



第三节 火焰加热矫正法
火焰加热矫正法是在焊件选定的位置处按一定方向进行火焰加热,使该部位的金属产生压缩塑性变形,并随之水冷冷却时产生收缩,进而调整焊件最终形状。火焰加热可用一般的气焊焊炬加热,不需要专门的设备,操作也比较简单,所以这种方法在生产中得到了广泛的应用。
图7-3 辗压矫形
一、火焰加热矫正的方式
火焰矫正的效果如何,关键在于加热位置、加热范围和加热形状的选择。例如,在矫正图7-4(a)所示的П形截面焊件的弯曲变形时,一般是在焊件的外弯侧(长边)加热,加热形状为三角形。在矫正图7-4(b)所示工形焊接的上挠度时,可在上盖板加热,加热形状为矩形。同时在腹板的上部加热,加热形状为三角形。矫正图7-4(c)所示结构的角变形时,可采取在翼板背面加热。
由此可见,为减小不同构件的残余变形,必须选用不同的加热形状才能得到明显的效果,通常有以下几种:
1.线状火焰加热
在线状火焰加热时,焊炬沿一条或一组平行线进行加热,如图7-5(a)所示。这种加热方式通常是用来矫正板与肋板焊后的角变形,为了使线状火焰加热能更有效地矫正焊接角变形,焊炬移动速度不应太快,尤其是板较厚时,焊炬移动速度更不应太快。
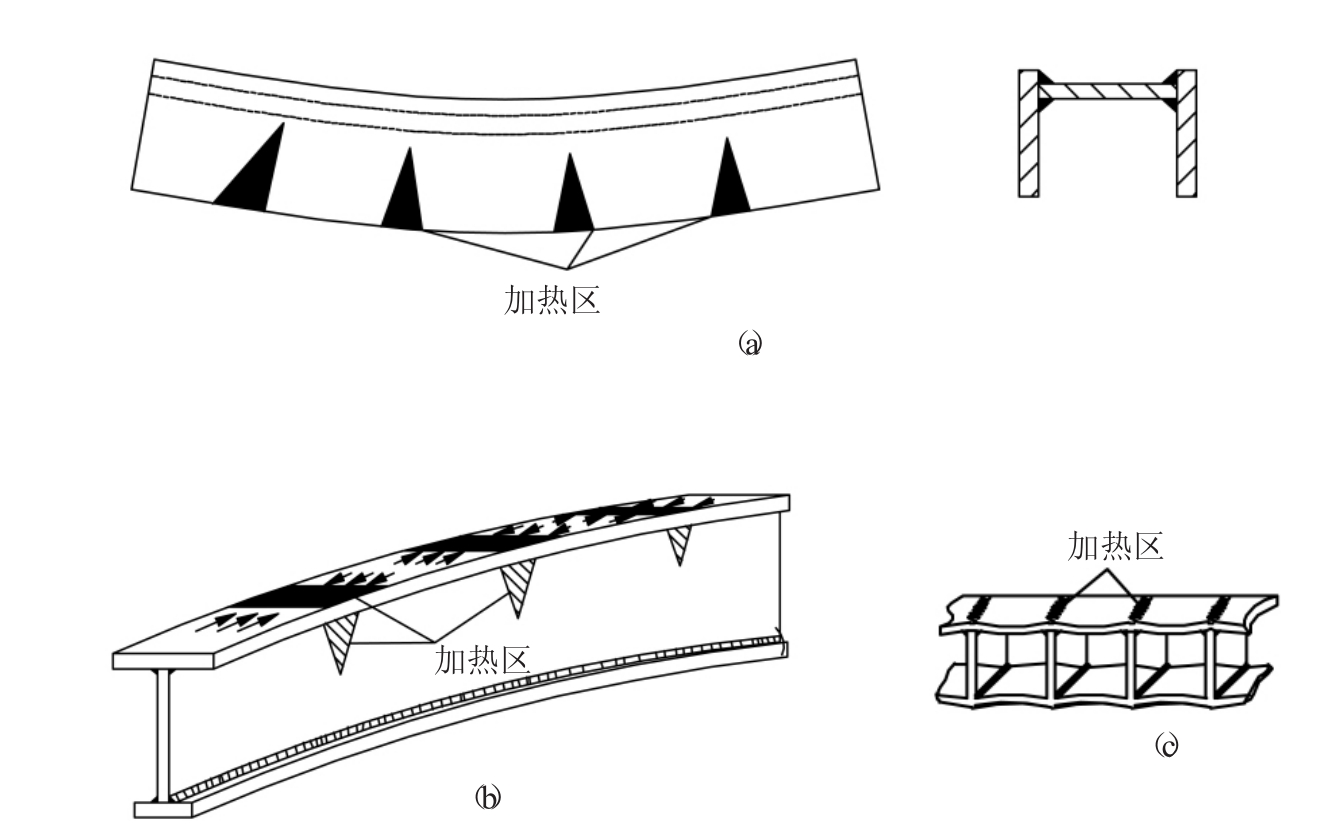
图7-4 气体火焰矫正
2.松叶状火焰加热
松叶状火焰加热是沿相互交叉的线段上进行火焰加热,如图7-5(b)所示。这种加热方法介于线状加热和点状加热之间。由于这种火焰加热可以产生两个方向的收缩和两个方向的角变形,所以矫正效果明显,矫正变形均匀。
3.十字状火焰加热
