



子任务一 板对接埋弧焊
目标要求
1.掌握埋弧焊机的操纵方法。
2.熟知引弧和收弧的操作要领。
3.正确选择和灵活调整焊接工艺参数。
4.了解埋弧焊的坡口加工和焊件装配工艺。
5.全面掌握钢板对接埋弧焊操作技术。
一、任务
任务单如图5.1所示。
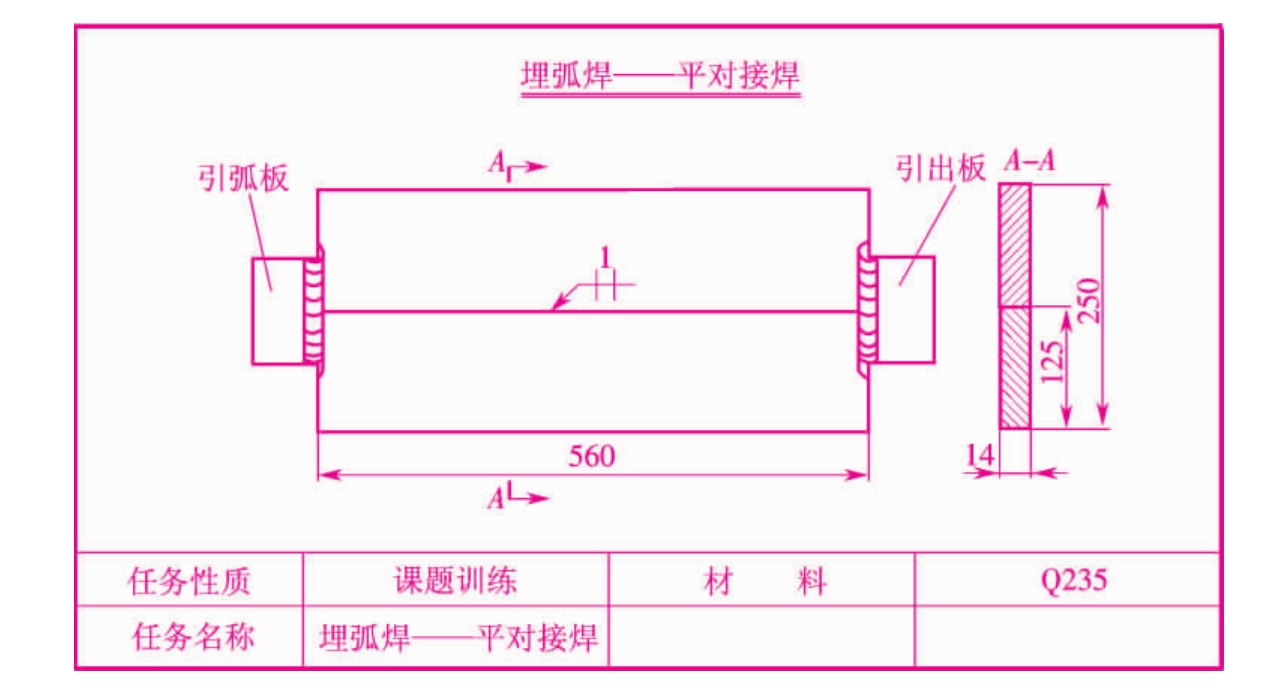
图5.1
注:不开坡口的对接焊缝装配间隙为1mm。
二、任务准备
1.埋弧试焊焊前准备
(1)焊机:MZ—1000型埋弧焊机。
(2)焊剂:焊剂牌号HJ431(焊剂型号HJ431—H08A),使用前在250℃下烘干。
(3)焊丝:H08A,直径为5mm。
(4)焊件:Q235钢板,规格为560mm×125mm×14mm。用石笔沿纵向每隔50mm画一道粉线,作为试焊焊道准线,然后将焊件处于架空状态焊接。
2.板对接埋弧焊焊前准备
(1)焊机、焊剂、焊丝均与埋弧试焊的选择相同。
(2)焊件Q235钢板,规格为560mm×125mm×14mm。两块组对一组焊件。
(3)引弧板和引出板为Q235钢板,引弧板和引出板规格均为100mm×60mm×14mm。
(4)装配及定位焊:将焊件待焊处两侧20mm范围内的铁锈、污物清理干净后平放在平台上,保持1mm的根部间隙,错边量不超过0.5mm,反变形量为3°,引出板和引弧板分别在焊件的两端进行定位焊。焊件装配示意图见图5.2。

