



11.5 主要缺陷解析
1.G断
TN液晶显示器的TFT的G断缺陷并不是很多,由于这种TFT像素结构比较简单,生产线对栅极电极制作工程一般并不实施在线检测。但是实际上还是有各种情况发生,如图11.12所示。图(a)是由CDE异物造成的栅极断线;图(b)是由PR渗入造成的栅极断线;而图(c)则是由CVD异物造成的栅极断线。
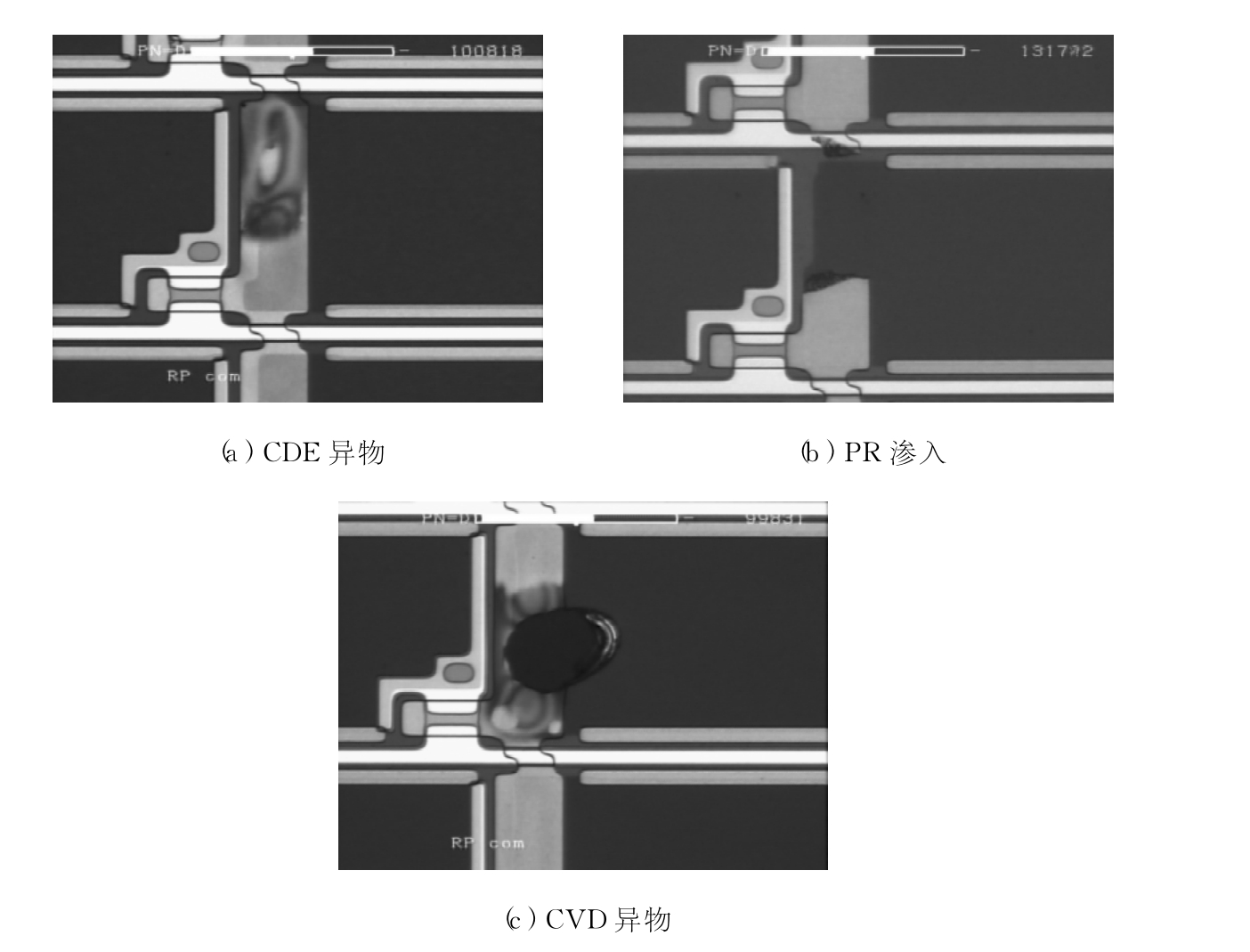
图11.12 栅极断线的金相显微镜照片
2.D断
首先确认D断线及其发生的部位,然后把屏解体,在显微镜下观察断线图案,进行分类,大致分析原因,如果有必要再对断线处进行扫描电镜分析,确定发生原因。
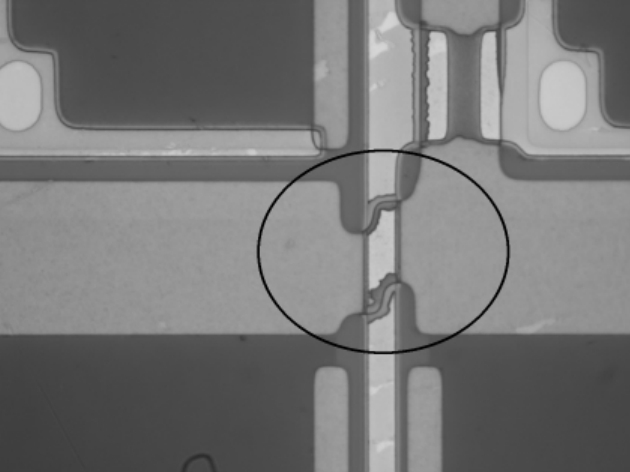
图11.13 刻蚀液渗入引起的D断线
渗入引起的D断一般称为渗入,产生原因是D刻蚀时刻蚀液从旁边渗入,腐蚀了D线,造成D断线,如图11.13所示。一般发生最多的情况就是光刻胶和D线密着性不好或者是下面的3层CVD膜与D线密着性不好。
