



4.1.1 基础知识与安全文明
一、磨削概述
磨削加工是用磨具(常见的是砂轮)作为切削工具以较高的线速度对工件进行加工,其显著特点是加工精度高。普通磨削一般能达到的表面粗糙度为Ra0.8~0.4μm、尺寸精度为IT5~IT6级。如图4-1所示,磨削加工的范围很广,有外圆磨削、内圆磨削、平面磨削、螺纹磨削、花键磨削、齿轮磨削、曲轴磨削、成形磨削、无心外圆磨削和刀具刃磨。其中外圆磨削和平面磨削是最基本的磨削方式。本书以M1432B万能外圆磨床和M7120D型卧轴矩台磨床为例加以说明。
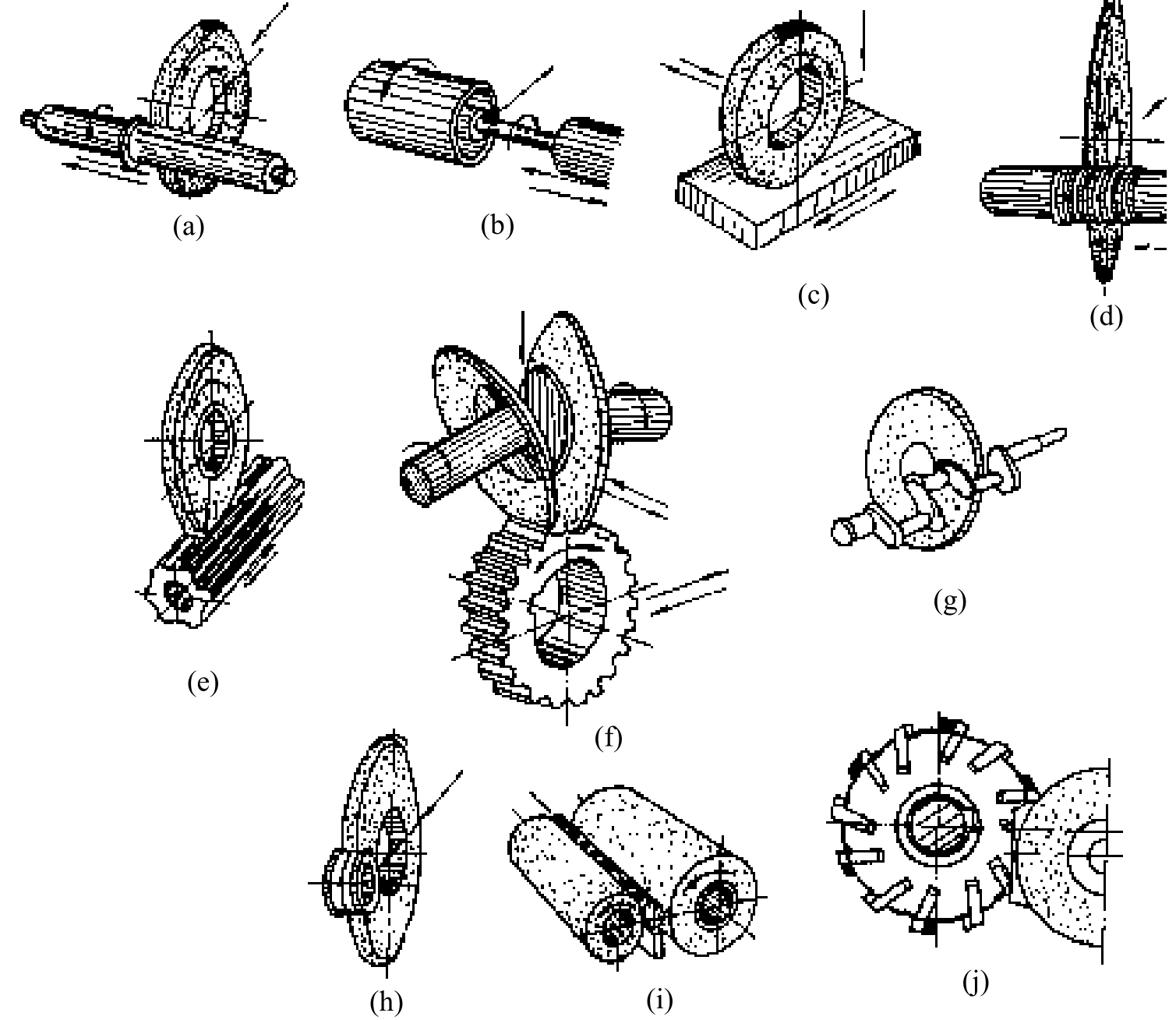
图4-1 磨削加工的范围
二、安全文明
1.安全生产
为了确保有效地进行生产,磨床操作者应认真对待生产中的安全问题。除了必须严格遵守工厂和车间的各项安全条例外,结合磨工工作的特点,还必须做到以下几点:
(1)工作时要穿工作服或紧身衣服,女同志要戴工作帽。
(2)必须正确安装和紧固砂轮,并要装好砂轮防护罩,砂轮圆周速度不应超过规定的安全圆周速度。
(3)磨削前,砂轮应经过2min空转试验,才能开始磨削。初开车时不可站在砂轮的正面,以防砂轮飞出伤人。
(4)开车前必须调整好换向撞块的位置并将其紧固,以免由于松动撞块而使工作台行程过头,使架头、卡盘或尾座碰撞砂轮。
(5)磨削前,必须细心检查工件的装夹是否正确,紧固是否牢靠,磁性工作台是否失灵。
(6)磨削时必须在砂轮和工件转动后再进给,在砂轮退刀后再停车,否则容易挤碎砂轮和损坏机床,而且容易使工件报废。
(7)测量工件或调整机床都应在磨床头架停车以后再进行,机床运转时,严禁用手接触工件或砂轮,不能在旋转的工件或砂轮附近做清洁工作。
(8)一个工件加工结束后,必须将砂轮架横向进给手轮(外圆磨床)或垂直进给手轮(平面磨床)退出一些,以免装好下一个工件再开车时,砂轮碰撞工件。
(9)工作结束后完成一个段落时,应将磨床有关操作手柄放在“空挡”位置上,以免再开车时部件突然运动而发生事故。
(10)磨床上所有的传动部分,如皮带轮等,应该用罩壳或其他的防护设备加以保护。
