



5.6.3 储丝筒的上丝、穿丝操作和排丝行程的调整
1.上丝操作 所谓上丝就是将丝盘里的电极丝均匀、整齐地盘绕到储丝筒上,以便储丝筒能够正常地在加工的过程中源源不断地提供合格的电极丝。现在许多数控电火花线切割机床都具有自动上丝、排丝的功能。向储丝筒内上丝的具体操作如下:
(1)将丝盘按照图5-63所示的缠绕方向套进上丝电动机的轴上,并用螺母将丝盘与电机轴固定好,以便电动机的拉紧拖动能够作用到电极丝上。

图5-62 电火花线切割机床的机械结构
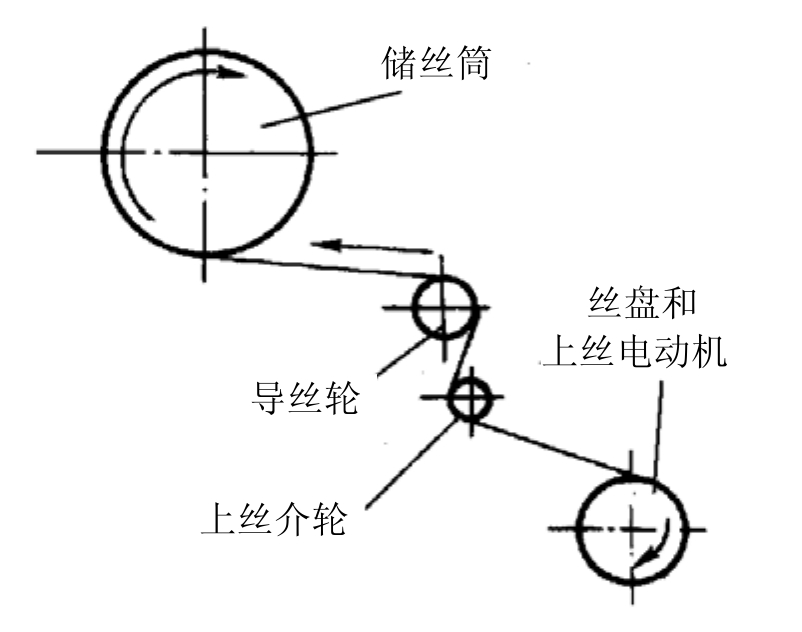
图5-63 上丝操作示意图
(2)插入丝筒摇把,将储丝筒手动摇到其最右端的位置。
(3)将丝盘上的丝头拉出一段,绕过排丝导轮及其介轮,如图5-63所示,将丝头由储丝筒的下方拉上来,并将丝头固定在储丝筒顶部的紧丝螺钉上紧好,剪掉多余的丝头。
(4)顺时针摇动储丝筒2~3圈将丝收紧。
(5)打开上丝绕丝电动机,将电极丝拉紧,然后继续用摇把将丝在丝筒的这一端绕至10mm 左右的宽度,整个拉丝系统的这一段丝就被拉紧了。
(6)取下缠丝摇把,松开系统操作面板上的丝筒停止按钮,准备进行上丝、排丝。
(7)将上丝速度调整旋钮调整到一挡。
(8)将储丝筒两端的行程开关位置调整到丝筒的两端,选择好储丝筒的储丝区域。
(9)启动储丝筒开启按钮,即可自动的上丝了。
注意在整个上丝和紧丝的过程里,丝盘所在的上丝电动机始终是处于工作拉紧状态,上丝电动机的作用就是保持丝盘始终处于拉紧状态,使电极丝能够紧密地排绕到储丝筒上。
(10)待上丝结束,关掉紧丝用的上丝电动机,停下丝筒的上丝转动,将丝盘的丝剪断,收紧电极丝,将丝头紧固在紧丝螺钉上,储丝筒的上丝工作即告完成。