从图11.14照片可以看到,在D线和G线交汇处以及D电极的台阶处出现了断线,这两个部分D线下面均有CVD膜以及G线,是整个图形中最厚的地方,可能是甩胶时遇到台阶产生的问题。
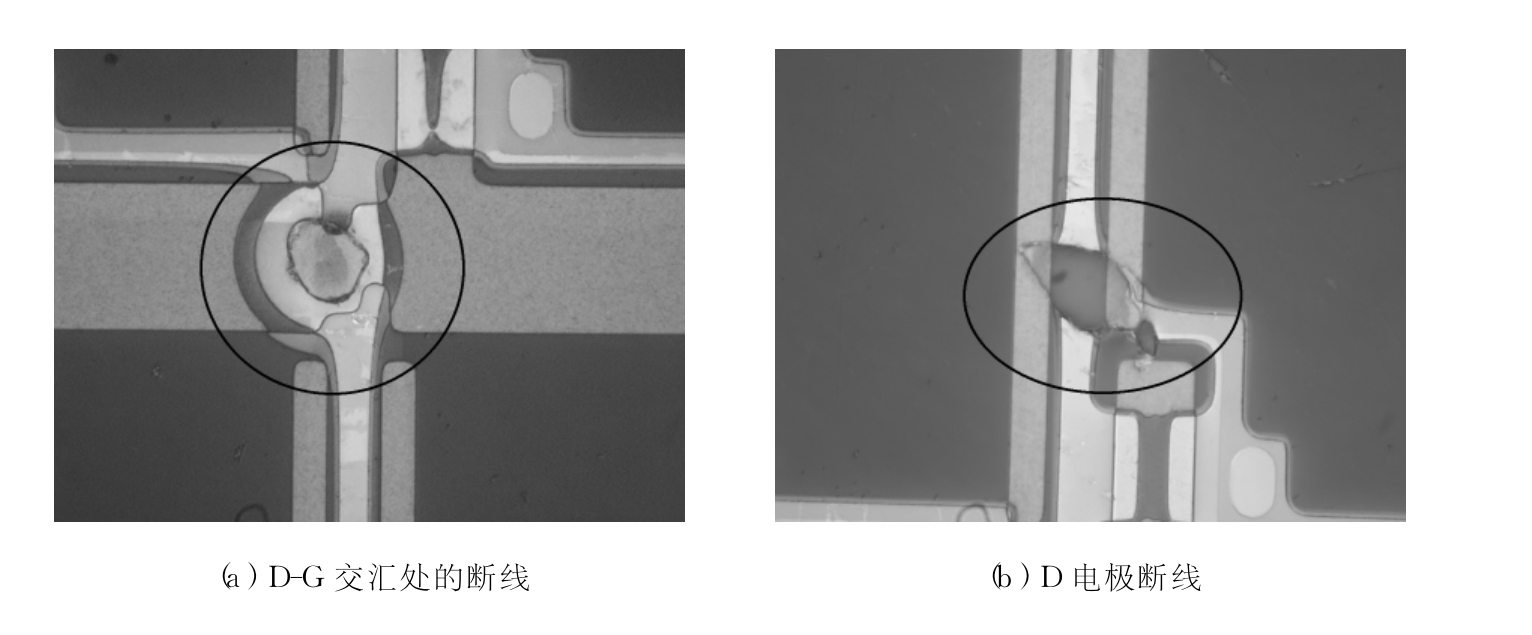
图11.14 灰尘引起的D断线
3.姆拉
(1)圆弧状姆拉。由金属配线线幅不匀引起的电阻偏差和电容偏差是圆弧状姆拉的根本成因。在曝光扫描过程中由于振动引起扫描的瞬时停滞,导致区域曝光时间不均匀。在曝光时间过长的地方线幅较窄,而在曝光时间过短的地方线幅较宽。由于线幅的偏差导致GG、像素、D电阻偏差,以及它们之间的电容偏差,因此引起电气特性的偏差而导致像素上电位变动,在显示时就会形成姆拉。如果曝光过程中基台在前后方向振动,会形成线幅不均,在左右方向振动则会造成线弯曲。
(2)纵线姆拉。曝光强度不同也可以形成纵线姆拉。如果栅极、像素、漏极线幅较宽的时候,栅极、像素、漏极工艺之间的重合发生偏差,也就是G线-D线、透明电极D线(这两个为主)之间的间隔在屏上不同区域有偏差,导致的电气特性的偏差会形成纵线姆拉。
