



4.1.1 工程塑料的成形
4.1.1.1 塑料的组成
塑料通常由树脂和添加剂两部分物质组成。具有良好性能、应用于工程技术领域的塑料称为工程塑料(engineering plastic)。
1.树脂
树脂(resin)是指在受热时可以软化和熔融,并在外力作用下可以流动或有流动倾向的高聚物(polymer)。树脂是决定塑料性能和使用范围的主要组成物,在塑料中起粘结作用,将其他添加剂粘结成一个整体。
2.添加剂
添加剂(vulcanizate)是指为了改变塑料的某些性能而特意加入的物质。常见的添加剂有:填料(又称添充剂)、增塑剂、稳定剂、润滑剂、固化剂(又称硬化剂或交联剂)、抗静电剂、着色剂等。其中填料是塑料的重要组成部分,其作用是调节塑料的物理、化学性能,提高强度,扩大使用范围,同时还减少合成树脂的相对用量,降低塑料的成本。增塑剂的主要作用是提高树脂的可塑性。加入增塑剂后,在大分子链间存在着低分子物质,削弱了大分子之间的作用力,从而降低了塑料的软化温度,提高了塑性、韧性和弹性,降低了塑料的硬脆性;但不足之处在于使塑料的强度和耐热性降低。稳定剂又称为防老化剂。加入稳定剂能削弱外界因素对高聚物的老化作用,加强大分子链结构的稳定性。润滑剂的作用主要是在塑料加工成形时,方便脱模,保证制品表面光洁。固化剂的主要作用是将热塑性的线型高聚物,在加热成形时交联成网体型高聚物并固结硬化。抗静电剂可消除静电的有害作用。着色剂常用于装饰塑料制品。
4.1.1.2 塑料制件的成形
1.注射成形
注射成形(injection-forming)又叫注塑成形。这种方法主要用于热塑性塑料和部分流动性好的热固性塑料制品的成形,可生产形状复杂、尺寸精确、壁薄和带金属嵌件的大、中、小型零件(从几克到几千克、几十千克)。注塑成形具有生产周期短、生产效率高、易于实现自动化生产和适应性强等特点。此外,注射成形制品的一致性较好,几乎不需要进一步加工。
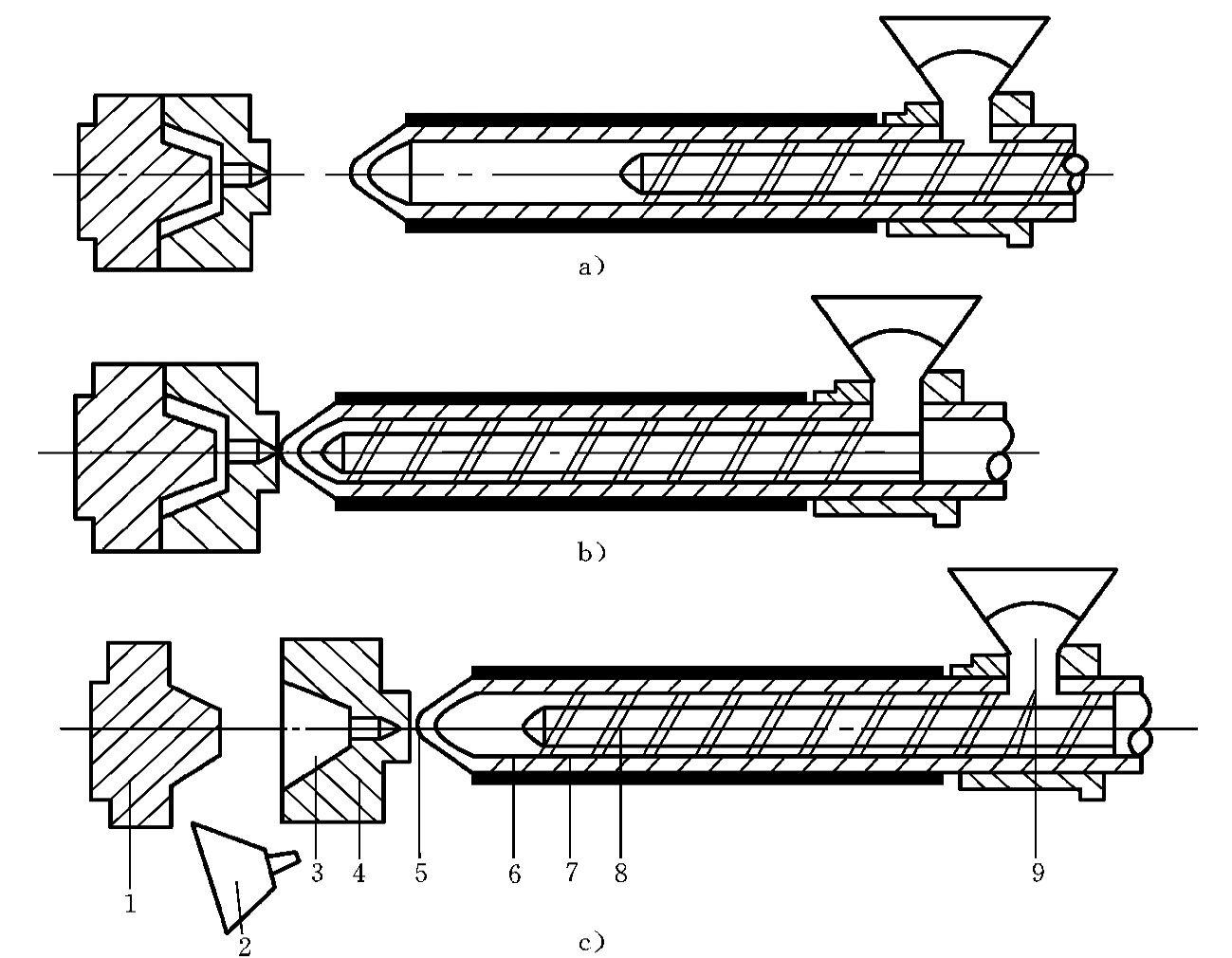
图4-1 注塑生产示意图
a)螺杆后退,物料自料斗进入机筒被熔融塑化,同时模具闭合
b)螺杆前进,把熔料注入模腔中 c)螺杆后退,模具打开,制品脱出
1—模具 2—制品 3—模腔 4—模具 5—喷嘴 6—加热套 7—机筒 8—螺杆 9—料斗
