



5.4.2 3B格式程序编程
目前在我国仍广泛使用的早期快走丝数控线切割机床,由于历史的原因,所配置的数控系统的性能较低,兼容性差,所以还在使用着3B(4B)格式的加工程序。这种程序对数控系统的要求较低,表达简单,但阅读性和存储性都差些。这里简单介绍这种3B和4B格式的程序段表达方式。
1.3B程序的格式
3B程序的格式较简单,整个加工程序直接由一行行的程序段和最后的程序结束指令所组成。各个程序段之间由三个空格来分割。如表5-4所示为一个凹模加工的3B格式程序。最后一行的字母D为停机指令,习惯称为停机码。
表5-4 模件的线切割加工程序(3B格式)

2.3B程序的程序段格式
(1)3B程序的程序段格式的组成
一个完整的3B程序段的格式如下:
B X__ B Y__ B J__ G__ Z
整个程序段由X、Y、J、G、Z五部分参数所组成,而符号B为各参数的分割符号。
(2)3B程序段各参数的含义与表达
① 分割符B 字母B为指令间的分割符号,它是早期的固定格式程序段中的分割符号TAB的缩写。由于程序段的前三个参数X、Y、J三个字都是用数码来表达的,为了区分这三者的数值,所以用分割符B将其明显地间隔开。
当程序输入时,数控系统读入第一个B后面的数值表示X的坐标值,读入第二个B后面的数值表示y的坐标值,读入第三个B后面的数值表示计算长度J的值,数值为零时可以省略不写。
② 坐标值X、Y指令 X、Y用来表达直线的终点坐标;或者圆弧的起点坐标值。
当本程序段为直线插补时,这里的X、Y是本程序段的目标点即直线终点的两个坐标值,其单位取μm。
当本程序段为圆弧插补时,这里的X、Y为圆弧的起点相对于圆心的坐标增量。X、Y都取绝对值,其单位为μm。
③ 计数长度J 字母J表示计数长度,是本程序段所加工的图形在X轴或者Y轴方向上的计数脉冲长度的总和,其单位为μm。对前期低档数控系统,有规定计数长度值应补足六位,不足六位数时在最前面补0的编写要求,新配置机床的数控系统一般没有补足六位的要求了。
④ 计数方向 字母G用来表达计数方向,它是用来确定前面的计数长度是在什么方向上用的。数控系统在计算和确定插补控制的终点位置时,首先要知道计数长度是在X方向还是在Y方向上,以便于对该方向的插补脉冲个数进行递减计数,进而判断是否已经到达计数的终点。
计数方向指令用Gx或者Gy来表示。