(3)预烘姆拉。光刻胶预烘时温度不匀可能形成预烘姆拉。光刻胶发生化学反应是与温度有关的,温度差会导致感光与未感光的光刻胶在基板上分布不均。从而导致线幅偏差等缺陷。
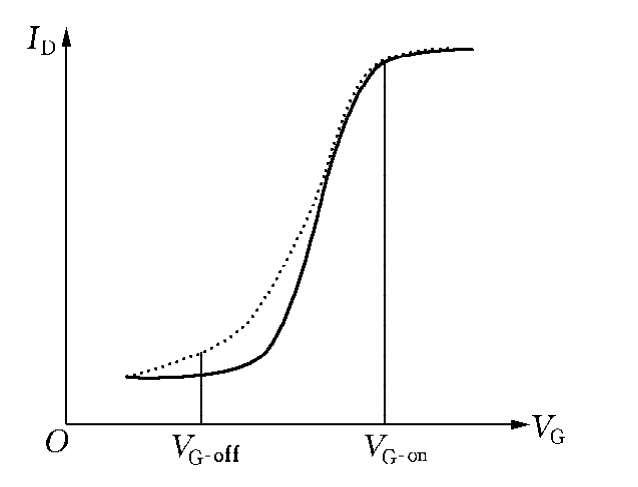
图11.15 L-姆拉的TFT电学特性
(4)L-姆拉和N-姆拉。L-姆拉和N-姆拉都是由于在像素电压保持阶段较大的漏电流产生的。产生L-姆拉的TFT特性如图11.15所示。图中虚线是姆拉TFT的电学特性,实线是正常TFT的特性曲线。
L-姆拉是由于TFT的漏电流杂乱引起的,特别随着栅极关断电压VG-off的绝对值减小(向0V侧移动)姆拉会更加明显,VG-off的绝对值增大姆拉不明显甚至消失。在屏检中通过改变
VG-off电压就可以判断L-姆拉。
L-姆拉形成的原因是由于沟道的刻蚀深度不够造成n+非晶硅残留,或由于沟道的体积不一样导致TFT特性异常。