这种方法是沿相互交叉成方格网状的两条线上进行火焰加热,如图7-5(c)所示。这种方法常用来矫正较严重的残余变形。由于十字状加热对焊件的热输入较大,所以在使用时必须谨慎,以防金属过热,破坏结构的机械性能。
4.点状火焰加热
点状火焰加热如图7-5(d)所示,这种方法主要是在矫正薄板结构的平面外变形时采用。
5.三角形火焰加热
三角形火焰加热如图7-5(e)所示。这种火焰加热方法主要是在矫正焊接梁、柱及一些焊接框架的弯曲变形时采用。
6.局部剧烈火焰加热
局部剧烈火焰加热如图7-5
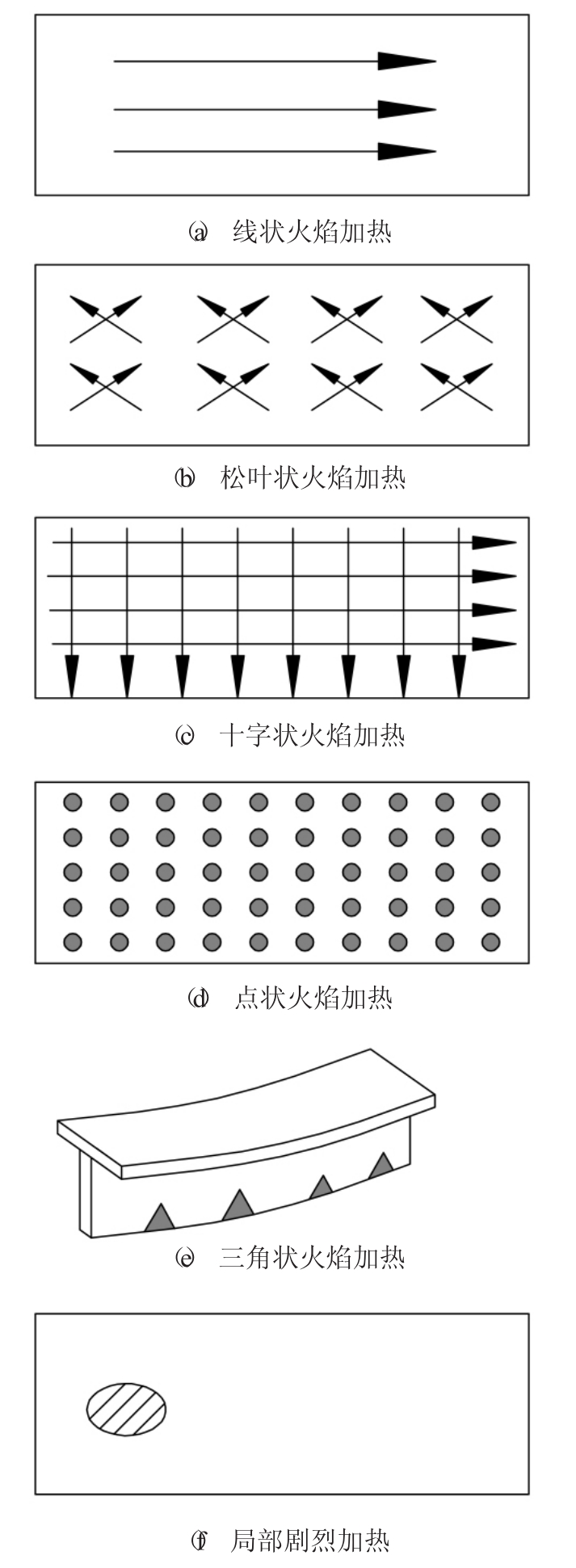
图7-5 火焰矫正的各种方式
(f)所示。当焊接构件局部区域内产生了严重残余变形时,一般需要将该变形区加热至较高的温度,用锤头进行敲击,使变形消除。但高温加热会破坏材质性能,甚至会使其产生脆化。
局部的火焰加热(可采用图7-5中的各种形式)不仅可以用来矫正各种焊接残余变形,而且还可以利用火焰局部加热将平板弯曲成各种需要的曲面,在船体生产中得到广泛应用。
二、火焰加热矫正的温度
乙炔与氧气混合燃烧形成的火焰称为氧-乙炔火焰。氧-乙炔火焰具有很高的温度(约3200℃),加热集中。
氧-乙炔火焰根据氧和乙炔混合比的不同,可分为中性焰、碳化焰和氧化焰三种类型,其构造及形状如图7-6所示。理论上当乙炔气和氧气的体积比为2∶5时,能形成充分燃烧的中性焰。但由于火焰外围空气中氧的存在,因此实际上当氧和乙炔在混合室内的混合比为1.1~1.2时即能形成中性焰。混合比小于1.1时为碳化焰,混合比大于1.2时为氧化焰。

图7-6 氧-乙炔火焰的构造和形状
1—焰心;2—内焰;3—外焰
1.中性焰