图5.2
三、任务相关知识
埋弧焊是电弧在焊剂层下燃烧时进行焊接的一种机械化焊接方法。其焊接过程见图5.3。埋弧焊的焊接电源输出端分别接在导电嘴和焊件上。送丝机构、焊剂漏斗和控制盘通常装在一台焊接小车上。操作时,将焊剂漏斗闸门打开,焊剂均匀地堆敷在焊件的接缝处,焊丝由送丝机构的送丝滚轮和导电嘴送入焊接区形成电弧,使焊接电弧匀速移动,通过操作盘上的开关自动控制焊接过程。

图5.3
1—焊件;2—焊剂;3—焊剂漏斗;4—送丝滚轮; 5—焊丝;6—导电嘴;7—渣壳;8—焊缝
1.埋弧焊机
(1)MZ—1000型埋弧焊机。MZ—1000型埋弧焊机属典型的变速送丝式焊机,可用于各种有坡口或无坡口的对接焊缝、搭接焊缝和角接焊缝,这些焊缝可位于水平面或水平面倾斜角不大于10°的斜面上。可借助焊接滚轮架焊接圆形焊件的内、外环缝。MZ—1000型埋弧焊机由MZT—1000型焊接小车、MZP—1000型控制箱和焊接电源组成。
①MZT—1000型焊接小车。MZT—1000型焊接小车由机头、控制盘、焊丝盘、焊剂漏斗和焊接小车五部分组成,见图5.4。

图5.4
1—电弧电压调节旋钮;2—启动按钮;3—停止按钮;4—控制盘;5—焊丝盘;6、8—手柄;7—横臂;9、27、31—手轮;10—杠杆;11—焊剂漏斗;12—压紧轮;13—滚轮;14—漏斗阀门;15—软管;16—伸缩臂;17—导电嘴;18—螺帽;19—指示针;20—螺杆;21—滚轮;22—送丝滚轮;23—调节螺钉;24—调节螺母;25—弹簧;26—送丝电动机;28—套筒;29—立柱;30—调速旋钮;32—增减电流按钮;33—小车停止旋钮;34—小车电动机;35—离合器;36—换向开关;37—焊丝上、下按钮
a.机头。机头的焊丝送进机构见图5.5。
b.导电嘴。一般由耐磨铜合金制成。
c.焊剂漏斗。焊剂漏斗中可装12kg焊剂,通过下部的阀门控制焊剂流量,将焊剂注撒在焊丝周围,并堆积到适当的厚度以满足焊接需要。
d.控制盘。控制盘上装有焊接电流表和电弧电压表,以及各种按钮和开关,用于焊接动作的控制,见图5.6。
e.焊丝盘。焊丝盘为盘绕焊丝的装置。
f.焊接小车。焊接小车由直流电动机通过减速箱和离合器驱动。将手柄脱开离合器后,焊接小车可以由手推动,空载行走;合上离合器,焊接小车由电动机驱动。为了方便地焊接各种类型焊缝,并能使焊丝准确地对准施焊位置,焊接小车的一些部件可在一定范围内移动和转动,以满足焊接工艺的需要。焊接小车的外形见图5.7。
②MZP—1000型控制箱。控制箱内装有电动机、发电机组、接触器、中间继电器、变压器、整流器、镇定电阻和开关等元件,用以与焊车上的控制元件配合,实现送丝和焊车拖动控制及电弧电压反馈自动调节。

图5.5
1—直流电动机;2—调节弹簧;3—杠杆;4—从动送丝轮;5—主动送丝轮;6—矫直滚轮

图5.6
1—启动按钮;2—停止按钮;3—电弧电压调节器;4—焊接速度调节器;5—焊丝向上按钮;6—焊丝向下按钮;7—电流增大按钮;8—电流减小按钮;9—空载位置;10—焊接位置;11—小车停止位置;12—小车向前位置;13—小车向后位置