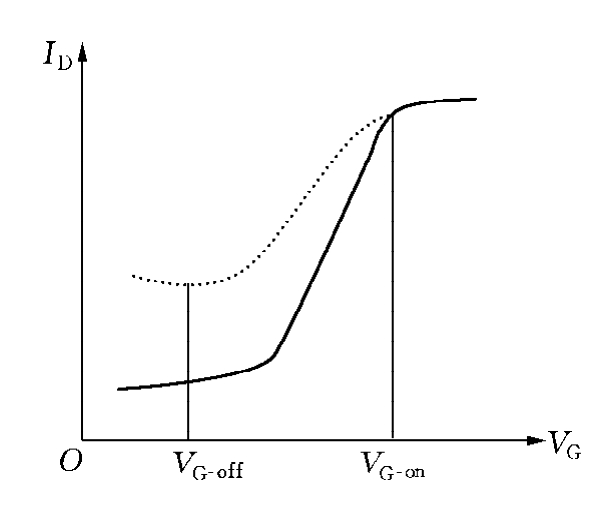
图11.16 N-姆拉的TFT特性
沟道的刻蚀深度不够可能是CVD装置异常,使n+非晶硅层过厚,也可能是漏极溅射时,n+非晶硅与漏极金属形成合金导致刻蚀时刻蚀速度降低,造成刻蚀不足。这种情况下可能需要降低溅射时的温度。通过SEM做断面分析可以测出刻蚀深度,以及通过观察非晶硅表面平滑性来判断是否是由刻蚀导致的L-姆拉。
沟道的体积不同是因为CVD装置异常引起的,在成膜时过升温、大气泄漏等都会引起成膜异常而导致膜厚不均或成膜质量不佳。
N-姆拉的TFT特性如图11.16所示。
这种姆拉一般发生在背沟道方式下。形成的原因也是由于漏电流散乱不均,导致像素上保持电压的能力不一致,这种姆拉在增大VG-off的绝对值时会越来越明显。由于各个品种设定的VG-off不同,很多情况下它的症状与L-姆拉比较相近,可能会导致误判。
