



2.1.3 合金的锻造性及影响成形的因素
合金的锻造性能是一个工艺指标,用来衡量金属材料在塑性成形时获得优质零件的难易程度。锻造性能常用金属的塑性和变形抗力来综合衡量。塑性越好,变形抗力越小,则金属的锻造性能越好,成形越容易;反之,则锻造性能越差,成形越困难。影响合金成形的因素主要有以下几个方面。
1.合金的成分及组织
(1)化学成分 纯金属一般具有良好的锻造性能。碳钢随含碳量的增加,锻造性能逐渐变差,成形变难。合金元素的加入会使锻造性能变差。合金元素的种类、含量越多,则锻造性能越差,成形也越难,特别是加入钨、钼、钒、钛等提高金属的高温强度的元素后。因此,低碳钢成形比中、高碳钢容易,碳素钢成形比合金钢容易。
(2)金属组织 金属内部的组织结构不同,其成形的难易程度有很大差别。纯金属及固溶体容易成形,而碳化物难以成形。铸态柱状晶组织和粗晶结构成形难于细小而又均匀的晶粒结构。
2.变形条件
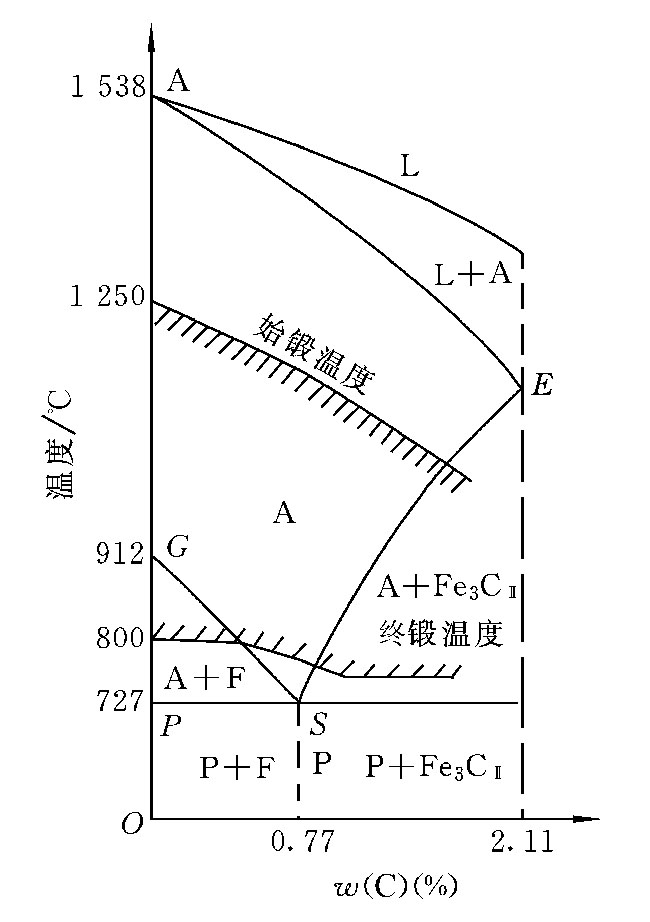
图2-4 碳素钢的锻造温度范围
(1)变形温度 变形温度低,则金属的塑性差,变形抗力大,不但成形困难,而且容易开裂。提高金属变形时的温度,可使原子动能增加,原子间的结合力减弱,使金属塑性提高,变形抗力减小。对碳素钢而言,加热温度超过Fe-C合金状态图的A3线,其组织为单一的奥氏体,滑移面增加,有利于塑性成形。同时,高温下变形后的再结晶过程可及时克服加工硬化。因此,适当提高变形温度对改善金属成形有利。例如45钢在800℃时的σb≈50MPa、δ≈60%,而在1 200℃时的σb≈20MPa、δ≈80%。温度过高会使金属产生氧化、脱碳、过热等缺陷,甚至使成形件产生过烧而报废,所以应严格控制锻造温度范围。