注塑机是注塑加工的主要设备,按外形可分为立式、卧式、直角式;按注射方式可分为往复螺杆式、柱塞式,以往复螺杆式用得最多。注塑机除了液压传动系统和自动控制系统外,主要由料斗、料筒、加热器、喷嘴、模具和螺杆构成。将颗粒状或粉状塑料原料倒入料斗内,在重力和螺旋推送下,原料进入料筒后,在料筒中被加热至流动状态,然后使熔融物料以高压高速经喷嘴注射到设计好的闭合模具内,经一定时间完成冷却、定形、固化成形、开启模具、取出制品等步骤。图4-1为注塑生产示意图。
注塑工艺过程包括:成形前的准备、注射过程、后处理等。
成形前的准备包括原料检验、原料的染色和造粒、原料的预热及干燥、嵌件的预热和安放、试模、清洗料筒和试车等。
注射过程包括加料、塑化、注射、冷却和脱模等工序。在注射过程中,熔体被柱塞或螺杆推挤至料筒前端并注入模具,当熔体在模具中冷却收缩时,柱塞或螺杆继续保持加压状态,迫使浇口和喷嘴附近的熔体不断补充进入模具中(补塑),使模腔中的塑料能形成形状完整而致密的制品,这一阶段称为“保压”。卸除料筒内塑料上的压力,同时通入水、油或空气等冷却介质,进一步冷却模具,这一阶段称为“冷却”。制品冷却到一定温度后,即可用人工或机械脱模。
制品的后处理主要指退火处理和调湿处理。退火处理就是把制品放在恒温的液体介质或热空气循环箱中静置一段时间。退火温度一般高于制品的使用温度10~20℃,低于塑料热变形温度10~20℃;退火时间则视制品厚度而定。退火后使制品缓冷至室温。调湿处理是让制品在一定的湿度环境中吸收一定的水分,使其尺寸稳定下来,以免在使用过程中因吸水而发生变形。
2.挤出成形
挤出成形(extrusion-forming)又称挤塑成形,是一种利用挤出机把热塑性塑料连续加工成各种截面形状制品的方法。这种方法主要用来生产塑料板材、管材、棒材、薄膜、丝、型材、涂层制品等。目前,挤塑制品占热塑性塑料制品的40%~50%。此外,挤塑方法还用于某些热固性塑料以及其他材料的复合材料。挤塑方法具有生产率高、用途广、适应性强、设备成本低以及浇口、浇道和毛边等废料损耗少等特点。
挤出成形的主要设备包括挤出机、机头和口模、定形冷却装置、牵引系统及切割设备等。

图4-2 卧式单螺杆挤出机结构示意图
1—塑料颗粒 2—料斗 3—螺杆 4—冷却器 5—料筒 6—加热器 7—滤板 8—口模 9—动力部分
常用的卧式单螺杆挤出机结构如图4-2所示。挤出成形的工艺过程如下:塑料颗粒1盛于料斗2中,借助螺杆3的作用将塑料从料筒5的左端推向右端,并且愈压愈紧。通过加热器6加热以及螺杆旋转时塑料与料筒及螺杆之间产生的剪切摩擦热,使塑料呈熔融流动状态。加热器外侧用冷却器4冷却。滤板7的作用在于使塑料沿螺杆方向形成压力,并使塑料塑化均匀,同时使塑料由带旋转的流动变成平直流动,有时加上滤网用以增强效果。对流动性差的塑料可以不用滤网。口模8是决定制品截面形状的模具。9为动力部分。当螺杆转动时,连续地从口模挤出制品。从口模挤出的制品经定形冷却并由牵引机牵引与卷曲。牵引机的速度须与挤出速度匹配,最后按所需长度一段一段地进行切割。