图5.7
③焊接电源。可配用交流或直流焊接电源。配用交流电源时,一般用BX2—1000型弧焊变压器;配用直流电源时,可配用ZXG—1000型或ZDG—1000型弧焊整流器。
(2)MZ—1000型埋弧焊机的外部接线。MZ—1000型埋弧焊机使用交流焊接电源时,其外部接线见图5.8;MZ—1000型埋弧焊机使用直流焊接电源时,其外部接线见图5.9。

图5.8

图5.9
(3)埋弧焊机的维护包括以下内容。
①焊机必须严格按照说明书进行安装,外接网路电压与设备要求电压相一致。
②焊接电源、控制箱、焊机的接地要可靠。
③用直流焊接电源时,注意电表极性和电动机的转向是否正确。
④焊机的线路接好后,先检查一遍接线是否正确,再通电检查各部分的动作是否正确。
⑤定期检查焊丝输送滚轮,如发现显著磨损,则必须更换。还要检查小车、焊丝输送机构减速箱内各运动部件的润滑情况,并定期添加润滑油。
⑥经常保持焊机的清洁,防止焊剂、渣壳的碎屑阻塞活动部件,增加机件的磨损。
⑦焊机应轻拿轻放,防止电气仪表受振动而损坏。
⑧重视焊机的维护工作,建立和实施必要的保养制度。
(4)焊工应熟悉焊机的构造和性能,焊接中出现故障时,应及时检查并排除。埋弧焊机常见的故障和排除方法见表5.1。
表5.1 埋弧焊机常见故障及排除方法

2.埋弧焊辅助设备
(1)焊接操作机。焊接操作机是将焊机机头准确地送到并保持在待焊位置上,并以给定的速度均匀移动焊机。通过它与埋弧焊机和焊接滚轮架等设备的配合,可以方便地完成内外环缝、内外纵缝的焊接。焊接操作机与焊接变位器配合,可以焊接球形容器焊缝等。
①立柱式焊接操作机。立柱式焊接操作机的构造见图5.10,用以完成纵、环缝多工位的焊接。

图5.10
1—自动焊小车;2—横臂;3—横臂进给机构;4—齿条;5—钢轨; 6—行走台车;7—焊接电源及控制箱;8—立柱
②平台式焊接操作机。平台式焊接操作机的构造见图5.11,它适用于外纵缝、外环缝的焊接。
③龙门式焊接操作机。龙门式焊接操作机的构造见图5.12,它适用于大型圆筒构件的外纵缝和外环缝的焊接。
(2)焊接滚轮架。焊接滚轮架是靠滚轮与焊件间的摩擦力带动焊件旋转的一种装置,见图5.13,它适用于筒形焊件和球形焊件的纵缝与环缝的焊接。
利用滚轮架焊接环缝时,往往会出现焊件的轴向窜动,使焊丝偏离焊接部位。焊接多层环缝时,轴向偏移更为严重。产生轴向窜动的原因:一是焊件本身存在锥度,二是滚轮架的制造与安装精度不高。克服轴向窜动的办法是:当焊件出现锥度误差或焊接有锥度焊件时,在焊件直径大的一头端面上加支撑滚轮,在直径小的一头将滚轮高度调高,以保证筒体的轴线与滚轮架底座水平线平行。如果焊件锥度较大,还要将直径小的一头两滚轮之间的距离调小,以保证焊件小头截面中心与两个滚轮中心连线的夹角满足50°~110°要求,见图5.14。
3.焊剂与焊丝
(1)焊剂。焊剂在使用前应进行烘干,烘干温度为250~300℃,保温1~2h。烘干时堆积的焊剂厚度一般不超过45~50mm。烘干后的焊剂含水量应不大于0.1%。
(2)焊丝。埋弧焊所用焊丝与焊条与电弧焊用的一样。为了满足不同厚度钢板焊接的需要,同一牌号的焊丝有各种不同的直径。埋弧焊常用的焊丝直径有2mm、3.2mm、4mm、5mm、5.8mm等几种。焊丝在出厂时,以油封包扎成卷状,以防止锈蚀,必要时,还镀上防锈层(如铜),故使用前应先去油、去污垢。