在选择计数方向时,对于直线,应该尽量选择加工图形在X、Y两个投影方向上投影数值大的那一个为计数依据,如果选择了另一个,会造成丢步的可能;对于曲线,应该以曲线终点处的最后几个驱动脉冲的方向为选择计数方向的依据。例如图5-33,对曲线AB插补的计数长度应该选择X投影来计算,因为曲线最后的插补脉冲是在X轴的方向上的,所以应选择X轴作为计数方向,如果选择了Y投影方向为计数方向,就会缺少两个驱动脉冲步,由此会造成插补计数误差。
⑤ 加工指令Z 字母Z是表示线切割加工进给方向和加工象限信息的。
加工方向指令Z分为直线加工L和圆弧加工R两大类共12种指令,其具体表达方法和含义如图5-34所示。
直线插补指令L有L1、L2、L3、L4四种,分别表示加工区域和进给运动的方向。指令L1表示直线插补在坐标系的第一象限内进行,其进给方向为一象限的正方向,即正X和正Y方向。L2表示直线插补加工是在第二象限内进行,其进给方向为+X、−Y方向。
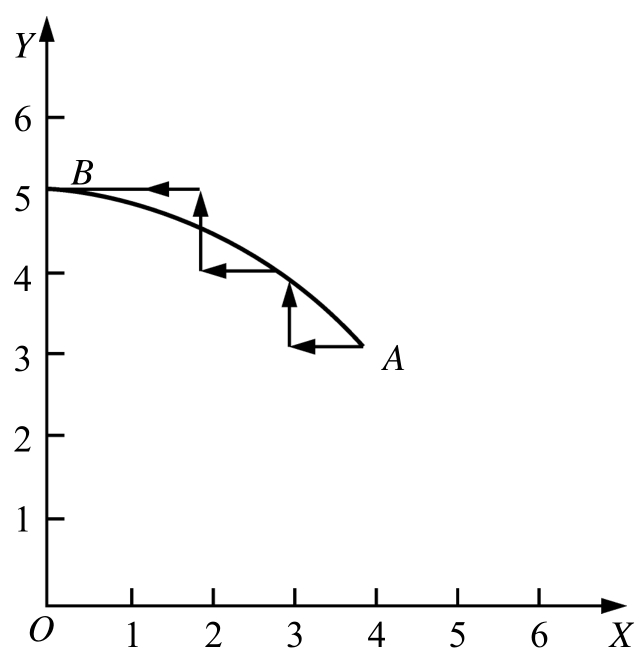
图5-33 计数方向的确定

图5-34 加工方向指令Z
圆弧插补指令R有顺时针圆弧进给SR1、SR2、SR3、SR4和逆时针进给NR1、NR2、NR3、NR4共八种。脚标代表起点所在象限。若起点正好在坐标轴上,脚标数可按圆弧起点的走向来确定。
3.直线插补3B程序的编程规则
用3B格式编程需要遵守以下规则:
① 把直线的起点作为直线插补坐标原点。
② X、Y坐标值为插补直线的终点坐标值,并均采取绝对值编程,其单位为μm。由于在这里,X、Y的比值只表示直线的斜度,所以可用一个公约数将X、Y值缩小整数倍,但后面的J值不能缩小。
③ 计数方向Gx、Gy的选取原则。直线插补计数方向的确定可以参考图5-35。
以直线的起点为坐标系的原点,如果直线的终点坐标(x,y)位置是落在如图5-35所示的45°阴影区域内,此时的计数方向应该取Gy;如果直线的终点落在阴影区域之外,说明插补运动在X方向比较长,应以Gx为计数方向。若终点正好落在45°线上,可以任意选择Gx和Gy。
以如图5-36所示的直线插补为例,OA直线的终点坐标A(Xa,Ya),由于YaXa,所以A点将落在45°的阴影区域内,应以Gy来作为直线插补的计数方向。
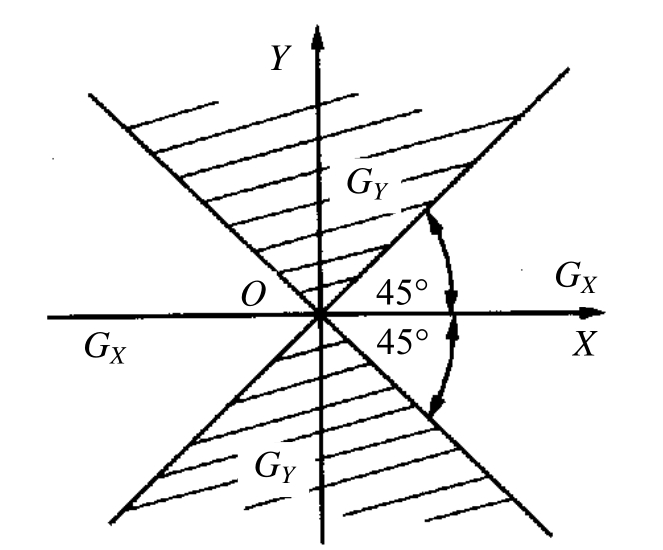