锻造温度范围是指开始锻造温度(始锻温度)与终了锻造温度(终锻温度)之间的温度范围。锻造温度范围的确定以合金状态图为依据。碳素钢的锻造温度范围如图2-4所示,开始锻造温度应比固相线(AE)温度低150~250℃。终了锻造温度为800℃左右,因为亚共析钢在此温度虽处于两相区,但仍具有足够的塑性,变形抗力也不大;对于过共析钢,为了击碎沿晶界分布的网状渗碳体,也应在此温度范围内成形。常用金属材料的锻造温度范围如表2-2所示。
表2-2 常用金属材料的锻造温度范围
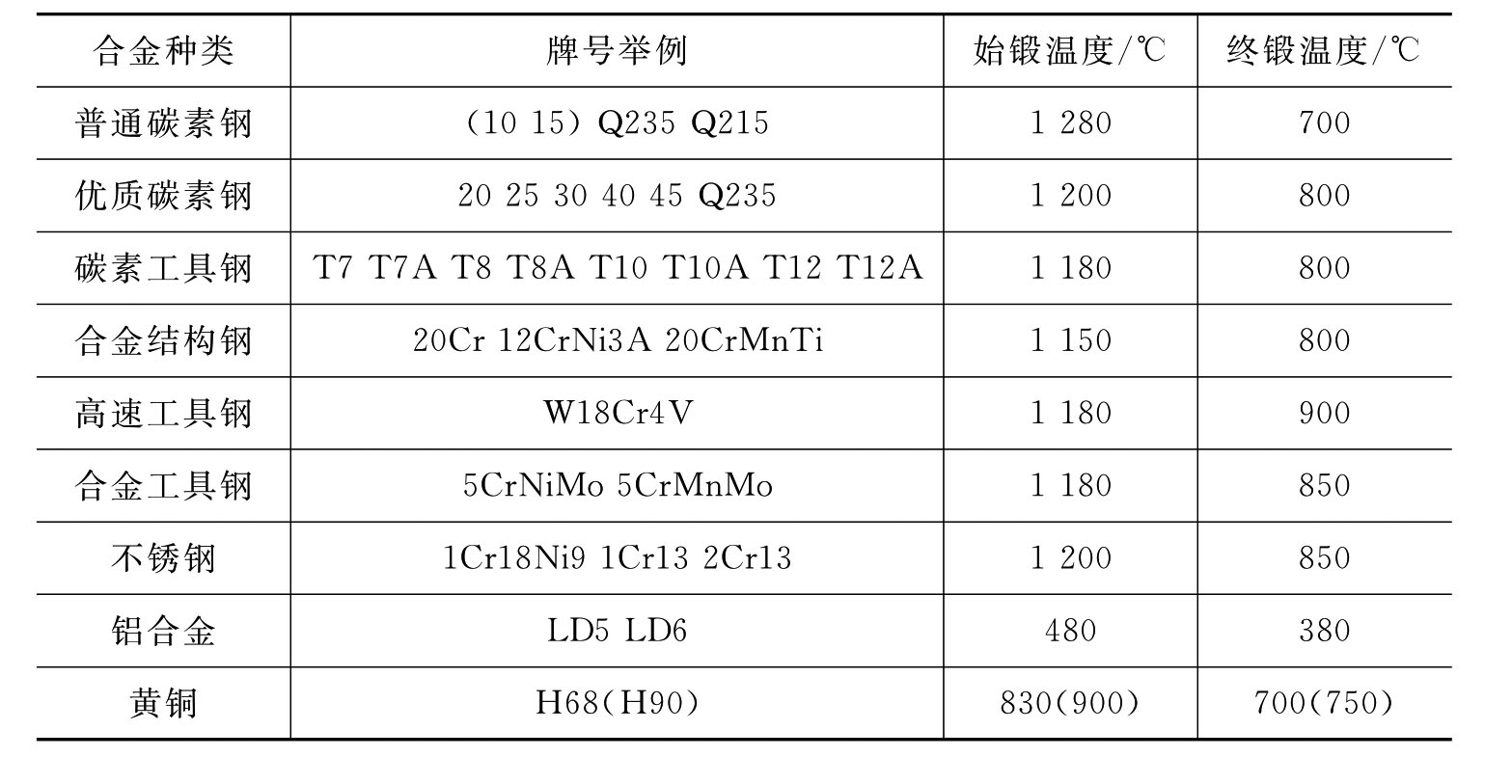

图2-5 变形速度对金属锻造性能的影响
1—变形抗力 2—塑性
(2)变形速度 变形速度是指单位时间内的变形程度。金属热变形时变形速度对锻造性能的影响可用图2-5来说明。曲线左段表明,当变形速度低时,金属的回复和再结晶能够充分进行,塑性高,变形抗力小;随着变形速度的增大,回复和再结晶不能及时消除加工硬化,使金属塑性下降,变形抗力增加,锻造性能变差,成形困难。曲线右段表明,当超过临界变形速度vK时,消耗于塑性变形的能量部分转化为热能,使金属的温度升高(称为热效应),塑性提高、变形抗力减小,锻造性能得到改善,成形反而容易进行。但除高速锤锻造和高能成形外,常用的成形设备不可能超过临界变形速度。所以,塑性差的高合金钢、高碳钢或大型锻件采用变形速度较小的压力机进行锻造时产生袭纹的倾向,比用锻锤进行锻造时小。