图5.11
1—埋弧焊机;2—操作平台;3—立柱;4—配重物;5—机件;6—钢结构底座;7—钢构体

图5.12
1—焊件;2—龙门架;3—操作平台;4—埋弧焊机和调整装置;5—限位开关

图5.13
1—焊件;2—纯铜滑块;3—滚轮架; 4—滑块支架;5—配重;6—地线

图5.14
(3)焊剂与焊丝的匹配。埋弧焊时,必须根据焊件的化学成分、焊件厚度、接头形式、坡口尺寸及其工作条件等因素选用焊剂与焊丝。
4.埋弧焊焊接工艺参数
埋弧焊的焊接工艺参数有焊丝倾角、焊丝直径、焊接电流、电弧电压、焊接速度等。
(1)焊丝倾角。焊丝前倾角增大,熔深显著减小,熔宽显著增加,余高减小。在高速焊时,采用前倾角,以增大熔深,保证焊缝平滑,不产生咬边。而在铜垫上焊接5mm以下的薄板时,采用20°后倾角。
(2)焊丝直径。当焊接电流一定时,焊丝直径越粗,熔深减小,熔宽增加,余高越小。不同直径焊丝适用的焊接电流见表5.2。
表5.2 不同直径焊丝适用的焊接电流
![]()
(3)焊接电流。焊接电流决定焊丝的熔化速度和焊缝的熔深。当电流增大时,熔深显著增大,熔宽略有增大。但焊接电流过大时,会造成焊件烧穿,焊件变形增大。
(4)电弧电压。电弧电压增大,电弧对焊件的加热面积增大,因而焊缝熔宽加大,熔深和余高略有减小。电弧电压与焊接电流的匹配关系见表5.3。
表5.3 不同焊接电流适用的电弧电压
![]()
(5)焊剂粒度。焊剂粒度增大时,熔深略减小,熔宽略增加,余高略减小。
(6)焊丝伸出长度。焊丝伸出长度越长,电阻增加,焊丝熔化速度加快,使焊缝余高增加;伸出长度太短,则可能烧坏导电嘴。使用细焊丝时,其伸出长度一般为直径的6~10倍。
(7)焊件倾斜度。下坡焊时,熔宽增大,熔深减小,它的影响与焊丝前倾相似;上坡焊时,熔深增大,熔宽减小,它的影响与焊丝后倾相似。无论采用上坡焊还是下坡焊,倾角一般不宜大于6°~8°。
(8)焊接速度。焊接速度在一定范围内增加时,熔深减小,熔宽也减小,余高略增大。焊接速度过高会造成未焊透、焊缝粗糙不平等缺陷;焊接速度过低则会形成焊缝不规则和夹渣、烧穿等缺陷。
焊接工艺参数对焊接质量和焊缝形状的影响见图5.15。