图5-35 直线插补时的计数方向的确定
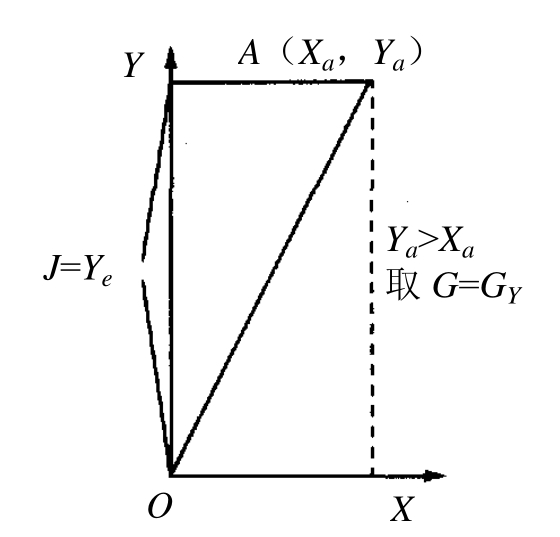
图5-36 直线的计数方向和计数长度确定
④ 直线插补的计数长度J应依据计数方向Gx或Gy取该插补直线在计数方向投影轴上的计数脉冲长度的总和。由于直线插补过程中,进给运动不会再反向,所以直接取直线在X 或Y两个方向上的投影中的长者来作为该直线的计数长度,单位为μm。
⑤ 直线插补的加工指令Z按照直线的走向和终点所在象限来选取。
4.圆弧插补的3B程序编程
① 把圆弧的圆心作为圆弧插补的坐标原点。
② 圆弧插补程序段中的X、Y坐标值为圆弧的起点坐标值,并取绝对值编程,单位为μm。
③ 圆弧插补计数方向的选择取决于终点位置。加工圆弧时,圆弧计数方向的选定需要根据圆弧终点处的加工进给方向来确定。如图5-37所示,圆弧AB的终点B靠近X轴,则在B点处,圆弧趋向于平行Y轴,最后一个步进脉冲应该分配给Y轴方向Gy才不会发生丢步。同理,如果圆弧的终点取在C点,则最后一个驱动脉冲应该分配给Y轴方向才不会发生丢步。而如果D点为圆弧终点,则由于其位置较靠近Y轴,所以最后一个驱动脉冲应分配给X方向。由此,我们可以得出圆弧插补时的计数方向判断原则:当圆弧终点落在图中45°的阴影范围内时,其计数方向应该取Gx;当圆弧终点落在45°阴影范围之外时,计数方向应取Gy,如图5-37所示。
以图5-38为例,圆弧AB的插补计数方向确定如下:由于圆弧终点B落在第一象限的45°阴影区域内,其位置靠近Y坐标轴,即Yb>Xb,所以其计数方向应取Gx。
④ 圆弧插补的计数长度J按照前面确定的计数方向Gx或Gy方向取其投影长度的累加值,并以μm为单位。
在计数方向确定后,计数长度J应取计数方向上由圆弧起点A到圆弧终点B所移动的总距离,即各象限的圆弧在计数方向坐标轴上的投影长度的总和。例如图5-38中的圆弧AB,跨越了两个象限,进给驱动系统在X轴方向上除了要提供第四象限内1XJ长度的驱动脉冲外,还要提供2XJ长度的脉冲,所以,计数长度应该是这两段长度的总和:12XXJJJ=+。所以,对于同时跨了多个象限的图形,计数长度J应该是各个象限内的插补路径投影长度的总和,如图5-39所示的跨四个象限的圆弧插补,其计数总长度是四段投影长度的和,J=JX1+JX2+JX3。
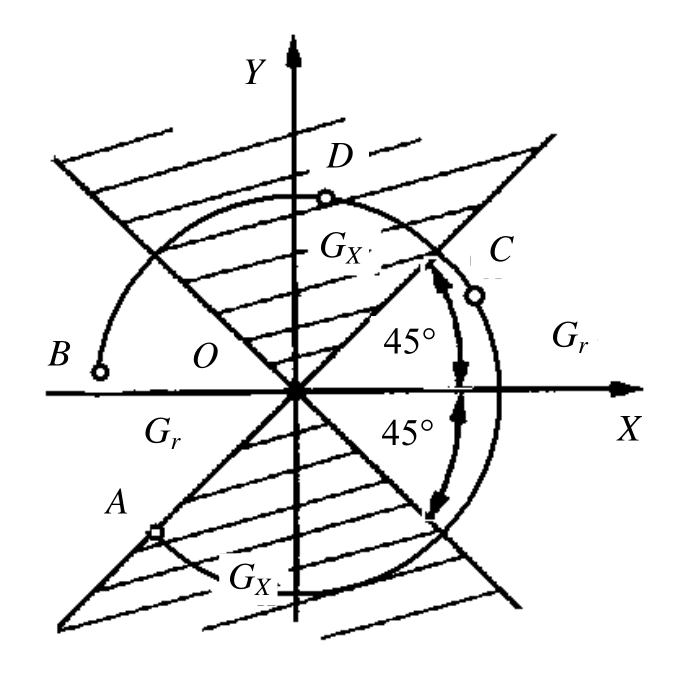
