



3.2.1 铣削方式及其选择
1. 端铣与周铣铣削方式是指铣削时铣刀相对于工件的运动关系。常用铣削方式有两种:端铣与周铣。用铣刀的圆周刀齿进行切削的为周铣;用铣刀端面齿加工垂直于铣刀轴线的表面的切削为端铣,如图3-11所示。

图3-11 周铣与端铣
2. 对称与不对称铣削
(1)对称铣削 对称铣削是指铣削时铣刀中心位于工件铣削宽度中心的铣削方式,如图3-12(a)所示。对称铣削适用于加工短而宽或厚的工件,不宜加工狭长或较薄的工件。
(2)不对称铣削 铣削时铣刀中心偏离工件铣削宽度中心的铣削方式称为不对称铣削。如图3-12(b)(c)所示。不对称铣削时,按铣刀偏向工件的位置,在工件上可分为进刀部分与出刀部分。如图3-12所示AB为进刀部分,BC为出刀部分。
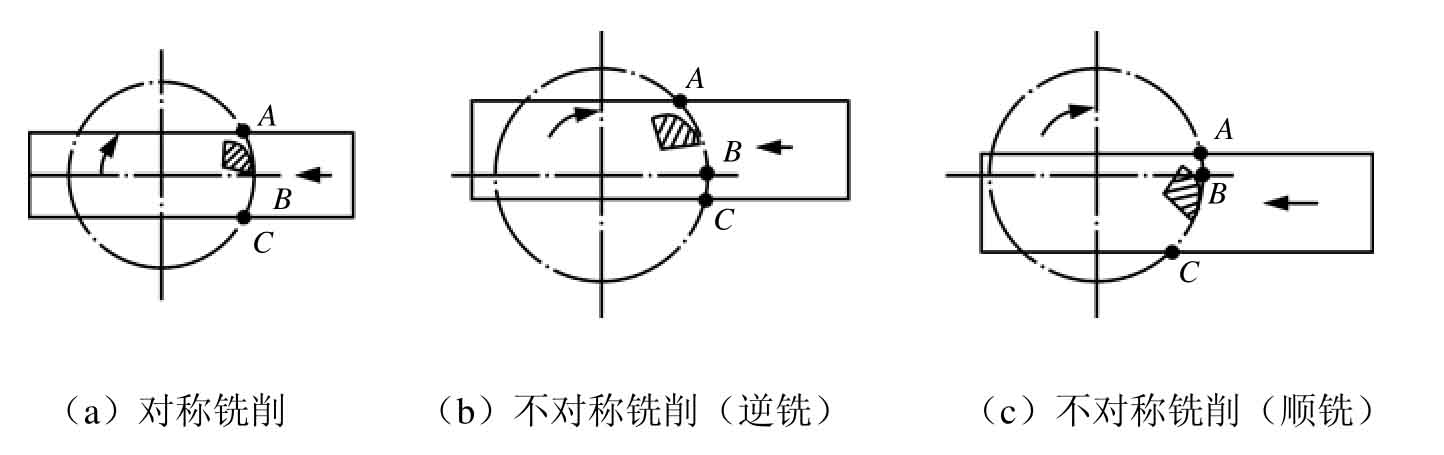
图3-12 端铣铣削方式
3. 顺铣和逆铣
(1)顺铣、逆铣的概念
在铣刀与工件的接触处,工件运动方向与刀具旋转方向相同时称为顺铣;工件运动方向与刀具旋转方向相反时称为逆铣,如图3-13所示。
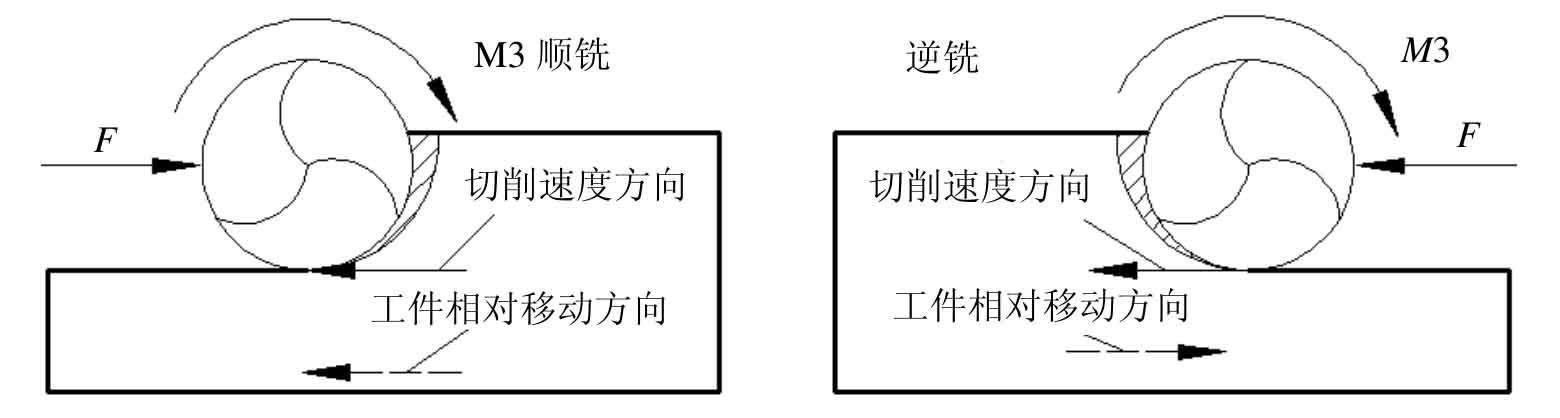
图3-13 顺铣和逆铣
(2)顺铣与逆铣的特点
① 顺铣比逆铣刀具耐用度高 因为逆铣时,每个刀齿的切削厚度都是从零逐渐增大的。由于刀齿刃口的圆弧半径存在,它不可能一开始接触工件就能切入,总是在已加工表面上滑行一小段距离,使刀具迅速磨损。同时,也使已加工表面硬化,给进一步加工造成困难,这些就影响了刀具的耐用度。
