



8.5.2 极限与配合
1.极限与配合的基本概念
1)零件的互换性
在生产实践中,相同规格的一批零件,任取其中的一个,不经挑选和修配,就能合适地装到机器中去,并能满足机器性能的要求,零件具有的这种性质称为互换性。零件具有互换性,既能进行高效率的专业化大规模生产,提高产品质量,降低成本,又能实现各生产部门的横向协作。
2)尺寸公差
为保证零件的互换性,必须将零件的尺寸控制在允许变动的范围内,这个允许的尺寸变动量称为尺寸公差。尺寸公差的相关规定见GB/T 4458.5—2003《机械制图 尺寸公差与配合注法》。
3)极限与配合的术语和定义(GB/T 1800.1—2009)
(1)公称尺寸 由图样规范确定的理想形状要素的尺寸。
(2)实际尺寸 对成品零件中某一孔或轴,通过测量获得的尺寸。
(3)极限尺寸 允许零件实际尺寸变化的极限值。包括:上极限尺寸——允许的最大尺寸;下极限尺寸——允许的最小尺寸。
(4)零线 在极限与配合图解中,表示公称尺寸的一条直线,如图8.31所示。
(5)极限偏差 极限尺寸减去公称尺寸所得代数差,即上极限尺寸和下极限尺寸减公称尺寸所得的代数差,分别为上极限偏差和下极限偏差,统称极限偏差。孔的上、下极限偏差分别用大写字母ES和EI表示,轴的上、下极限偏差分别用小写字母es和ei表示。
上极限偏差(ES、es)=上极限尺寸-公称尺寸
下极限偏差(EI、ei)=下极限尺寸-公称尺寸
