



8.4.1 表面粗糙度代号及其注法
1)表面粗糙度的概念及参数
零件的表面无论如何加工,也不可能做到绝对的平整和光滑。用肉眼看起来非常光滑的表面,放在显微镜下观察,仍然是粗糙不平的,如图8-22所示。这种零件表面上所具有的较小间距的峰、谷所组成的微观几何形状特征,称为表面粗糙度。
表面粗糙度是评定零件表面质量的一项重要技术指标,它对零件的配合、耐磨性、抗腐蚀性、密封性和外观等都有影响。其主要参数为轮廓算术平均偏差Ra,Ra是在取样长度l内,轮廓偏距Z的绝对值的算术平均值,如图8-23所示。

图8-22 表面粗糙度概念
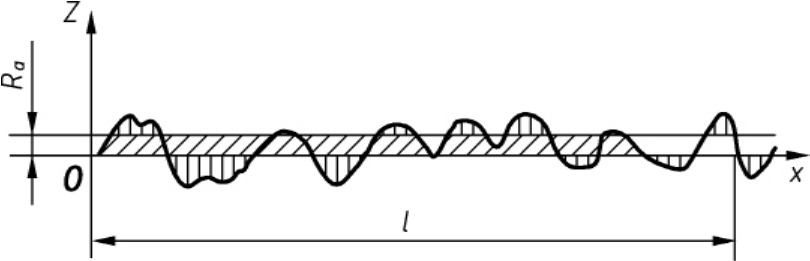