形成漏电流不均的主要原因是做栅极电极上的钝化层,以及3层CVD形成工艺时有不纯物污染而导致膜的形状异常或膜质异常。
(5)K-姆拉。K-姆拉是TFT处于打开状态下电阻不合格导致的缺陷。TFT的开态电阻增大,则信号写入时Ion电流就减少,当减少到一定程度时会引起像素上的电压低于其他正常像素上的电压。在显示时这种电位差导致的显示姆拉就可以被识别出来。
形成K-姆拉的主要原因是沟道的过刻蚀。沟道是用干法刻蚀形成的,在干刻蚀时由于基台下使用冷却水冷却,会使基台上的温度分布不均,在冷却水管道上方的部分温度会偏低,从而导致刻蚀深度发生偏差,如果偏差过大就会造成姆拉的出现。TFT的接触不均是由于在沟道干刻过程中电极金属长时间与刻蚀气体接触,导致金属表面变质使接触电阻发生变化。另外由于源极、漏极膜的重合度发生偏差也会导致接触面积不均,因此导致电阻发生变化形成姆拉。K-姆拉的TFT特性如图11.17所示。
栅极绝缘膜的厚度不均会导致栅极电容不一致,也会造成引起沟道电压的不均。
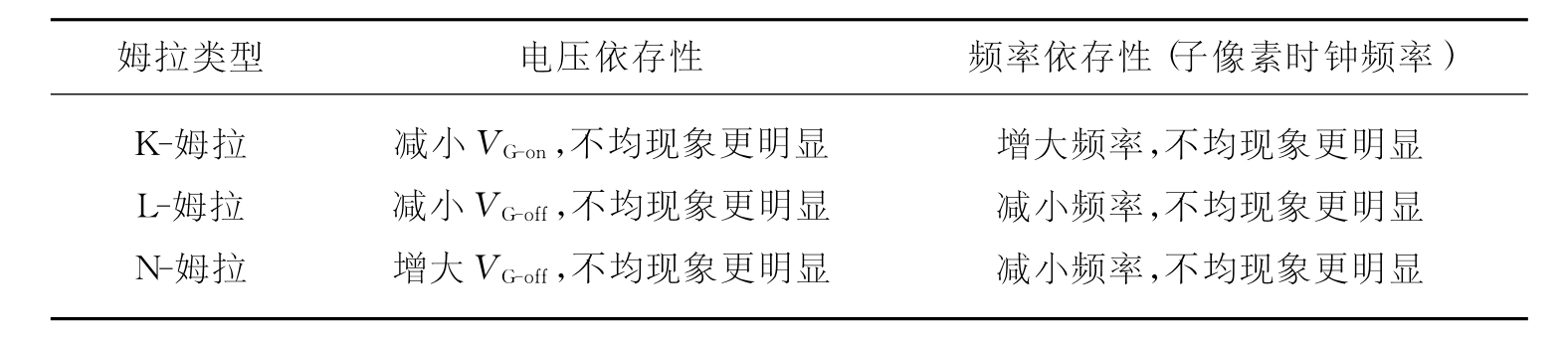