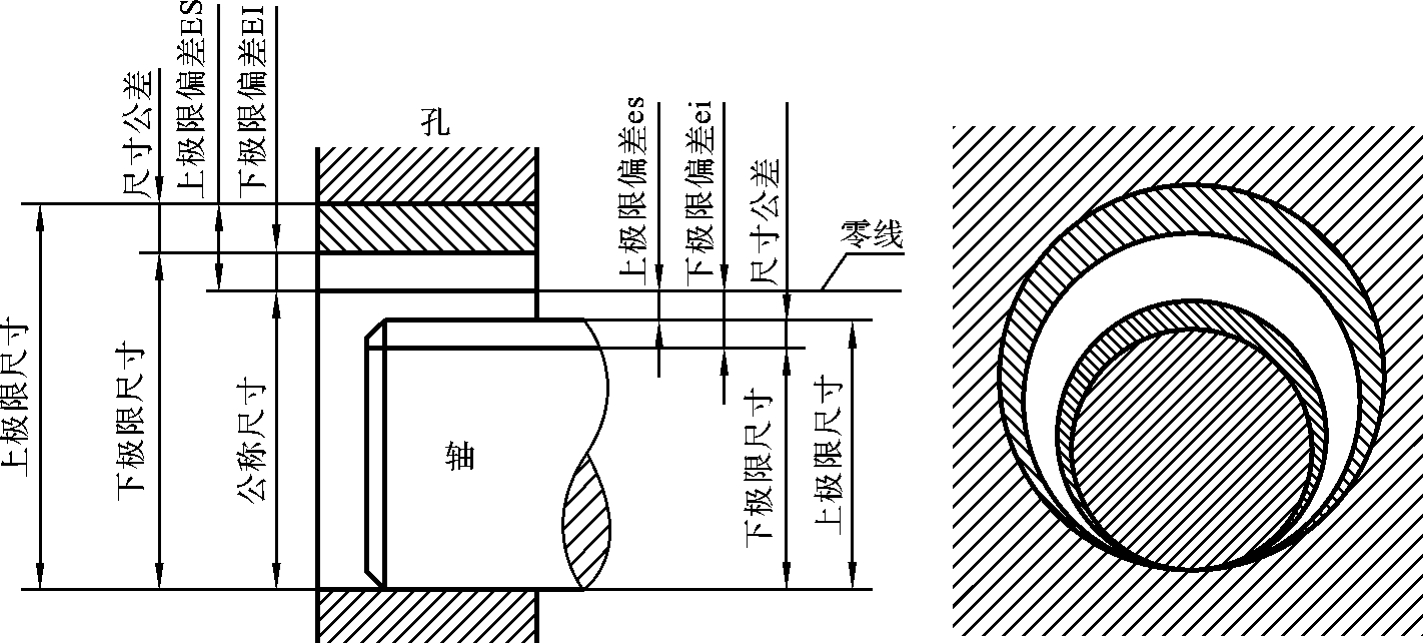
图8.31 极限与配合术语
(6)尺寸公差(简称公差) 允许尺寸的变动量,即上极限尺寸减下极限尺寸,也等于上极限偏差减下极限偏差所得的代数差。尺寸公差恒为正。
尺寸公差=上极限尺寸-下极限尺寸=上极限偏差-下极限偏差
(7)公差带、公差带图 公差带是表示公差大小和相对零线位置的一个区域。为简化起见,一般只画出上、下极限偏差围成的矩形框简图,称为公差带图,如图8.32(b)所示。
由图8.32中的标注得知
公称尺寸=φ16
上极限偏差(es)=-0.006mm, 下极限偏差(ei)=-0.024mm
上极限尺寸=公称尺寸+上极限偏差=16+(-0.006)=15.994mm
下极限尺寸=公称尺寸+下极限偏差=16+(-0.024)=15.976mm
可算出:
尺寸公差=上极限偏差一下极限偏差=(-0.006)-(-0.024)=0.018mm
(8)极限制 经标准化的公差与偏差制度,称为极限制。
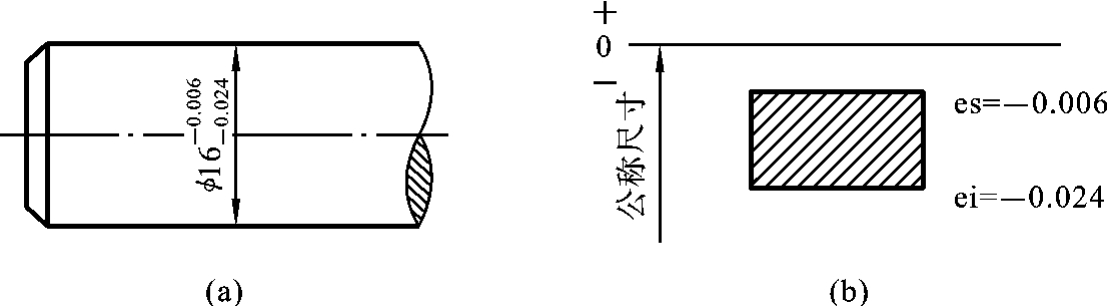
图8.32 轴的尺寸公差及公差带图
2.标准公差与基本偏差
为了便于生产,并满足不同使用需求,GB/T 1800.1—2009《产品几何技术规范(GPS) 极限与配合 第1部分:公差、偏差和配合的基础》规定:孔、轴公差带由标准公差和基本偏差两个要素组成。标准公差确定公差带的大小,基本偏差确定公差带的位置,如图8.33所示。