图5-37 圆弧插补时的计数方向的参考
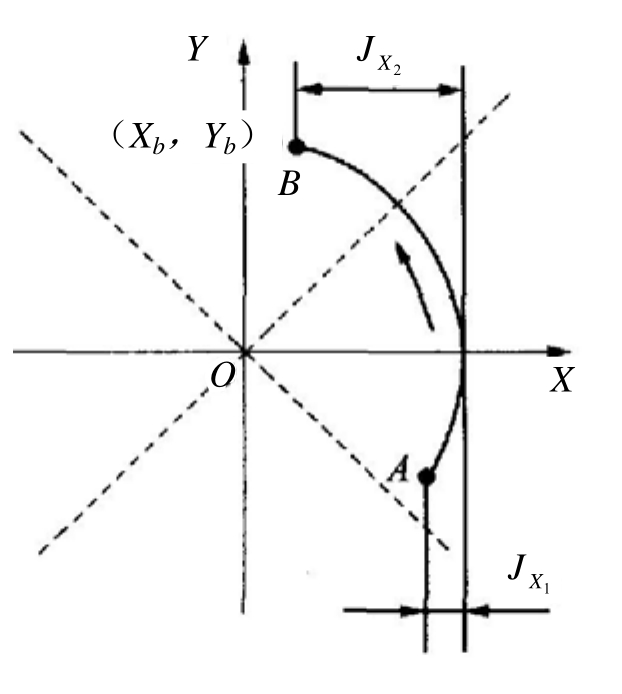
图5-38 圆弧插补的3B程序计数方向的确定

图5-39 三象限圆弧的计数长度J
5.3B程序编程实例
【实例5-1】线切割加工如图5-40所示圆弧AB,加工起点为A(0.707,0.707),终点为B(−0.707,0.707),试编制程序。
本例为圆弧加工,X、Y应表达圆弧终点坐标值的绝对值,本圆弧终点B的坐标值为(−0.707,0.707),所以X、Y程序字应为707、707。
本例的计数方向由B点坐落位置决定,由于B点正好落在45°线上,所以计数方向可以取Gx,也可以取Gy。为方便下一步的计算,这里直接取Gx。
计数长度J值为707+707=1414(μm)。
加工方法Z:圆弧插补由起点A(0.707,0.707)开始,由第一象限逆时针向二象限进给,所以加工方向代码取NR1。
圆弧AB的加工程序为:
B707 B707 B001414 Gx NR1 ;
由于本例的终点恰好落在45°线上,故也可取计数方向为Gy,这时的计数长度要取圆弧AB的Y方向投影值585μm。其加工程序为:
B707 B707 B000586 Gy NRl ;
【实例5-2】圆弧插补编程实例。
如图5-41所示为一个跨三象限的圆弧插补加工,起点为A,终点为B,试编制加工程序。
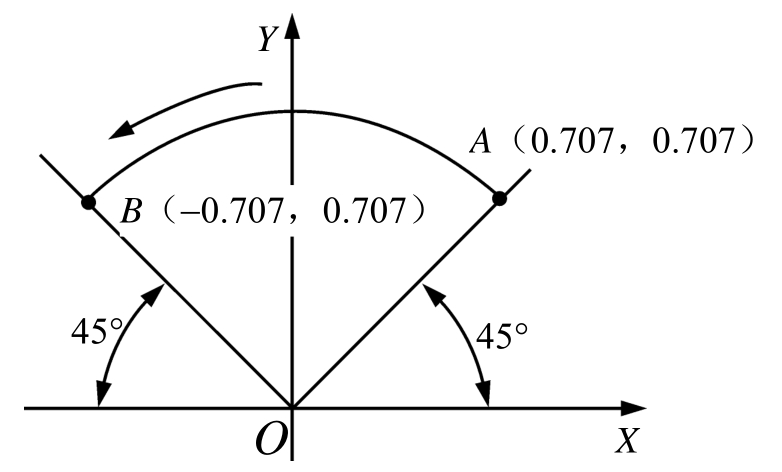
图5-40 一、二象限圆弧插补
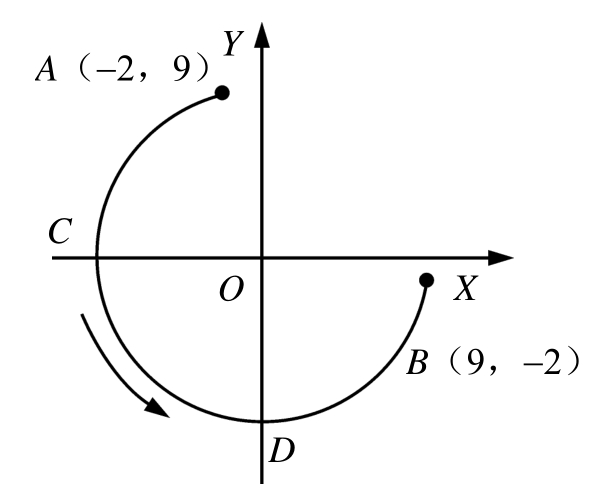
图5-41 跨三象限的圆弧插补
解:
① 圆弧插补,其起点A的坐标为(−2,9),X、Y两程序字为:2000,9000;
② 计数方向:首先计算圆弧半径以确定C、D点坐标。
C点坐标为(−9.22,0)D点坐标为(0,−9.22)
整个圆弧在X轴方向上投影长度较长,所以取Gy为计数投影方向。
③ 计数长度J:
Jyac=9000μm
Jycd=9220μm
Jydb=R−2000 = 9200−2000
=7200 (μm)
则 Jy=Jyac+Jycd+Jydb
=(9000+9220+7220)μm
= 25440μm
④ 加工方法Z:为第二象限逆时针圆弧插补NR2。
