



【摘要】:自动熔化极氩弧焊如图3-18所示。与半自动熔化极氩弧焊相同,主要有主电路系统、供气系统、水路系统、控制系统和焊枪等部分组成,另外还包括行走小车。1—填充细棒;2—喷嘴;3—导电嘴;4—焊枪;5—钨极;6—焊枪手柄;7—氩气流;8—焊接电弧;9—金属熔池自动熔化极氩弧焊时,所用的焊丝直径一般大于3mm,电弧静特性曲线呈水平形,此时可选用具有下降特性的电源,并配以均匀调节式送丝系统。
二、自动熔化极氩弧焊
自动熔化极氩弧焊如图3-18所示。与半自动熔化极氩弧焊相同,主要有主电路系统、供气系统、水路系统、控制系统和焊枪等部分组成,另外还包括行走小车。其送丝机构、供气系统、焊枪均与半自动熔化极氩弧焊相同。
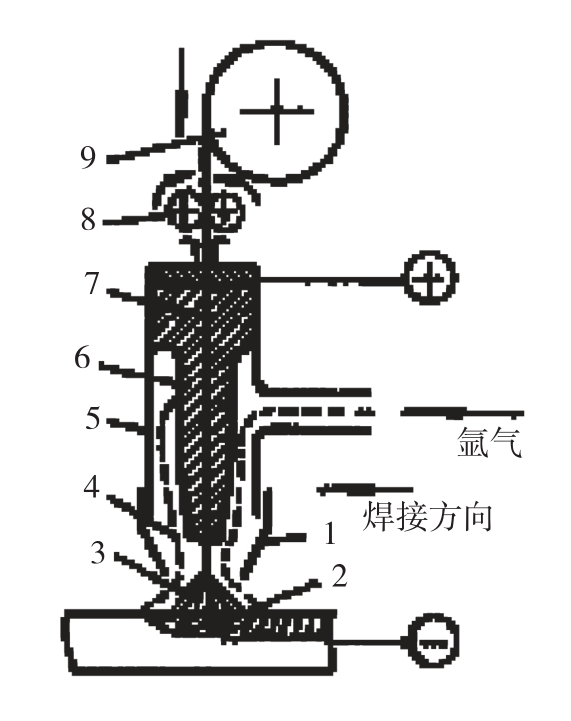
图3-18 自动熔化极氩弧焊示意图
1—填充细棒;2—喷嘴;3—导电嘴;4—焊枪;5—钨极;6—焊枪手柄;7—氩气流;8—焊接电弧;9—金属熔池
自动熔化极氩弧焊时,所用的焊丝直径一般大于3mm,电弧静特性曲线呈水平形,此时可选用具有下降特性的电源,并配以均匀调节式送丝系统。自动熔化极氩弧焊的焊接控制程序如图3-19所示。
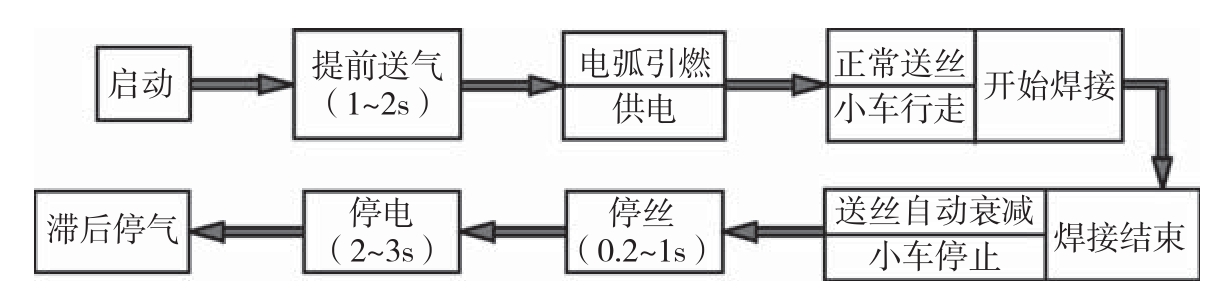
图3-19 自动熔化极氩弧焊焊接程序控制框图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










