



实训课题二 加工中心的对刀与换刀操作
一、实验目的:
1.通过换刀操作,进一步认识换刀程序。
2.通过演示,掌握对刀操作的方法。
二、实验设备:
XH754卧式加工中心。
三、实验内容与步骤:
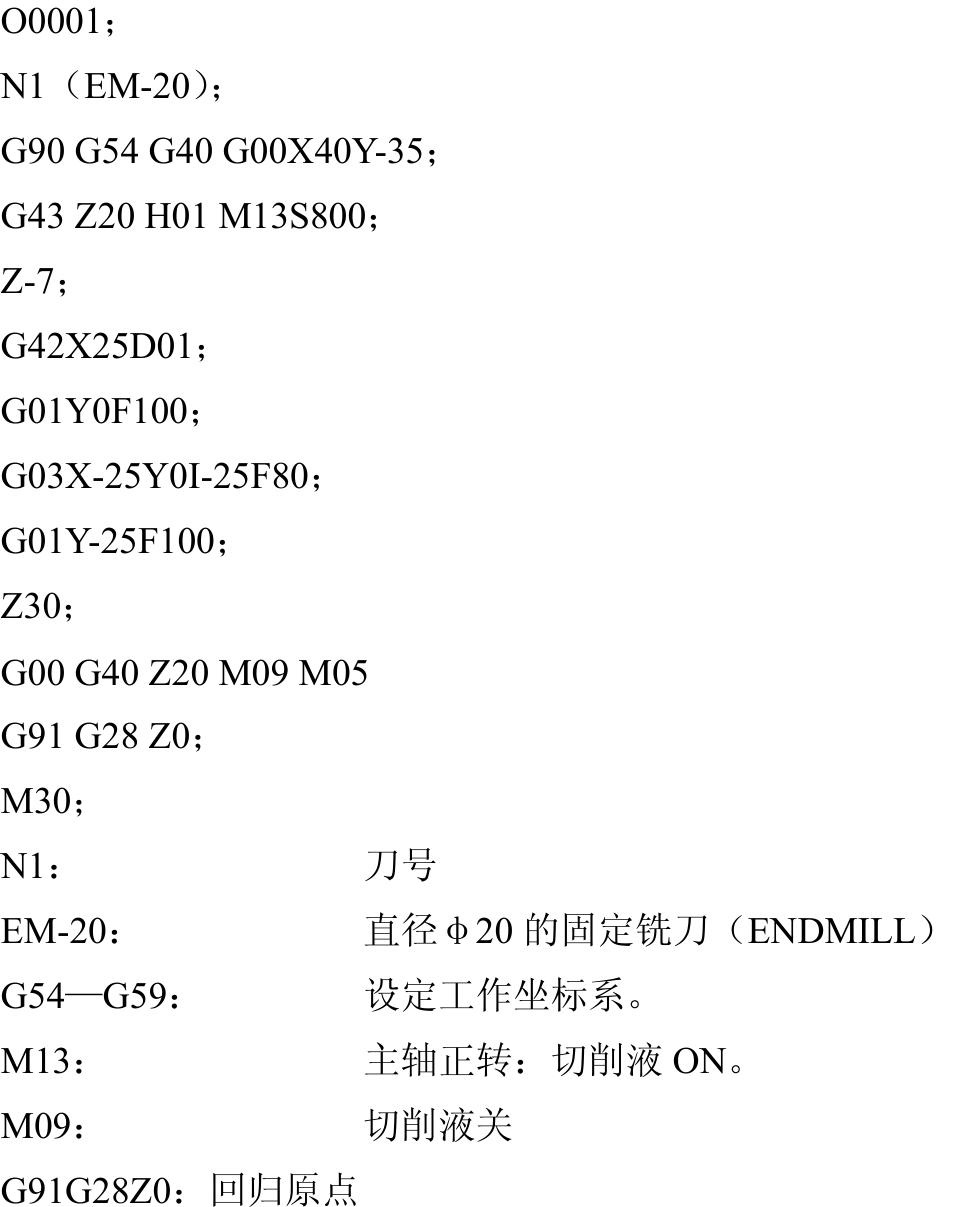
零件如图6-26所示。
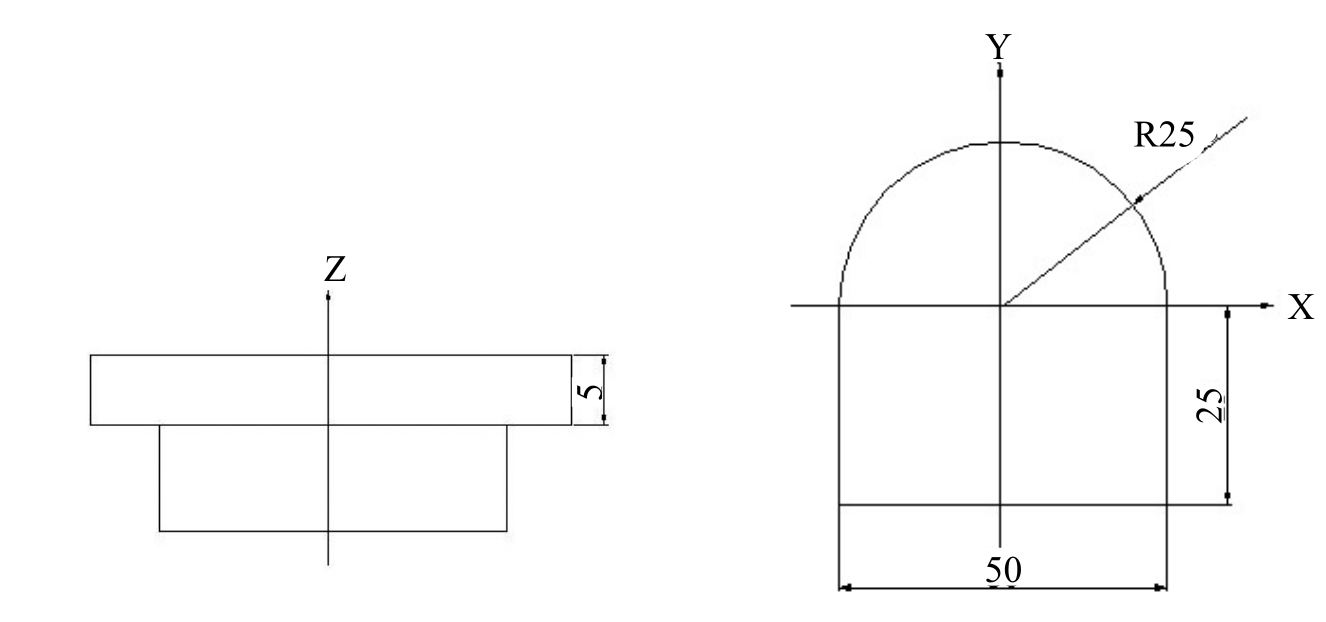
图6-26 对刀操作零件
1.实验前预习加工零件与程序
2.手动原点复归:(1)模式转至原点复归;(2)按下“+”“−”进给按钮。
3.把工作夹持在工作台上,并测量工件的长、宽尺寸。
4.手动操作把φ20立铣刀夹持在主轴上。
5.用手动模式换刀,把主轴上的φ20立铣刀换到储刀仓刀套内。
(1)主轴在拉刀状态。
(2)Z轴在第二原点位置,手动输入(MDI)G91G30Z0移动。
(3)ATC手臂在复归位置,刀具定位(ATC HP)灯亮。
(4)模式转至手动,按刀具交换按钮,执行换刀动作。
6.设定刀长补正值。
(1)模式选择按钮至“微调操作”。
(2)主轴正转启动。
(3)慢慢多动Z轴,使刀具轻轻接触工件顶面。
(4)按POS坐标键。
(5)按银幕下方的功能键[总合]。
(6)用笔将机械坐标中Z轴的值抄下来。
(7)按OFSET补正设定键。
(8)按银幕下方的[补正],出现工具补正画面。
