



第四节 钻床夹具与组合夹具
一、钻床夹具
在钻床等设备上进行钻、扩、铰孔时所用的夹具,统称为钻床夹具。因工件上被加工的孔分布情况不同,钻床夹具的类型也不同。常用的钻床夹具有固定式、回转式、移动式、翻转式和盖板式等类型。
(1)固定式钻床夹具 此类夹具在使用过程中,夹具和工件在机床上的位置固定不变。如图10-34所示为一种钻削斜孔用的固定式钻床夹具。夹具上支承板2.圆柱定位销4和削边定位销3为定位元件。为使工件快速装卸,采用快速夹紧螺母5,并采用特殊快换钻套6,能保证钻头良好的起钻和正确的引导。
(2)回转式钻床夹具 此类夹具用于加工同一圆周上的平行孔系,或分布在圆周上的径向孔。如图10-35所示为一套专用回转式钻床夹具,用于加工工件上均匀的径向孔。工件以圆柱销7和端面定位,用快换垫圈9和螺母8夹紧。钻完一孔,通过手柄3和把手5转动位置再钻下一个孔。
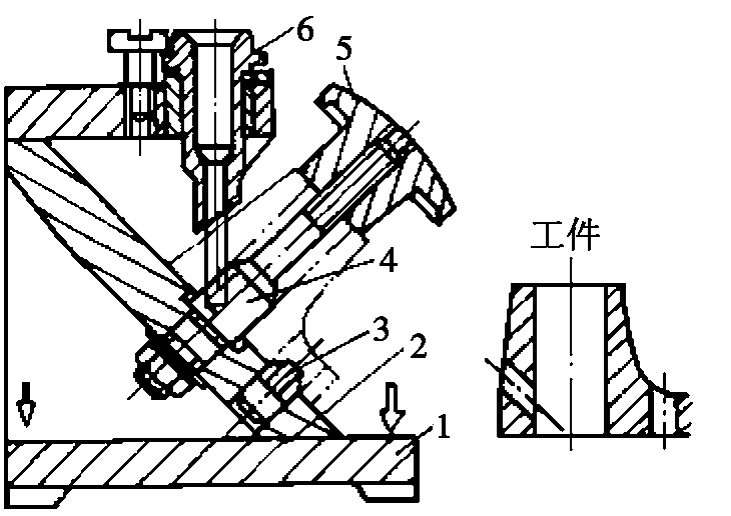
1—夹具体 2—支承板 3—削边定位销
4—圆柱定位销 5—快速夹紧螺母
6—特殊快换钻套
图10-34 固定式钻床夹具

1—钻模板 2—夹具体 3—手柄 4、8—螺母
5—把手 6—对定销 7—圆柱销 9—快换垫圈
10—衬套 11—钻套 12—螺钉
图10-35 专用回转式钻床夹具
(3)移动式钻床夹具 此类夹具用于钻削中、小型工件同一表面上的多个孔。如图10-36所示为移动式钻床夹具,用于加工连杆大、小头上的孔。工件以端面及大、小圆弧面为定位基面,在定位套12和13,固定V形架2及活动V形架7上定位,先通过手轮8推动活动V形架7压紧工件,然后转动手轮8带动螺钉11转动,压迫钢球10,使两片半月键9向外胀开而锁紧。V形架带有斜面,使工件在夹紧分力作用下与定位套贴紧。通过移动钻模,使钻头分别在两个钻套4、5中导入,从而加工工件上的两个孔。

1—夹具体 2—固定V形架 3钻模板 4、5—钻套 6—支座 7—活动V形架
8—手轮 9—半月键 10—钢球 11—螺钉 12、13—定位套
图10-36 移动式钻床夹具
(4)翻转式钻床夹具 此类夹具用于加工中、小型工件分布在不同表面上的孔。如图10-37所示为加工套筒上四个径向孔的翻转式钻床夹具。工件以内孔及端面在台肩销1上定位,用快换垫圈2和螺母3夹紧。钻完一组孔后,翻转60°。钻另一组孔。