图8-23 表面粗糙度参数
Ra的计算公式为: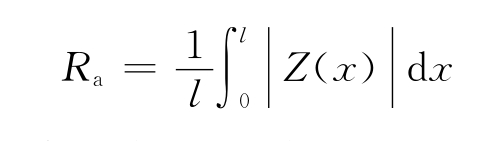
Ra参数值及取样长度l和评定长度ln,见表8-2。
表8-2 Ra及l、ln选用值
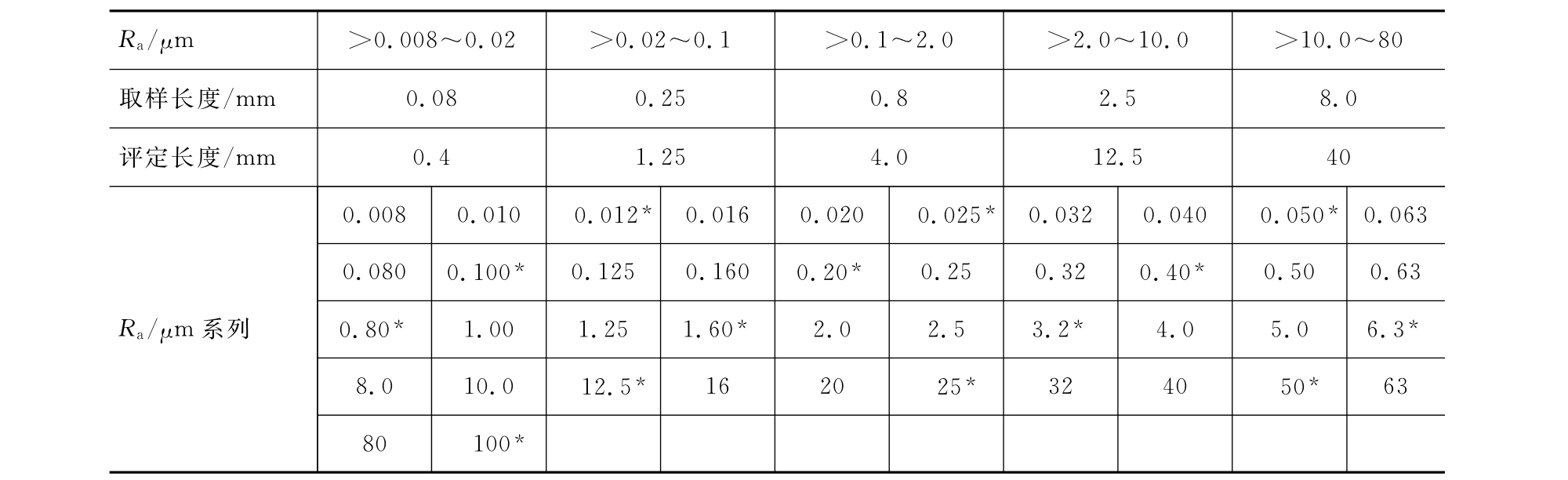
注:①Ra数值中有*号的为第一系列,应优先选用。
②ln是评定轮廓所必需的一段长度,一般为五个取样长度。
表8-3给出常用Ra数值及其相应的加工方法及应用。
表8-3 表面粗糙度数值对应加工方法

2)表面粗糙度符号及代号的意义
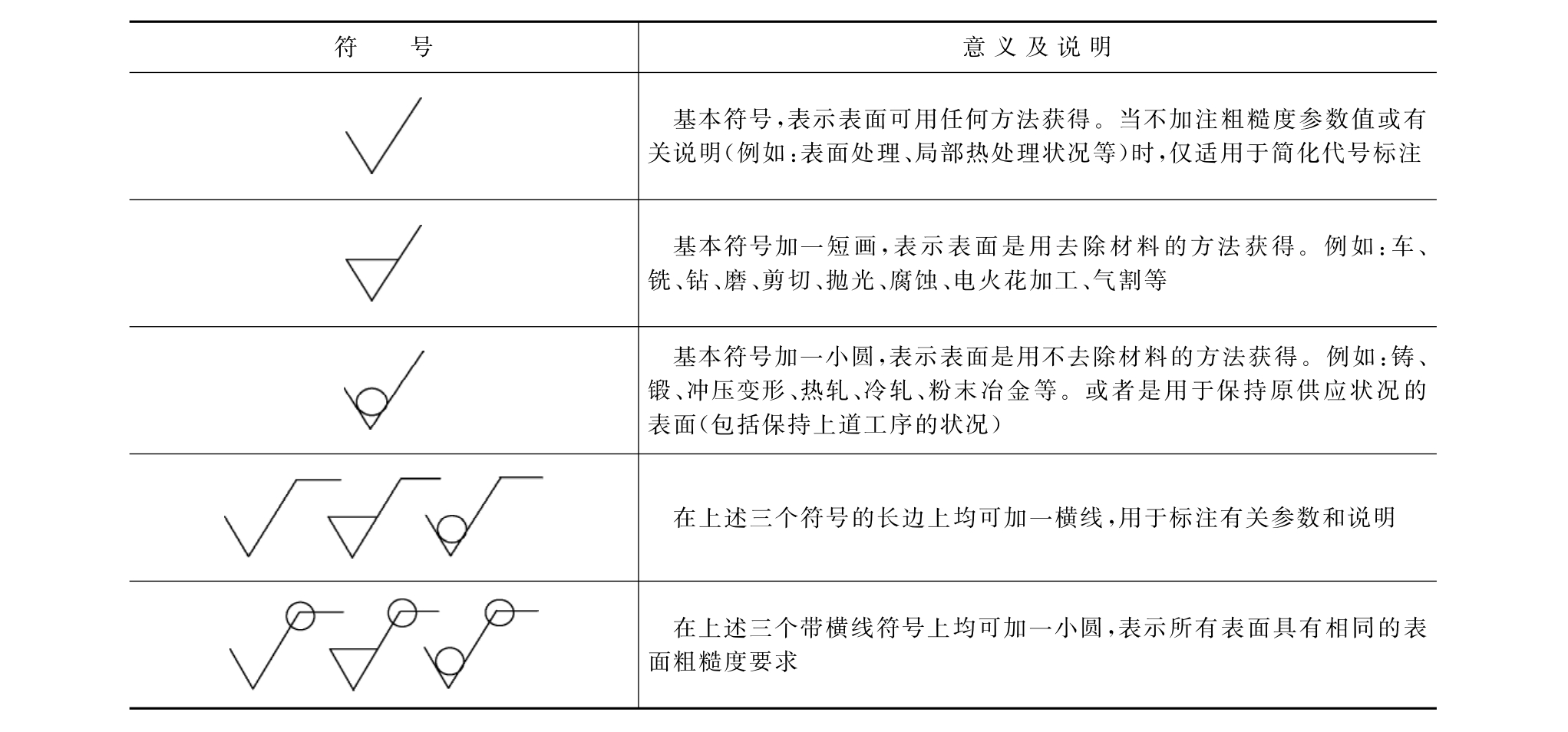