表11.4总结了几种TFT特性缺陷与电压和频率的相关性。
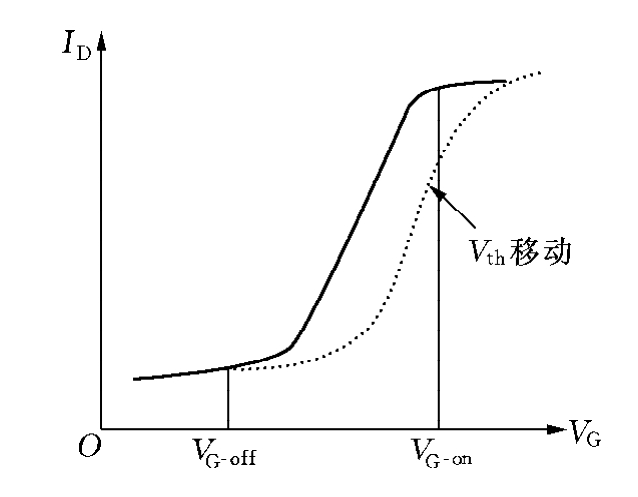
图11.17 K-姆拉的TFT特性
表11.4 TFT特性缺陷对电压和频率的依存性
4.纵带不均的缺陷解析
这种缺陷显示状态如图11.18(a)所示,在黑白中间灰度、R/G/B单色画面下容易被看见,和正常位置相比,这种缺陷显得更黑,并且粗糙。
几乎所有纵带不均的缺陷的显示画面都是一样的,如图11.18(b)所示,无电压依存性。实施样品解剖,显微镜下观察正常位置和异常位置的图形,发现异常位置的D线和G线重合偏差量较大,如图11.19所示,故可推定为由于D-像素的左右寄生电容产生差异而产生纵带不均的现象。
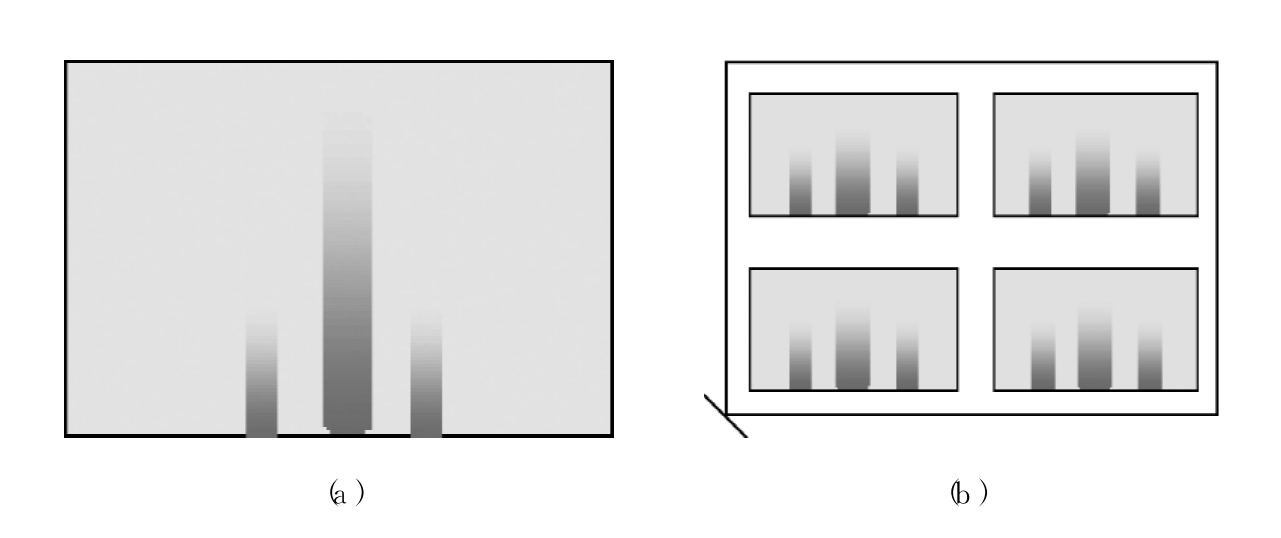
图11.18 纵带不均
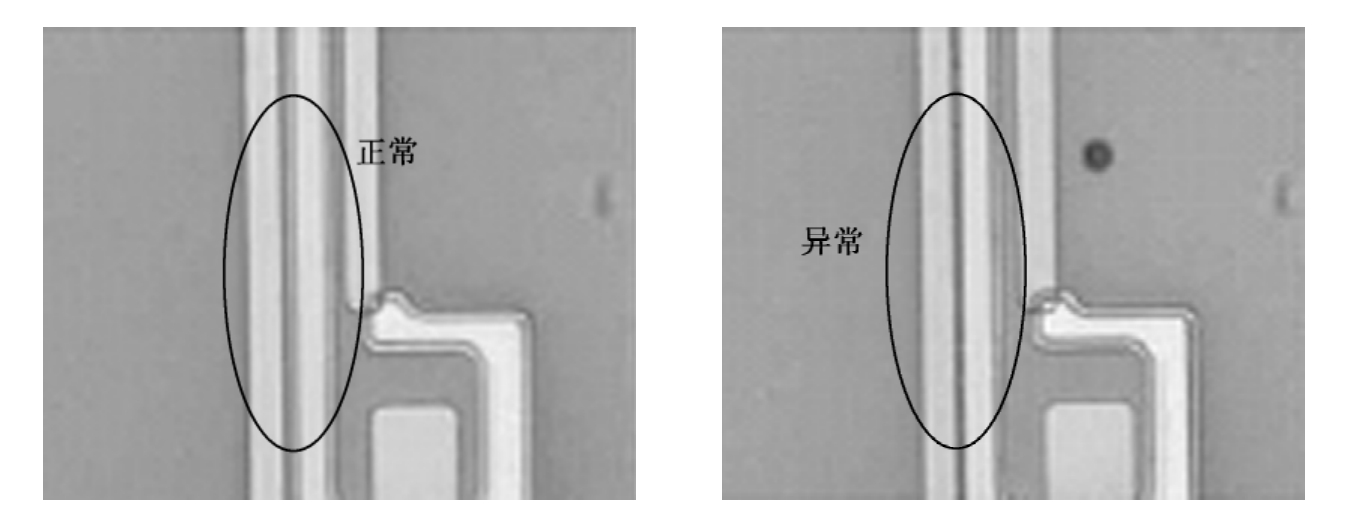
图11.19 D线、G线重合偏差量较大