顺铣不存在滑行现象,工件已加工表面硬化程度也较轻。一般来说,刀具的耐用度高。
② 顺铣比逆铣加工过程稳定 因为顺铣时,铣刀作用在工件上的垂直分力向下,有利于工件夹紧,因而加工过程稳定。
逆铣时,铣刀作用在工件上的垂直分力向上,使工件产生向上移动的趋势,这不仅不利于夹紧工件,还容易产生周期振动,影响铣削过程的稳定性。
③ 顺铣易使工作台产生窜动 铣削时,工作台和丝杠之间只有相对转动,没有相对移动。当由于工件硬皮、切削用量产生的铣削力水平分力大于螺母对丝杠的推进力时,使工作台连同丝杠一起窜动。而逆铣时,铣削力水平分力与进给运动的方向相反,不会使工作台产生窜动,能够保证工作台实现平稳进给。
④ 顺铣消耗功率小 顺铣时的平均切削厚度大,切削变形较小,与逆铣相比较功率消耗要少些(铣削碳钢时,功率消耗约减少5%,铣削难加工材料时约减少14%)。
(3)顺铣与逆铣的选择
顺铣有利于提高刀具的耐用度和工件装夹的稳定性,但容易引起工作台窜动,甚至造成事故。在顺铣的加工范围内应是无硬皮的表面工件。精加工时,铣削力较小,不易引起工作台窜动,多用顺铣。同时顺铣时无滑移现象,加工后的表面质量好,刀具磨损小,在进行难加工材料的铣削时,比如:钛合金或者耐热合金时采用顺铣可以减少切削变形,降低切削力和功率。逆铣多用于粗加工,在铣床上加工有硬皮的铸件、锻件毛坯时,一般采用逆铣。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