(1)表面粗糙度符号 图样中表示零件表面粗糙度的符号及意义如表8-4。
表8-4 表面粗糙度的符号及意义
(2)表面粗糙度符号画法 表面粗糙度符号的画法见图8-24。
(3)表面粗糙度代号 在表面粗糙度符号中,按功能要求加注一项或几项有关规定后,称表面粗糙度代号。
![]()
图8-24 表面粗糙度符号画法
图中 ,d为图中线宽,h为图中字高
,d为图中线宽,h为图中字高
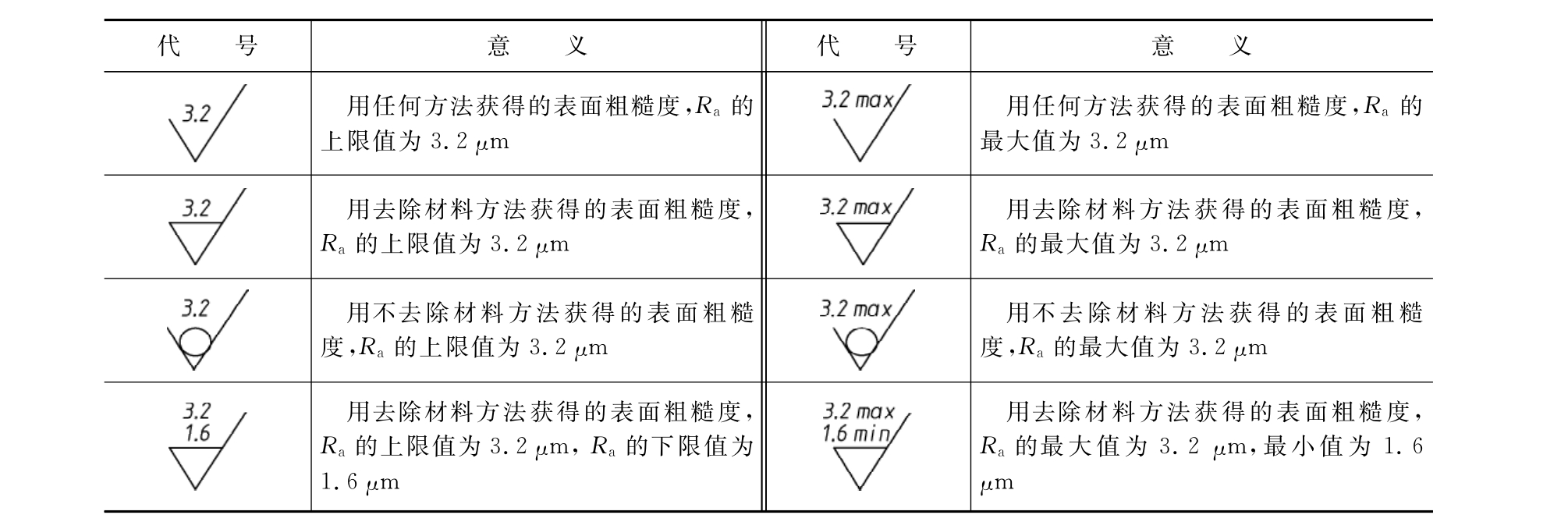
国标规定当在符号中标注一个参数值时,为该表面粗糙度的上限值;当标注两个参数值时,一个为上限值,另一个为下限值;当要表示最大允许值或最小允许值时,应在参数值后加注符号“max”或“min”,见表8-5。
