



2.2.4 车槽和切断
一、实习教学目标
了解沟槽的种类和作用。
掌握矩形槽的车削方法和测量方法。
了解车削沟槽时可能产生的问题和防止方法。
掌握直进法和左右借刀法切断工件。
二、车槽和切断刀及其安装
1.沟槽切断刀的种类
(1)高速钢切刀
刀头与刀杆是同一材料,每当切断刀头损坏后,可以经过砂轮磨制后继续使用,如图2-33(a)所示。
(2)硬质合金切刀
刀头用硬质合金焊接而成,它适宜于高速切削,如图2-33(b)所示。
(3)弹性切刀
它为了节省高速钢,将切断刀做成片状,再装夹在弹簧刀夹内。这种切断刀,既节省材料,又富有弹性。当进刀过多时,刀头在弹性刀杆的作用下会自动产生让刀,这样就不容易产生扎刀而折断刀头,如图2-33(c)所示。

图2-33 切断刀的种类
2.切刀的装夹
普通车槽刀和切断刀装夹是否正确,对槽的质量或切断的效果有直接影响。如矩形车槽刀的装夹,要求垂直于工件轴心线,否则车出的槽壁不会平直。
(1)切断实心工件时,切刀的主刀刃必须严格对准工件旋转中心,刀头中心线与轴心线垂直。
(2)为了增强切刀的刚性,刀杆不宜伸出过长,以防振动。
三、外沟槽的切削
在工件上车各种形状的槽子叫做车沟槽。外圆的沟槽叫做外沟槽,内孔的沟槽叫做内沟槽,在工件端面的叫做端面沟槽。在这里,我们主要介绍外沟槽的切削。
1.沟槽的种类和作用
沟槽的形状和种类较多,常见的外沟槽有矩形沟槽、圆弧形沟槽、梯形沟槽等。矩形沟槽的作用通常是使所装配的零件有正确的轴向位置,在磨削、车螺纹、插齿等加工过程中便于退刀。
2.车槽方法
(1)车削精度不高的和宽度较窄的矩形沟槽,可以用刀宽等于槽宽的车槽刀,采用直进法一次进给车出。精度要求较高的沟槽,一般采用二次进给车成。即第一次进给车沟槽时,槽壁两侧留精车余量,第二次进给时用等宽刀修整。
(2)车削较宽的沟槽,可以采用多次直进法切削,并在槽壁两侧留一定的精车余量,然后根据槽深、槽宽精车至所要求的尺寸,如图2-34所示。
3.沟槽的检查和测量
精度要求低的沟槽,一般采用钢直尺和卡钳测量。精度要求较高的沟槽,可用外径千分尺、样板、游标卡尺等检查测量。