利用尺寸测定设备测定基板上32个位置的D线、G线重合偏移量,并进行数据统计,得到的结果如图11.20所示,和正常部相比,异常部的偏差更大。
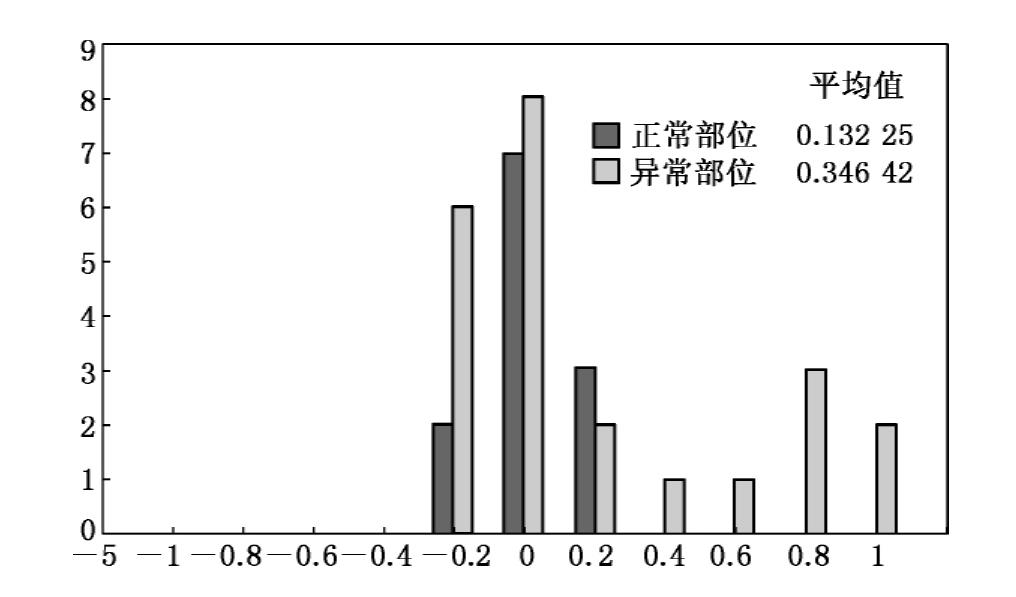
图11.20 测定基板上32个位置的D线、G线重合偏移量
图11.21所示是采用同一台曝光机和采用不同曝光机进行曝光所产生的D线、G线重合偏差的比较。从此图中可明显看出采用同一台曝光机对极栅和漏源电极曝光,可使重合偏差大大减小。因此在工艺安排上进行调整,采用同一台曝光机对极栅和漏源电极进行曝光。工艺调整以后纵带不均现象消失。这说明,产品性能不仅和工艺有关,设备性能的离散性也是产品质量的潜在杀手。
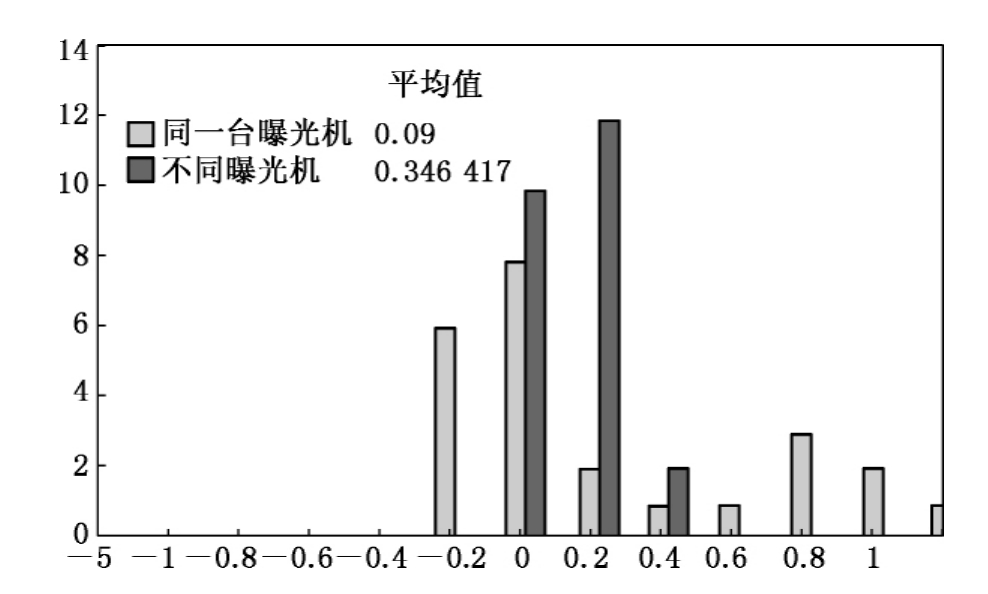
图11.21 不同曝光机对D/G重合偏差的比较
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