表8-5 Ra的代号及意义代号
(4)表面粗糙度有关内容注写位置 表面粗糙度数值及其有关的规定在符号中注写位置如图8-25所示。
![]()
图8-25 表面粗糙度参数的注写
a1,a2———表面粗糙度参数允许值(μm);
b———标注加工方法、镀涂或其他表面处理;
c———取样长度(mm);
d———加工纹理方向符号;
e———加工余量(mm);
f———粗糙度间距参数值(mm)。
3)表面粗糙度标注方法
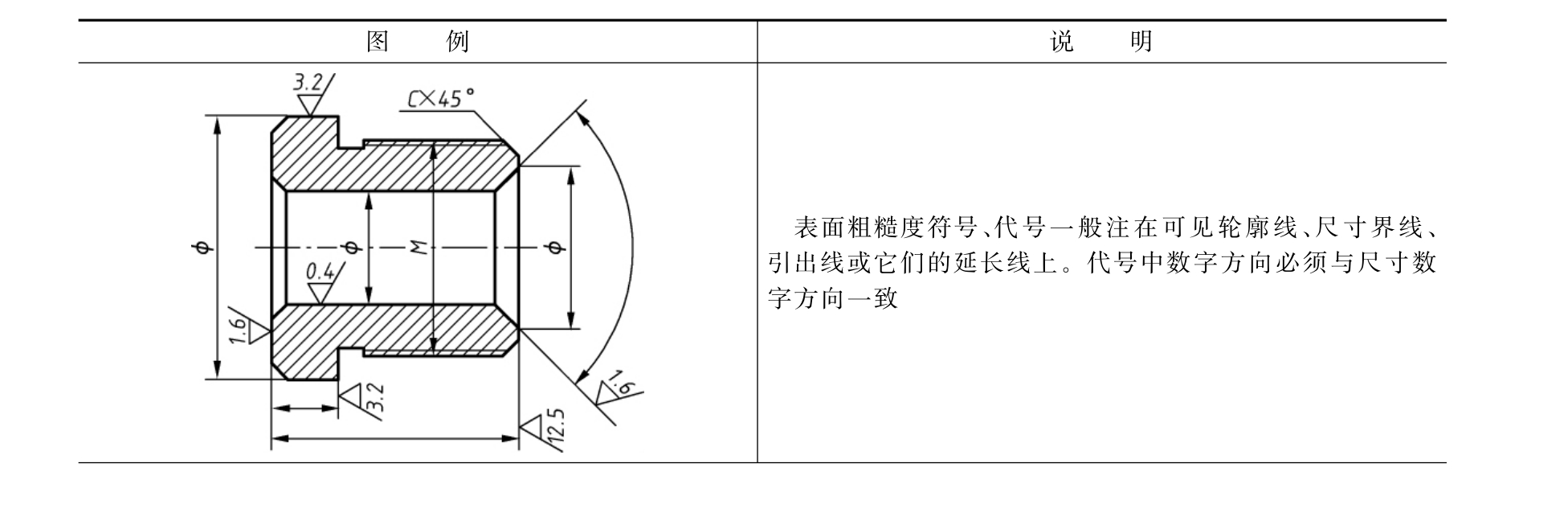
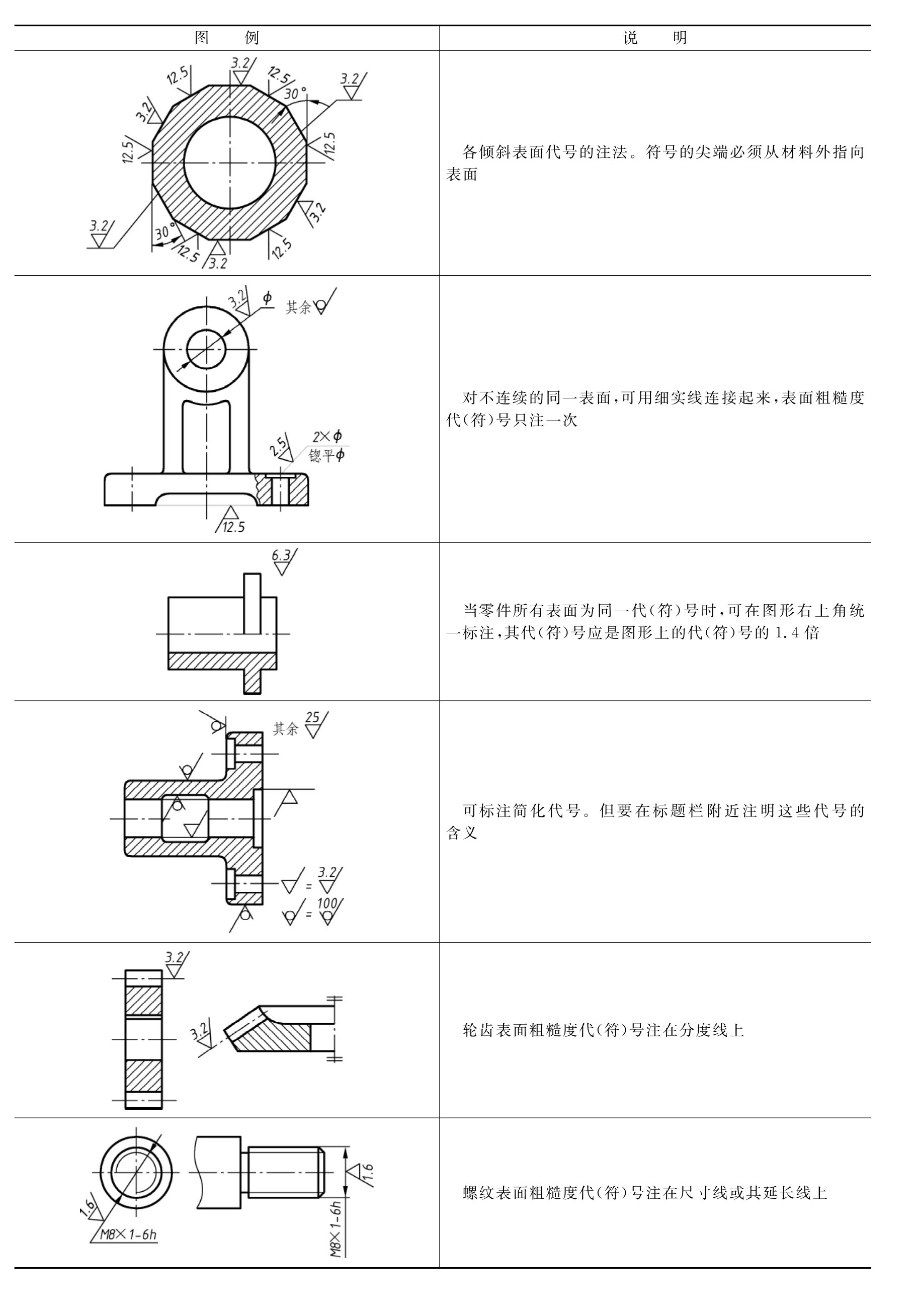
下面表8-6中的图例来说明表面粗糙度的标注方法。
表8-6 粗糙度标注图的标注
续表
4)表面粗糙度参数值的选用
(1)优先选用第一系列。
(2)根据零件与零件的接触状况、配合要求、相对运动速度等来选定。一般情况下,工作表面比非工作表面参数值小,运动表面比静止表面参数值小,可参照表8-7选择。
表8-7 表面状况与Ra选用参数

(3)根据零件加工的经济性来选定。在满足设计或使用要求的前提下,零件表面粗糙度的参数值尽可能大,以降低加工成本。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










