示,主要的差别是车削偏心圆柱时,在工件每一转中加工余量变化很大,且是断续切削,因此,会产生较大的冲击和振动;用两顶尖装夹车偏心工件,不需要用很多的时间去校正工件的偏心距e;用两顶尖装夹车偏心工件,关键是要保证基准圆柱中心孔和偏心圆柱中心孔的位置精度,否则偏心距精度将无法保证。
2.偏心中心孔加工
(1)单件、小批量。单件、小批量生产时,精度要求不高的偏心轴,其偏心中心孔可经划线后在钻床上钻出;偏心距精度较高时,其偏心中心孔可在坐标镗床上钻出。
(2)成批生产。成批生产时,偏心中心孔可在专门的中心孔钻床或偏心夹具上钻出,如图8-57所示。

图8-57 钻偏心中心孔
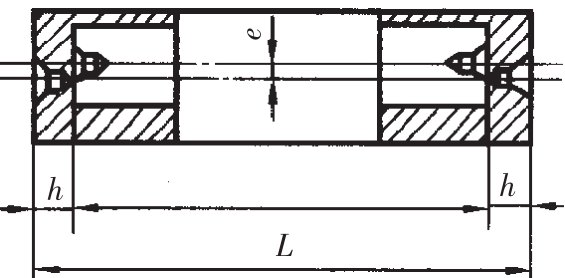
图8-58 示意图
(3)偏心距较小的偏心轴。偏心距较小的偏心轴,偏心中心孔与基准中心可能部分重叠,此时可按如图8-58所示方法,将工件长度加长两个中心孔深度,车削时先用两个基准中心孔装夹,车成光轴,然后切去基准中心孔至工件长度再划线,钻偏心中心孔,车削偏心圆柱。即:
L=l+2h
式中:L——偏心轴毛坯长度(mm);
l——偏心轴实际长度(mm);
h——中心孔深度(mm)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。









