



【摘要】:在斜度切削时刀具偏置会产生过切或欠切现象,因此,应使用刀具半径补偿。圆弧插补中使用刀具偏置,只能用在90°或270°的圆弧上。因为加工圆弧时,可以把编程原点定在圆心,当使用刀具偏置时,I、J、K中的一个伸长或缩短一定的长度,而圆弧终点的两坐标(X,Y)也相应地同时伸长或缩短同样的长度,因此,只有在90°或270°的圆弧上,终点才与起点在同一个圆上。
二、刀具偏置注意事项
(1)当G45~G48在一个移动程序段同时指定n(n=1~6)个轴,偏置适用于所有n个轴。
G45指定两轴时如图3-69所示。
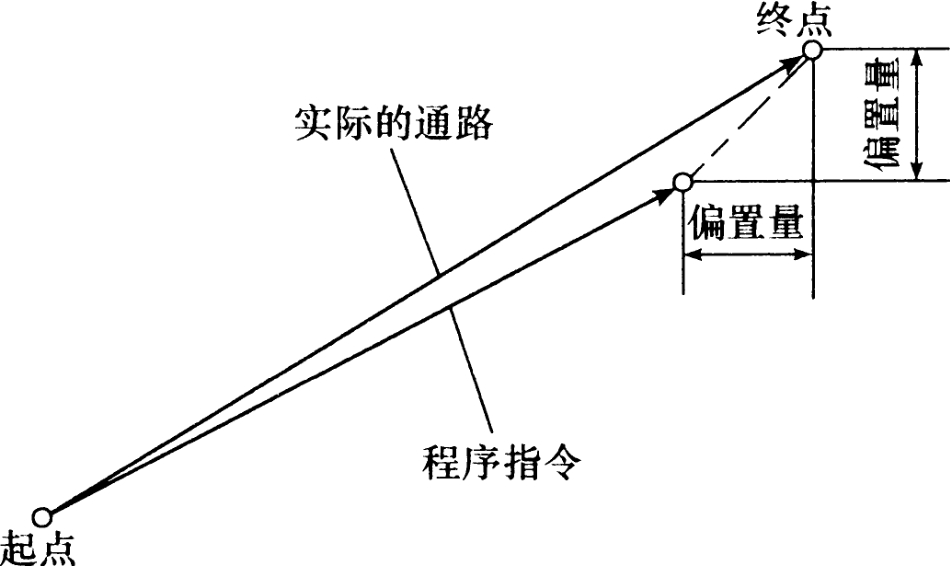
图3-69 同时指定两轴
坐标转移动量:X1000.0、Y500.0
偏置量:+200.0,偏置号码02
程序指令:G45 G01 X1000.0 Y500.0 D02;
(2)若刀具半径值设定在偏置存储器中,工件形状可采用零件轮廓编写程序来确定,如图3-70所示。
(3)在斜度切削时刀具偏置会产生过切或欠切现象(如图3-71、图3-72所示),因此,应使用刀具半径补偿。
如图3-71所示的情况是由于编程中使用了刀具偏置指令而造成过切现象,其程序如下:
N01 G01 X_ F_;
N02 G45 X_ Y_ D_;
N03 Y_;

图3-70 偏置量是刀具半径

图3-71 斜面加工过切现象
如图3-72所示为欠切情况,其程序如下:
N01 G01 X_ F_ D_;
N02 X_ Y_;
N03 Y_;
(4)偏置量小于移动量时,刀具向负方向移动,如图3-73所示。
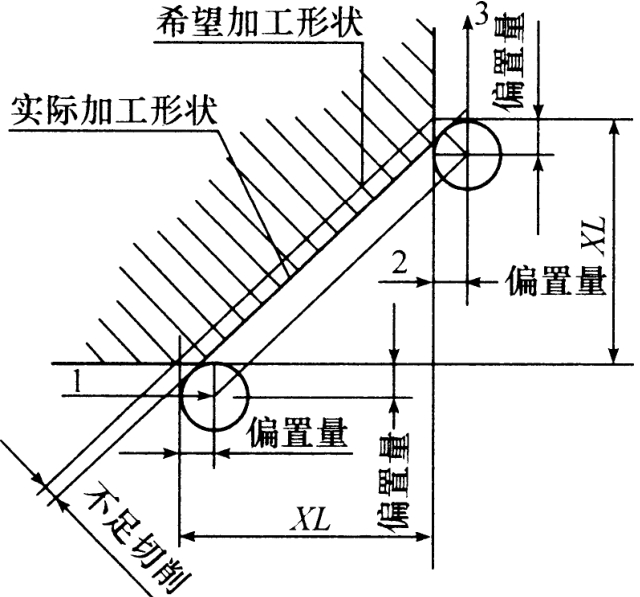
图3-72 斜面加工欠切现象
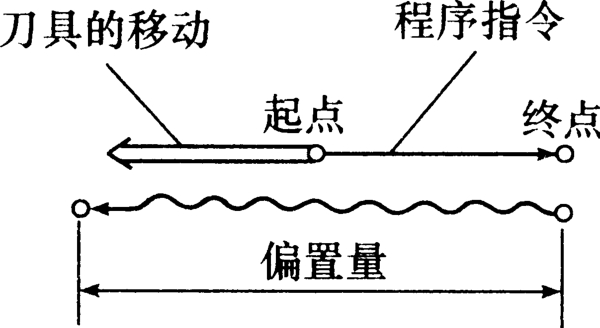
图3-73 刀具向负方向移动
例:G46 G01 X2.5;
刀具偏置设定+3.7;
相当于:G01 X-1.2;
(5)圆弧插补(G02/G03)中使用刀具偏置,只能用在90°或270°的圆弧上。因为加工圆弧时,可以把编程原点定在圆心,当使用刀具偏置时,I、J、K中的一个伸长或缩短一定的长度,而圆弧终点的两坐标(X,Y)也相应地同时伸长或缩短同样的长度,因此,只有在90°或270°的圆弧上,终点才与起点在同一个圆上。如图3-74所示。

图3-74 圆弧插补中的刀具偏置
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