图2-34 外沟槽的加工
四、外沟槽切削时容易产生的问题和注意事项
(1)车槽刀主刀刃和轴心线不平行,车成的沟槽槽底一侧直径大,另一侧直径小成竹节形。
(2)要防止槽底与槽壁相交处出现圆角和槽底中间尺寸小、靠近槽壁两侧直径大的现象。
(3)槽壁与轴心线不垂直,出现内槽狭窄外口大的喇叭形。造成这种情况的主要原因是:刀刃钝化让刀;车刀刃磨角度不正确;车刀装夹不对。
(4)槽壁与槽底产生小台阶,主要原因是接刀不当所造成。
(5)用借刀法车沟槽时,注意各条槽距。
(6)要正确使用游标卡尺、样板、塞规测量沟槽。
(7)合理选择转速和进给量。
(8)正确使用冷却液。
五、切断的方法
1.用直进法切断工件
所谓直进法,是指垂直于工件轴线方向进给切断,如图2-35(a)所示。这种方法切断效率高,但对车床、切断刀的刃磨、装夹都有较高的要求。否则,容易造成刀头折断。
2.左右借刀法切断工件
在切削系统(刀具、工件、车床)刚性等不足的情况下,可采用左右借刀法切断工件,如图2-35(b)所示。这种方法是指切断刀在轴线方向反复地往返移动,随之两侧径向进给,直至工件切断。
3.反切法切断工件
反切法是指工件反转,车刀反向装夹,如图2-35(c)所示。这种切断方法适用于较大直径的工件。其优点包括:
(1)反转切削时,作用在工件上的切削力与主轴重力方向一致(向下),因此主轴不容易产生上下跳动,所以切断工件比较平稳。
(2)切屑从下面流出,不会堵塞在切削槽中,因而能比较顺利地切削。
必须指出,在采用反切法时,卡盘与主轴的连接部分必须有保险装置,否则卡盘会因倒车而脱离主轴,从而产生事故。
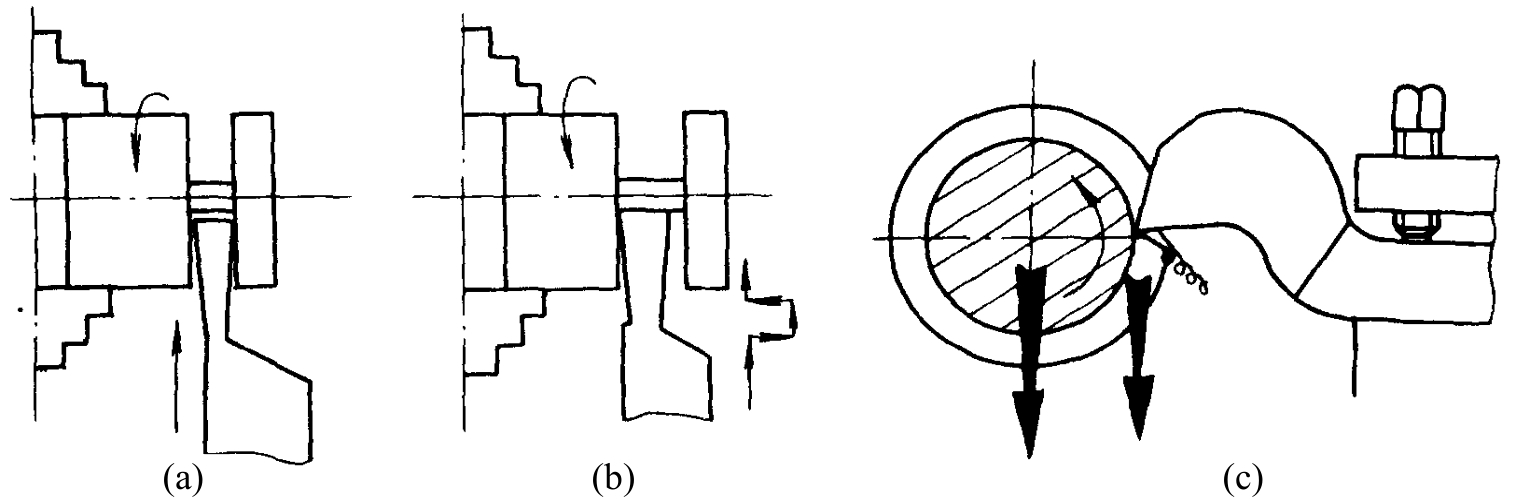
图2-35 切断的几种方法
六、切断时容易产生的问题和注意事项
1.被切断工件的平面产生凹凸的原因
(1)切断刀两侧的刀尖刃磨或磨损不一致,造成让刀,因而使工件平面产生凹凸。
(2)主轴轴向窜动。
(3)窄切断刀的主刀刃与轴心线有较大的夹角,左侧刀尖并有磨损现象,进给时在侧向切削力的作用下,刀头易产生偏斜,势必造成工件平面内凹。
(4)车刀安装歪斜或副刀刃没有磨直等。
2.切断时产生振动的原因
(1)主轴和轴承之间间隙太大。
(2)切断的棒料太长,在离心力的作用下产生振动。
(3)切断刀远离工件支承点。
(4)工件细长,切断刀刃口太宽。
(5)切断时转速过高,进给量过小。
(6)切断刀伸出过长。
3.切断刀折断的主要原因
(1)工件装夹不牢靠,切削点远离卡盘,在切削力的作用下,工件抬起,造成刀头折断。
(2)切断时排屑不良,铁屑堵塞,造成刀头载荷增大,使刀头折断。
(3)切断刀的副偏角,副后角磨得太大,削弱了刀头强度,使刀头折断。
(4)切断刀装夹跟工件轴心线不垂直,主刀刃与轴心不等高。
(5)进给量过大、切断刀前角过大。
(6)床鞍、中拖板、小拖板松动,切削时产生“扎刀”,致使切断刀折断。
4.切削前应调整中拖板、小拖板的松紧,一般以较紧为宜。
5.用高速钢刀切断工件时,应浇注冷却润滑液,这样可延长切断刀的使用寿命;用硬质合金刀切断工件时,中速不准停车,否则刀刃容易碎裂。
6.一夹一顶或两顶尖安装工件时,不能直接把工件切断,以防切断时工件飞出伤人。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