图5.15
5.埋弧焊焊件加工及装配
(1)坡口形式及加工。厚度在14mm内的板材一般可不开坡口双面焊。厚度超过14mm的焊件,须采用两种方法进行焊接:一种是焊前不开坡口,先将背面焊好之后,正面用碳弧气刨清根后再完成正面的焊接;另一种是板厚在20mm以上时,开V形、X形坡口,板厚在38mm以上时,开X形、U形坡口,并留较大钝边。有关埋弧焊的接头形式与加工尺寸在《埋弧焊焊缝坡口的基本形式和尺寸》(GB/T986—1988)的标准中已有规定。
(2)焊件装配。定位焊缝长度一般不大于30mm。对于直缝焊件的装配,可在焊件的两端加装引弧板和引出板,焊后再割掉。焊接环缝时,不需要另加引弧板和引出板,而采取焊道重叠一段再收弧的方法来保证引弧处的焊缝质量。
四、任务实施
1.埋弧试焊
(1)确定埋弧试焊焊接工艺参数,见表5.4。
表5.4 埋弧试焊焊接工艺参数
![]()
(2)引弧前的操作步骤如下:
①检查焊机外部接线是否正确;
②调整好轨道位置,将焊接小车放在轨道上面;
③将焊丝盘装卡到固定轴上,再把焊剂放入焊剂漏斗内;
④闭合焊接电源的开关和控制线路的电源开关,仔细观察设备,确保运行无误;
⑤调整焊丝位置,按动控制盘上的焊丝向上或向下按钮,使焊丝对准待焊处中心,并与焊件表面轻轻接触;
⑥调整导电嘴至焊件间的距离,使焊丝的伸出长度适中,将控制盘上的开关旋转到焊接位置上;
⑦按照焊接方向,将焊接小车的换向开关旋转到向前或向后的位置上;
⑧调整焊接工艺参数,通过控制盘上的按钮或旋钮来分别调整电弧电压、焊接速度和焊接电流,使得在焊接过程中,电弧电压和焊接电流能相互匹配,获得工艺规定的焊接工艺参数;
⑨将焊接小车的离合器手柄向上扳,使主动轮与焊接小车相连接,开启焊剂漏斗阀门,使焊剂堆敷在始焊部位;
⑩准备焊接。
(3)引弧。按下控制盘上的启动按钮,焊接电源接通,同时自动将焊丝向上提起,焊丝与焊件之间产生电弧,随之电弧被拉长,当电弧电压达到给定值时,焊丝开始向下送进,送丝速度与熔化速度相等后,焊接过程稳定。与此同时,焊接小车也开始沿轨道前进,焊接正常进行。
(4)焊接。在焊接过程中,应随时观察控制盘上电流表和电压表的指针、导电嘴的高低、焊缝成形和焊接方向指针的位置。电流表和电压表的指针摆动很小时,表明焊接过程稳定。当发现指针摆动幅度增大、焊缝成形不良时,要随时调节“电弧电压”旋钮、“焊接电源遥控”按钮、“焊接速度”旋钮,并用机头上的手轮调节导电嘴的高低。要等焊缝凝固并冷却后再除去渣壳(否则会影响焊缝的性能),了解焊缝表面成形状况。通过观察焊件背面的红热程度,可了解焊件的熔透状况。若背面出现红亮颜色,则表明熔透良好;若背面颜色较暗,应适当地减小焊接速度或增大焊接电流;若背面颜色白亮,母材加热面积前端呈尖状时,说明已接近焊穿,应立即减小焊接电流或适当提高电弧电压。观察焊接小车的行走状况,并随时调整,保证焊丝对中。用小车前侧的手轮调节焊丝对准线的位置。调节时操作者所站位置要与准线对正,以避免偏斜。添加焊剂,调节焊接电流、电弧电压和焊接速度,可确保焊接正常进行。
(5)收弧。收弧时分两步按下停止按钮:先将停止按钮按下一半,手不松开,焊丝停止送进,此时靠继续燃烧的电弧填满弧坑;再将停止按钮按到底,此时焊接小车将自动停止并切断焊接电源。图5.16所示为左、右手同时按钮示意图操作时,右手放在停止按钮上,左手放在焊丝向上按钮上,将停止按钮按到底后,随即按焊丝向上按钮,将焊丝抽上来,避免焊丝与熔池黏结。接着关闭焊剂漏斗的阀门;扳下离合器手柄,将焊接小车推开,放到适当的位置;回收焊剂,清除渣壳,检查焊接质量。焊后,切断一切电源,清理现场,整理好焊接设备,确认无火种后才能离开工作现场。

图5.16
1—左手;2—焊丝向上按钮;3—停止按钮;4—右手
2.中厚板对接埋弧焊
(1)确定焊接工艺参数,见表5.5。
表5.5 中厚板对接埋弧焊焊接工艺参数

先焊背面焊缝并达到一定的熔深,再焊正面焊缝,操作方法同埋弧试焊。
(2)焊接背面焊缝有如下步骤。
①将装配好的焊件置于焊剂垫上,见图5.17。焊剂垫的作用是避免焊接过程中液态金属和熔渣从接口处流失。简便易行的焊剂垫是在接口下面安放一根合适规格的槽钢,并撒满符合工艺要求的焊剂,将焊剂纵向堆成直线形的尖顶。焊件安放时,接口要对准焊剂垫的尖顶线,并锤击钢板使焊剂垫实。然后用木楔垫在焊件两侧,将焊件找平。将焊接小车摆放好,调整焊丝位置,使焊丝对准根部间隙,往返拉动小车几次,保证焊丝在整条焊缝均能对中,且不与焊件接触。