(11)严禁两人同时操作一台机床,以免由于动作不协调而产生意外事故。
(12)注意用电安全,不要随便打开电器箱和乱动电器设备。工作中如果发现机床电器接地位置有问题,电线绝缘损坏,电器设备发生故障时应立即请电工进行检查维修。
(13)注意防火,容易引起燃烧的油棉纱、油布、油纸等应集中放置在铁桶中,或其他安全地方,以免引起火灾。
2.文明生产
在磨削加工中,操作者要养成文明生产的良好习惯,这既可以让操作者感到精神愉快,更能有条不紊地进行工作,避免产生忙乱和出现差错,还有助于提高生产效率。
搞好文明生产应做到以下几点:
(1)在工作位置内只应放置为完成本工序所需要的物件,如工件毛坯、制成品、量具、技术文件等。与本工序无关的物件应放置在离机床较远的固定地方,不要杂乱地堆积在工件位置内,以免妨碍工作,甚至造成事故。
(2)合理安放工具、量具及工件的位置,以便缩短工作时走动的距离和减少不必要的动作。例如,用右手拿的物件放在右面,常用的物件放得近些等。
(3)工具箱要保持整齐清洁。各种工具应按照他们的大小和用途,有秩序地放在规定的位置上。轻而常用的工具放在工具箱部,重而不常用的工具放在下部。量具与工具要分开放置,使用后要放回原处,以便再使用时拿取方便。
(4)爱护图样、量具和工具。图样最好挂在工具箱的图夹上,使用时不要用脏手拿取。弄脏的图样使图形和尺寸模糊不清,既不便使用,又容易产生差错。使用量具时不能使它受撞击,使用以后要擦干并上油放妥。
(5)成批生产的零件,在精磨好第一个工件以后,送交检验员检验,合格后再继续加工。
(6)堆放精加工后的工件时应注意不要碰伤光整的表面。工件不要堆得太高,以免翻倒碰伤。精度与表面粗糙度要求很高的重要零件(如机床主轴等),应放在特制的木箱中,放置时应避免要求高的表面相互接触。完工后零件要擦干并涂上防锈油或机油,以防生锈。
(7)做好交接工作,方便接班的同志及时了解机床运转及工件加工情况。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