2.穿丝操作
如图5-64所示,穿丝操作可按照如下步骤进行:
(1)张丝轮松开 将张丝滑块向下压到底,令张丝轮松开,并仔细将滑块插销插好。
(2)由储丝筒的丝头拉出一段,注意拉紧,以防乱丝,如图5-64所示将钼丝从下向上依次穿绕过各个导轮,其路线是:电极丝的断头端挂上排丝轮、导电块、各导轮、挡丝棒,最后回到滚筒上并压紧。
(3)最后将钼丝从储丝筒的上端拉紧至紧丝螺钉进行紧固。
(4)剪掉多余的丝头。
(5)最后检查钼丝是否处于各个导轮的槽中,与导电块的接触是否良好。
(6)插入上丝摇把,把储丝筒反绕几圈,使丝头牢固缠绕在丝筒上。
(7)压住张丝滑板,仔细抽出滑板固定插销,然后慢慢放松手,使张丝滑板在张丝重锤的拉紧作用下将钼丝张紧。
至此,穿丝工作即告结束。
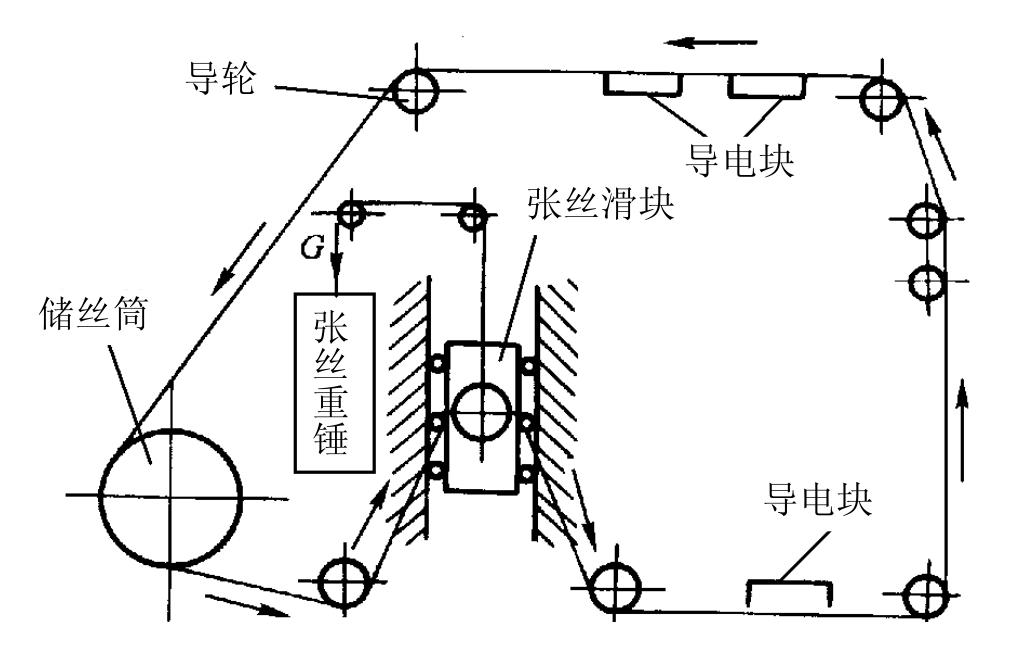
图5-64 穿丝操作示意图
3.储丝筒工作行程调整
在上丝、穿丝完成后,需要进行储丝筒排丝的往复行程的调整,以便在排丝运动进行到丝筒的左右两个端部位置时,储丝滑板进行适时的反向。
在储丝滑板的下部,可以看到滑板移动的指针,在丝筒的左右两端各有一个可以移动调节位置的行程开关,将左右两个行程开关参考储丝筒的储丝位置分别向内移进3~5mm的距离,来作为储丝筒反向的位置,将行程开关在该位置上进行紧固,两个行程开关之间的距离就是储丝筒的往复工作行程。注意在该行程的范围以外,两端还应该有3~5mm的丝的储量,这样可以防止发生断丝。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