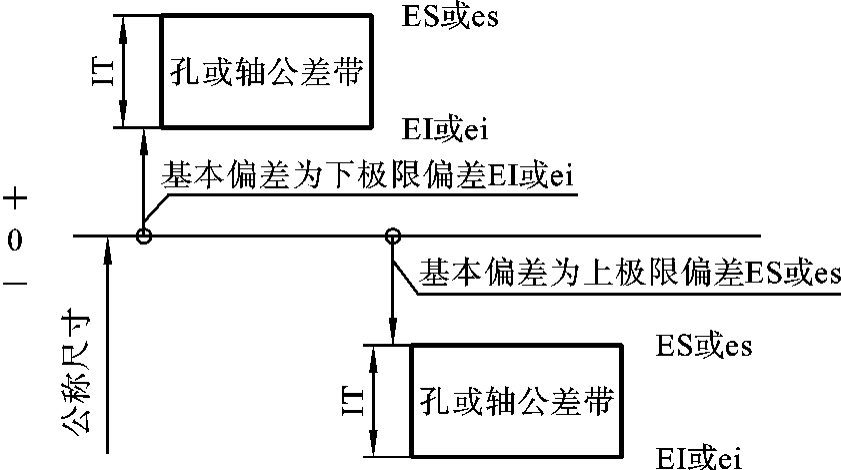
图8.33 公差带大小及位置
1)标准公差(IT)
标准公差是GB/T 1800.1—2009极限与配合制中所规定的任一公差。标准公差的数值由公称尺寸和公差等级来确定,其中公差等级确定尺寸的精确程度。标准公差顺次分为20个等级,即IT01、IT0、IT1~IT18。IT表示公差,数字表示公差等级。IT01公差值最小,精度最高;IT18公差值最大,精度最低。在20个标准公差等级中,IT01~IT12用于配合尺寸。各级标准公差的数值可查阅相关手册。
2)基本偏差
基本偏差是GB/T 1800.1—2009极限与配合制中,确定公差带相对零线位置的上极限偏差或下极限偏差,一般是指孔和轴的公差带中靠近零线的那个偏差。当公差带在零线的上方时,本基偏差为下极限偏差;反之则为上极限偏差,如图8.34所示。基本偏差代号:对孔用大写字母A,B,…,ZC表示,对轴用小写字母a,b,…,zc表示。
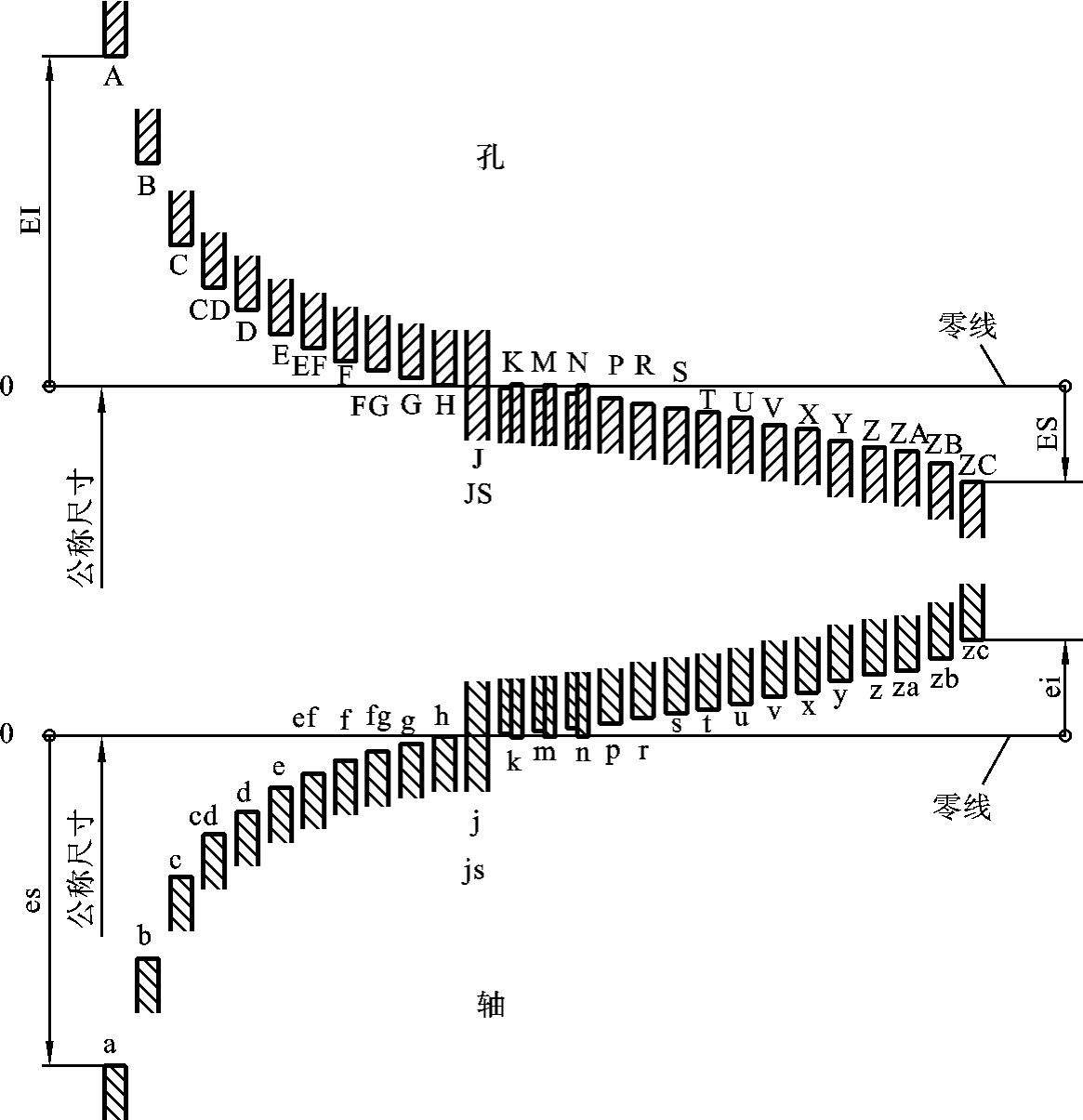
图8.34 基本偏差系列示意图