⑤ 加工程序:B 2000 B 9000 B 025400 Gy NR2。
【实例5-3】凸模零件的线切割。
如图5-42所示为需要加工的凸模图形,整个图形由一条水平线、两条斜线和一条圆弧组成,可分四段编制3B加工程序。
① 水平线AB:直线AB的加工坐标原点取在A点,AB与X轴重合,其Y投影值为零,根据直线插补的程序简化原则,X、Y两坐标字均可省略不写。其计数投影方向为Gx方向,计数长度为40 000μm,加工方法为L1。其加工程序为:
B B B 040000 Gx L1 ;
② 斜线BC:斜直线BC的加工坐标原点取在B点,终点C的坐标值经计算为(10 000,90 000),由于直线插补中X、Y值可以按照同一比例缩小,故X、Y程序字取为1和9。计数方向为Gy,计数长度为90 000,加工方法为L1。程序为:
B 1 B 9 B 090000 Gy L1 ;
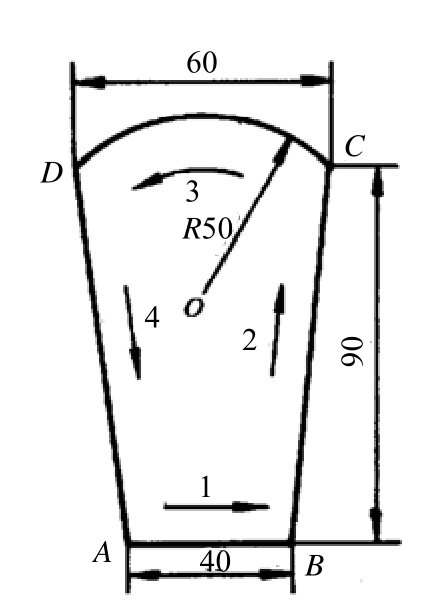
图5-42 凸模零件图样
③ 圆弧CD:圆弧CD的加工坐标原点取在圆心O点,这时圆弧起点C的坐标为(30 000,40 000),计数方向取Gx,计数长度为60 000,加工方法为第一象限逆时针NR1。故程序为
B 30 000 B 40000 B 060 000 Gx NR1 ;
④ 斜线DA:斜线加工的坐标原点应取在D点,终点A的坐标为(10 000,−90 000),计数方向为Gy,加工方法为L4 ,故其加工3B程序为:
B 1 B 9 B 090000 Gy L4 ;
6.3B程序的信息带编码格式
由于快走丝机床中还在大量使用着我国的五单位编码标准纸带,所以,这里把五单位标准代码做一简单介绍。
五单位标准代码格式如图5-43所示,纸带沿其移动方向的每一横行安排有五列大孔和一列小孔,小孔为同步孔,用来进行同步计数和检验引导,大孔为信息码孔,其中前四列孔用来表达编码信息,第五列孔为奇、偶校验孔,除了停机码和废码外,要求所有的信息行中的大孔数必须为偶数,否则,系统判断该行码为错码。

图5-43 五单位编码格式
如图5-44所示为3B程序在纸带上的表达方式。在需要进行停机穿丝的位置,在程序中设置停机符D。

图5-44 具有3B程序的纸带
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