中性焰(图7-6(a))有三个明显的区域,即焰心、内焰和外焰。中性焰的温度分布见图7-7。焰心的温度约为900℃,在距离焰心末端2~4mm的内焰处温度最高,约3150℃。气焊时应用该处火焰加热焊件进行焊接。外焰温度为1200~2500℃。火焰在横向断面的温度也是不同的,断面中心的温度最高,越向边缘温度越低。
焰心由未经燃烧的氧气和乙炔组成,外表分布有一层碳素微粒层,炽热的碳粒发出明亮的白光形成尖锥状、亮而明显的轮廓。虽然焰心很亮,但温度较低,这是由于乙炔分解而吸收了部分热量的缘故。
内焰由乙炔的不完全燃烧产物(一氧化碳和氢气)组成,具有还原性,呈杏核形,蓝白色而有深蓝色线条。内焰处于焰心前2~4mm部位,燃烧最激烈,温度最高。外焰是一氧化碳和氢气与大气中的氧完全燃烧后产生的二氧化碳和水蒸气,具有氧化性,颜色由里向外逐渐由淡紫色变成橙黄色。
2.碳化焰
碳化焰是在氧-乙炔混合气体燃烧后尚有部分乙炔未燃烧,同样由焰心、内焰和外焰组成。如图7-6(b)所示,碳化焰的整个火焰比中性焰长而柔软,而且随着乙炔供给量的增多,碳化焰也变得越长、越柔软,其挺直度较差,焰心的轮廓不清,外焰特别长,当乙炔过剩量很大时会冒黑烟。碳化焰的温度为2700~3000℃。
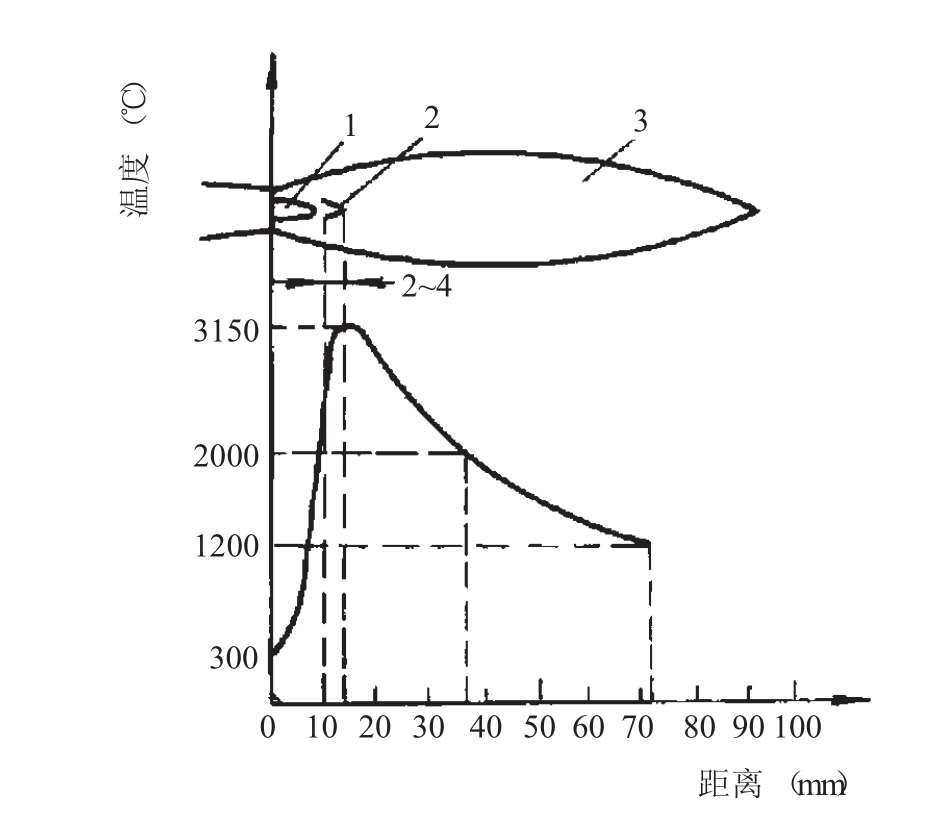
图7-7 中性焰的温度分布情况
1—焰心;2—内焰;3—外焰
3.氧化焰
氧化焰是在氧-乙炔混合气体燃烧后尚有部分过剩的氧气。焰心形状变尖,内焰很短,几乎看不到,外焰也缩短,如图7-6(c)所示。氧化焰焰心呈淡紫蓝色,轮廓不明显,外焰呈蓝色,火焰挺直,燃烧时发出急剧的“嘶嘶”声。氧化焰的长度取决于氧气的压力和火焰中氧气的比例,氧气的比例越大,则整个火焰就越短,急剧的“嘶嘶”声也就越大。氧化焰的温度可达3100~3400℃。