挤出成形工艺过程包括:物料的干燥、成形、制品的成形与冷却、制品的牵引与卷曲(或切割),有时还包括制品的后处理等。
(1)原料干燥 原料中的水分会使制品出现气泡、表面晦暗等缺陷,还会降低制品的物理和力学性能等,因此使用前应对原料进行干燥处理。通常水分的质量分数应控制在0.5%以下。
(2)挤出成形 当挤出机加热到预定温度后即可加料。开始挤出的制品外观和质量都很差,应及时调整工艺条件,当制品质量达到要求后即可正常生产。
(3)制品的定形与冷却 定形与冷却往往是同时进行的,在挤出管材和各种型材时需要有定形工艺,挤出薄膜、单丝、线缆包覆物时,则不需此工艺。
(4)牵引(拉伸)和后处理 常用的牵引挤出管材设备有滚轮式和履带式两种。牵引时,要求牵引速度和挤出速度相匹配,均匀稳定。一般应使牵引速度稍大于挤出速度,以消除物料从离模膨胀所引起的尺寸变化,并对制品进行适当拉伸。
3.压制成形
压制成形(pressing-forming)也称压塑成形,它主要用于热固性塑料的生产。有些熔融温度极高,几乎没有流动性的热塑性材料(如聚四氟乙烯),也采用这种压制的方法成形。
压制成形有模压法和层压法两种,如图4-3所示。模压法是将粉末状或片状压缩料(树脂和添加剂混合物)置于金属模具中加热加压,物料在加热条件下软化呈可塑状态,在压力作用下填充金属型腔各处;在继续加热的过程中,树脂与固化剂产生交联反应而固化,经一段时间,固化成具有一定形状的制品。物料完全固化后,开启模具将其取出,经修边、抛光等加工制成符合要求的制品。层压法是以纸张、棉布、玻璃布等片状材料,在树脂中浸渍,然后一张一张叠放成所需的厚度,放在层压机上加热加压,经一段时间后,树脂固化,相互粘结成形。
压制成形设备简单(主要设备是液压机)、工艺成熟,是最早出现的塑料成形方法。它不需要流道与浇口,物料损失少,制品尺寸范围宽,可压制较大的制品,但成形周期长,生产效率低,较难实现现代化生产。对形状复杂、加强肋密集、金属嵌件多的制品不易成形。

图4-3 压制成形示意图
a)模压机及模具 b)层压制品
1,14—上模板 2—上模 3—导合钉 4—支柱 5—下模 6,12—下模板 7—柱塞8—物料 9—模腔 10—帆布石棉垫布 11—高聚物层 13—不锈钢或其他垫板
4.浇注成形