(3)应力状态 金属的变形方式不同,各个方向上承受应力的情况不同,所呈现的塑性和变形抗力也不相同。例如,同一金属在挤压时三向受压(见图2-6a),显示出较大的变形抗力和较高的塑性;而在拉伸时一向受拉、两向受压(见图2-6b),与挤压相比,则显示出较小的变形抗力和较低的塑性。这是由于拉应力容易导致滑移面分离,同时易导致缺陷产生应力集中,促使裂纹产生和发展,造成材料破坏。压应力在这方面的作用与拉应力相反,它会增加金属变形时的内部摩擦使变形抗力增大。因此,工件在塑性成形时,三个方向上承受的拉应力数目越多,则塑性越差;三个方向上承受的压应力数目越多,则塑性越好。但三个方向受压时由于变形抗力增大,需要相应地增加加工设备的吨位。
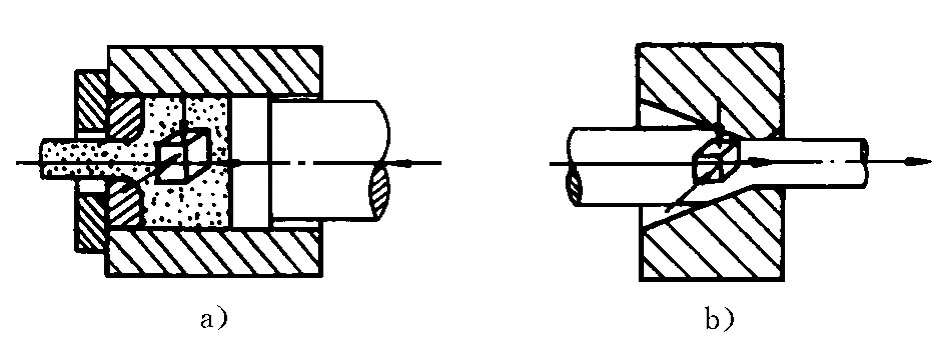
图2-6 金属变形时的应力状态
a)挤压 b)拉拔
(4)坯料表面质量 坯料的表面质量对塑性有很大影响,冷变形和高合金钢锻造时影响尤为显著。表面粗糙或有划痕、微裂纹、粗大夹杂都会在变形过程中产生应力集中,使得缺陷扩展甚至使得金属开裂。因此,塑性成形前应对坯料表面进行清理,消除缺陷,有时甚至需要进行表面预切削,去掉坯料的表层金属。
综上所述,影响合金成形的因素既有内因又有外因,因此,在塑性成形过程中应充分发挥金属的内因优势,创造出最有利的外因环境,从而达到在生产出优质产品的同时,降低设备吨位,减少能耗,降低生产成本的目的。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