在火焰矫正前,首先要了解被矫正焊件的材质。一般情况下可焊性好的材料,经火焰矫正后材质性能变化不大。加热用的火焰一般采用中性火焰,如果要求加热深度小,可采用氧化焰。
火焰矫正时的加热温度(材质为低碳钢)可分为低温矫正、中温矫正和高温矫正。低温矫正温度为500~600℃,冷却方式采用水冷却;中温矫正温度为600~700℃,冷却方式可采用空气和水冷却;高温矫正温度为700~800℃,冷却方式采用空冷。特别需要注意的是,火焰矫正时,加热温度过高会引起金属变脆、影响冲击韧性,16Mn、厚度或淬硬倾向较大的钢材在高温矫正时切不可用水冷却。
现场火焰加热的温度通常采用热电偶测量。考虑到使用火焰加热,热电偶应用陶瓷或石英管套起来放到被测部位,裸露在外面的部分应包上一层较厚的隔热层,否则,火焰直接接触热电偶,测出的温度不能反映工件的真实温度。
通常,每种金属都有一定的所需加热温度,该温度一般与金属的熔点高低有关,钢的加热温度为450℃左右(铜的加热温度为300℃左右,铅和锡均低于室温)。火焰矫正时的加热温度最低可到300℃,最高温度要严格控制,碳素钢的加热温度不宜超过850℃(呈樱红色),而低合金钢的加热温度不宜超过Ac1(呈褐红色至暗樱红色)。
实践表明,优质碳素钢结构与低合金钢结构的变形,其最佳火焰矫正温度为450~550℃;1Cr18Ni9Ti不锈钢结构的变形,其最佳火焰矫正温度为400~420℃,二者在矫正过程中均不影响金属结构的组织性能。而且对1Cr18Ni9Ti不锈钢来说,该温度也避开了其产生晶间腐蚀的温度470℃。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