浇注成形(casting)工艺与金属型铸造相似。此法可用于热固性塑料,也可用于热塑性塑料。其工艺过程是在液体状态的树脂中加入适量的固化剂和其他添加剂,将物料混合均匀后,在液态下浇入模具中,使物料在常压或低压以及常温或一般温度下通过化学反应逐渐固化成形而获得具有一定力学性能的制品。这种方法设备简单、成本低、工艺简单、可用来生产体积较大的构件,但生产效率低,产品形状受到限制。
5.吹塑成形
吹塑成形也称中空成形,属于塑料的二次加工。吹塑成形是把熔融状态的塑料坯料置于模具内,用压缩空气将此坯料吹胀,使之紧贴着模壁的内侧成形而获得中空制品的成形方法。目前广泛采用的是挤压吹塑法,所用模具多数采用对半分开的形式。其成形过程如图4-4所示,先将挤出机挤出的适当大小的坯料置于分开的模具中,如图4-4a所示;然后闭合模具并通入压缩气体,这时还具有良好塑性的坯料被吹胀而紧贴于模壁,如图4-4b所示;待冷却后打开模具,即得中空制品,如图4-4c所示。吹塑成形一般用于成形中空、薄壁的制品,如瓶、筒、罐、化学品包装容器、轿车油箱、轿车暖风通道及儿童玩具等。
6.真空成形
真空成形(vacuum-forming)也称吸塑成形。成形时将热塑性板材、片材夹持起来,固定在模具上,用辐射加热器加热至软化温度时,抽去板材和模具之间的空气,在大气压力作用下,板材拉伸变形,贴合到模具表面,冷却后即得所需制品。真空成形法主要用于成形杯、盘、箱壳、盒、盖等薄壁敞口容器制品,如一次性饭盒、药品包装、钮扣、电池包装。较厚的板材还可以成形冰箱的内胆等大件制品。其工艺过程如图4-5所示。

图4-4 吹塑成形
a)放置型坯 b)吹压缩空气 c)打开模具
1—模具 2—型坯 3—压缩空气 4—制品

图4-5 真空成形工艺过程
a)加热 b)抽真空 c)吹压缩空气
真空成形的特点是对模具材料的加工要求低,单件、小批生产时可用硬木、高强度石膏(内含质量分数为10%~30%的水泥)和塑料制模,大量生产时多用铝合金制模。其缺点是制品厚度不太均匀,不能制造形状复杂的制品。
7.缠绕成形
缠绕成形(writhe-forming)是用连续的纤维(或织物)作为增强材料,浸以树脂,在相当于制品形状的可折式芯模上作有规律性的缠绕,然后对其加热固化,脱模后得到制品的成形方法。缠绕成形主要用来制造圆筒形、球形、管形、盒形或异形旋转体的纤维增强塑料制品。
除以上成形方法外,塑料的成形工艺还有发泡成形、滚塑成形、反应注射成形等,这里不一一作介绍。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