1—台肩销 2—快换垫圈 3—螺母
图10-37 60°翻转式钻床夹具
(5)盖板式钻床夹具 此类夹具没有夹具体,钻模板上除钻套外,一般还装有定位元件和夹紧装置,只要将它覆盖在工件上即可进行加工,多用于加工大型工件上的小孔。如图10-38所示为加工车床溜板箱上多个小孔的盖板式钻床夹具。在钻模盖板l上不仅装钻套,还装有定位用的圆柱销2,削边销3和支承钉4。因钻小孔,钻削力矩小,故未设置夹紧装置。

1—钻模盖板 2—圆柱销 3—削边销 4—支承钉
图10-38 盖板式钻床夹具
二、组合夹具
组合夹具是一种标准化、系列化程度很高的柔性化夹具。它是由一套预先制定好的有各种不同形状、不同尺寸的高精度标准元件和组合件组成,使用时按照工件的加工要求,采用组合的方式组装成所需的夹具。使用完毕后,可将夹具拆开、擦洗并归档保存,以便于再组装时使用。组合夹具主要用于新产品试制或单件小批量生产及临时突击性生产。
1.组合夹具元件
组合夹具元件按用途不同可分为基础件、支承件、定位件、导向件、夹紧件、紧固件、其他件、合件等。如图10-39所示。

1—支承件 2—导向件 3—夹紧件 4—定位件 5—紧固件 6—基础件
图10-39 钻孔用的组合夹具
(1)基础件 基础件主要用作夹具体使用,也是各类元件组装的基础。常用的有各种形状的基础板和基础角铁等。
(2)支承件 支承件主要用作不同高度的支承或角度关系的支承,包括各种方形支承、长方形支承、伸长板、角铁、角铁支承和角度垫板等、
(3)定位件 定位件主要用于工件的定位和确定元件与元件之间的相对位置,如各种定位销、定位盘、定位支承、V形支承、定位键等。
(4)导向件 导向件是用来确定刀具与工件之间相对位置的元件,包括各种尺寸规格的钻套、钻模板、导向支承等。
(5)夹紧件 夹紧件指各种形式的压板,用于夹紧工件。
(6)紧固件 紧固件用来连接组合夹具元件和紧固工件,包括各种螺钉、螺母、垫圈等。
(7)其他件 如连接板、摇板、弹簧、平衡块等。
(8)合件 是一种由多元件组成的独立的且结构较复杂的标准部件。
2.组合夹具的特点
(1)能保证加工精度,提高生产效率。
(2)通用性好,适用范围广。
(3)可重复使用,降低产品的制造成本。
(4)缩短生产周期,减少夹具的库存面积,易于管理。
(5)组合夹具的外形尺寸较大,结构较笨重、刚度差。
复习思考题
1.什么是机床夹具?试述机床夹具通常由哪些部分组成?
2.机床夹具在机械加工中有何作用?
3.机床夹具按夹具的通用特性可分为哪五大类?各有何特点?
4.什么叫六点定位规则?
5.什么叫完全定位、不完全定位?
6.什么叫欠定位?欠定位对加工有何影响?
7.什么叫过定位?过定位对加工有何影响?如何正确处理过定位?
8.什么叫定位误差?产生定位误差的原因主要有哪两点?
9.工件以平面为定位基准时,若不考虑平面不平度误差,工件的定位误差可由什么误差表示?
10.计算基准不重合误差的关键是什么?写出基准不重合误差的计算式。
11.工件以两孔一面定位属于哪种定位,短圆柱销、削边销各限制几个自由度,采用削边销的作用是什么?
12.对机床夹具中的夹紧装置有哪些要求?
13.选择夹紧力的作用点应注意哪些原则?
14.常用夹紧装置有哪几种?
15.钻床夹具有哪几种类型?各应用于什么场合?
16.组合夹具主要由哪些元件组成?其用途各是什么?
17.组合夹具有哪些特点?
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