图5.17
②引弧前将小车拉到引弧板上,调整好小车行走方向开关,锁定行走离合器之后,按动送丝、退丝按钮,使焊丝端部与引弧板轻轻而可靠地接触。然后将焊剂漏斗阀门打开,让焊剂覆盖焊接处。引弧后,迅速调整相应的旋钮,直至相关的工艺参数符合要求,电压、电流表指针摆动减小,焊接稳定为止。
③整个焊接过程中,均要注视电压、电流表指示情况和焊接状况,以及焊剂是否足够,机头上的电缆是否妨碍小车运行,小车运行速度是否均匀,焊接过程的声音是否正常等。要根据具体情况作出适当调整,以满足正常工作要求。当焊接熔池离开焊件位于引出板上时,应马上收弧,收弧操作方法与试焊所述的方法相同。待焊缝金属及熔渣冷却凝固后,敲掉背面焊缝的渣壳,并检查焊缝外观质量。
(3)焊接正面焊缝。背面焊缝经外观检查后,将焊件正面朝上(不必用焊剂垫,因背面焊缝可托住熔池)悬空放置,见图5.18。正面焊缝焊接步骤与背面焊缝焊接完全相同,只是要保证正面焊缝熔深达到板厚的60%~70%,以防止未焊透和夹渣缺陷。一般通过加大焊接电流或减小焊接速度两种方法之一来实现,通常焊接正面焊缝所用的焊接电流较大就是这个原因。

图5.18
1—支撑垫;2—焊件;3—焊丝; 4—导电嘴;5—送丝滚轮;6—预放焊剂
中厚板I形坡口对接平焊除了焊剂垫焊法外,还有薄钢板垫、临时垫板焊法(石棉板垫)、焊剂-铜垫焊法,见图5.19。

图5.19
(a)薄钢板垫;(b)石棉板垫;(c)焊剂—铜垫
五、任务分配
焊机:MZ—1000型埋弧焊机。
焊剂:焊剂牌号HJ431(焊剂型号HJ431—H08A)。
焊丝:H08A,直径为5mm。
焊件:Q235钢板,规格为560mm×125mm×14mm。两块组对一组焊件。按图5.1要求练习。
单件工时:30min。
六、任务检测与评价

七、任务总结(任务质量分析)
(1)引弧时,如果按下启动按钮,焊丝不能上抽引燃电弧,而把机头顶起,表明焊丝与焊件接触太紧或接触不良,需要适当剪断焊丝或清理接触表面再重新引弧。
(2)收弧时,如果将停止按钮直接按到底(未按两步操作),焊丝送进与焊接电源同时切断,就会由于送丝电动机的惯性继续下送一段焊丝,致使焊丝插入待凝固的熔池中,发生焊丝与焊件黏结现象。若导电嘴较低或电弧电压较高时,突然断电,电弧可能返烧到导电嘴,甚至将焊丝与导电嘴熔化在一起。也可以在训练时采用另一种收弧方法,即在焊接结束之前右手放在停止按钮上,左手放在焊丝向上按钮上,先将停止按钮按到底,随即按焊丝向上按钮,将焊丝立即抽上来,避免焊丝与熔池黏结。
八、复习思考题
(1)MZ—1000型埋弧焊机由哪几部分组成,其作用如何?
(2)埋弧焊有哪些焊接工艺参数,对焊缝形状会产生哪些影响?
(3)如何确定埋弧焊焊接工艺参数?
(4)埋弧焊引弧前应进行哪些操作?引弧和收弧有哪些操作要领?
(5)埋弧焊在焊接过程中要进行哪些调节?如何控制焊缝质量?
(6)通过埋弧焊的对接平焊操作,你掌握了哪些要领,有何体会?
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。