(9)按CURSOR↑ ↓游标键,使游标停在要补正的号码上。
(10)将抄下来的机械坐标Z值键入,操作方法:数值INPUT。
【注】:若键入负值则在写程式时补正用G43。
若键入正值则在写程式时补正用G44。
7.设定刀径补正值。
(1)按OFSET补正键。
(2)按银幕下方的[补正]。
(3)按CURSOR↑ ↓游标键,使游标停在要补正的号码上。
(4)将刀具半径值键入,操作方法:半径值INPUT。
8.工作坐标系设定
(1)模式转至“手动”,按下主轴正转按钮。
(2)模式转至“快速进给”再转至“微调操作”,使刀具轻轻接触到工件的右侧面(前侧面、顶面)。
(3)按POS座标键。
(4)按[总合]。
(5)将银幕上的机械坐标的X值(Y值、Z值)用笔记下来。
(6)计算:X—工件长度尺寸/2-刀具半径=X输入值,
Y+工件宽度尺寸/2+刀具半径=Y输入值。
(7)按OFSET补正键。
(8)按银幕下面的[座标系],出现工作坐标系设定画面。
(9)按CURSOR↑ ↓游标键,使游标停“01”的位置上。
(10)将X输入值、Y输入值、Z值键入坐标系内:X输入值INPUT、Y输入值INPUT、Z值INPUT
9.加工:
(1)按程序号调出加工程序。
(2)模式转至自动操作。
(3)按下“启动按钮”。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











