



7.3.3 计数器指令
计数器主要功能是进行计数,可以是加计数,也可以是减计数。计数器的预置值形式是BCD代码,还是二进制代码,由PMC的参数设定(一般为二进制代码)。
图7-19为计数器的指令格式和应用举例。
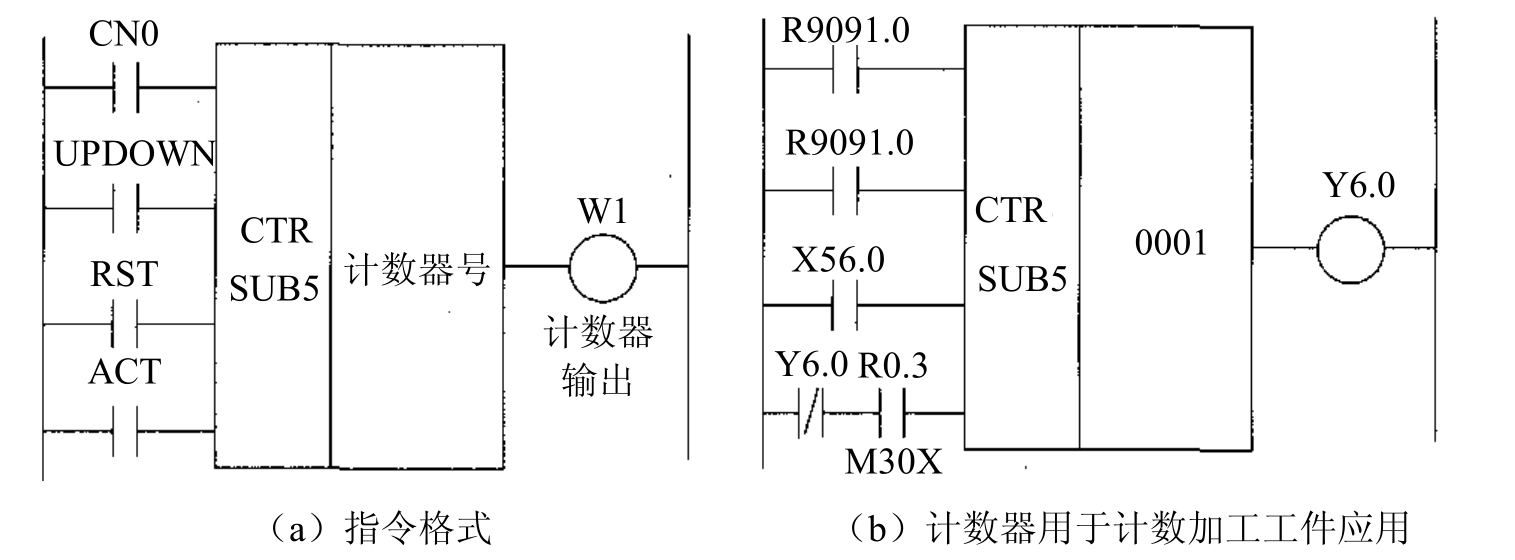
图7-19 计数器的指令格式和应用
1.计数器的指令格式
计数器的指令格式如图7-19a所示,包括如下各项:
指定初始值(CN0):CN0=0,计数器的计数从0开始;CN0=1,计数器的计数从1开始。
指定加或减计数当(UPDOWN):当UPDOWN=0时,指定为加1计数器;当UPDOWN =1时,指定为减1计数器。
复位(RST):RST=0,计数器解除复位;RST=1,计数器复位到初始值。
控制条件(ACT):ACT=0,计数器不执行;ACT=1,从0到1的上升沿计数。
计数器号:FANUC系统PMC-SA3的计数器有20个(00~19),PMC-SB7的计数器有100个(000~099)。每个计数器占用系统内部断电保持寄存器4个字节(计数器的预置值占两个字节,当前计数值占两个字节)。
计数器输出(W1):当计数器为加计数器时,计数器计数到预置值,输出W1=1;当计数器为减计数器时,计数器计数到初始值,输出W1=1。计数器的输出地址由厂家来设定。
2.计数器在数控机床PMC控制上的应用
计数器可以实现自动计数加工工件的件数,作为分度工作台的自动分度控制及加工中心自动换刀装置中的换刀位置自动检测控制等。
图7-19b为自动计数加工工件件数的PMC控制。其中R9091.0为逻辑0,X56.0为机床面板加工工件数的复位开关,Y6.0为机床加工结束灯,R0.3为加工程序结束信号(M30)。计数器的初始值CN0为0(逻辑0指定)时,加工工件件数从0开始计数,加减计数形式UPDOWN为0(逻辑0指定),即指定计数器为加计数。通过PMC参数画面设定计数器1的预置值为100(假设加工100件),每加工一个工件,通过加工程序结束指令M30(R0.3)进行计数器加1累计,当加工到100件时,计数器的计数值累计到100,计数器输出Y6.0值为1,就可通知操作者加工结束,并通过Y6.0的常闭点切断计数器的计数控制。如果重新进行计数,可通过机床面板的复位。开关X56.0进行复位。当X56.0为1时,计数器输出Y6.0变成0,计数器重新计数。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。