GB/T 1800.1—2009对孔和轴各规定了28个基本偏差,如图8.34所示。其中A~H(a~h)用于间隙配合;J~ZC(j~zc)用于过渡配合和过盈配合。从基本偏差系列图中可以看到:孔的基本偏差A~H为下极限偏差,J~ZC为上极限偏差;轴的基本偏差a~h为上极限偏差;j~zc为下极限偏差;JS和js没有基本偏差,其上、下极限偏差相对零线对称,孔和轴的上、下极限偏差分别都是+IT/2、-IT/2。基本偏差系列示意图只表示公差带的位置,不表示公差带的大小,因此,公差的一端是开口的,公差的另一端由标准公差限定。
如果基本偏差和标准公差等级确定了,那么孔和轴的公差带位置和大小就确定了,这时它们的配合类别也就确定了。
根据尺寸公差的定义,基本偏差和标准公差有以下计算公式:
ES=EI+IT或EI=ES-IT
ei=es-IT或es=ei+IT
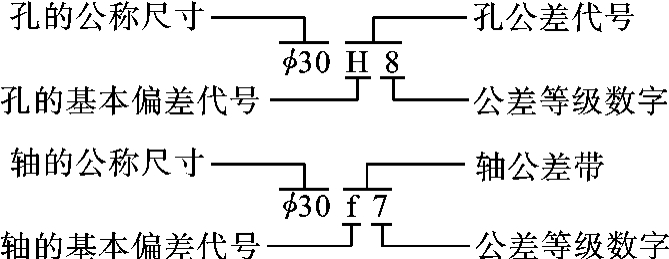
孔和轴的公差代号由基本偏差代号与公差等级数字共同表示。例如:
3.配合
公称尺寸相同的、相互结合的孔与轴公差带之间的关系称为配合。
1)配合的种类
按照使用孔、轴间配合的松紧要求,配合分为三类:间隙配合、过渡配合和过盈配合,如图8.35所示。
(1)间隙配合 孔与轴装配结果产生间隙(包括间隙量为0)的配合。这种配合,孔公差带在轴公差带上方。
(2)过盈配合 孔与轴装配结果产生过盈(包括过盈量为0)的配合。这种配合,孔公差带在轴公差带下方。
(3)过渡配合 孔与轴装配结果可能产生间隙,也可能产生过盈的配合。这种配合,孔与轴公差带有重合部分。
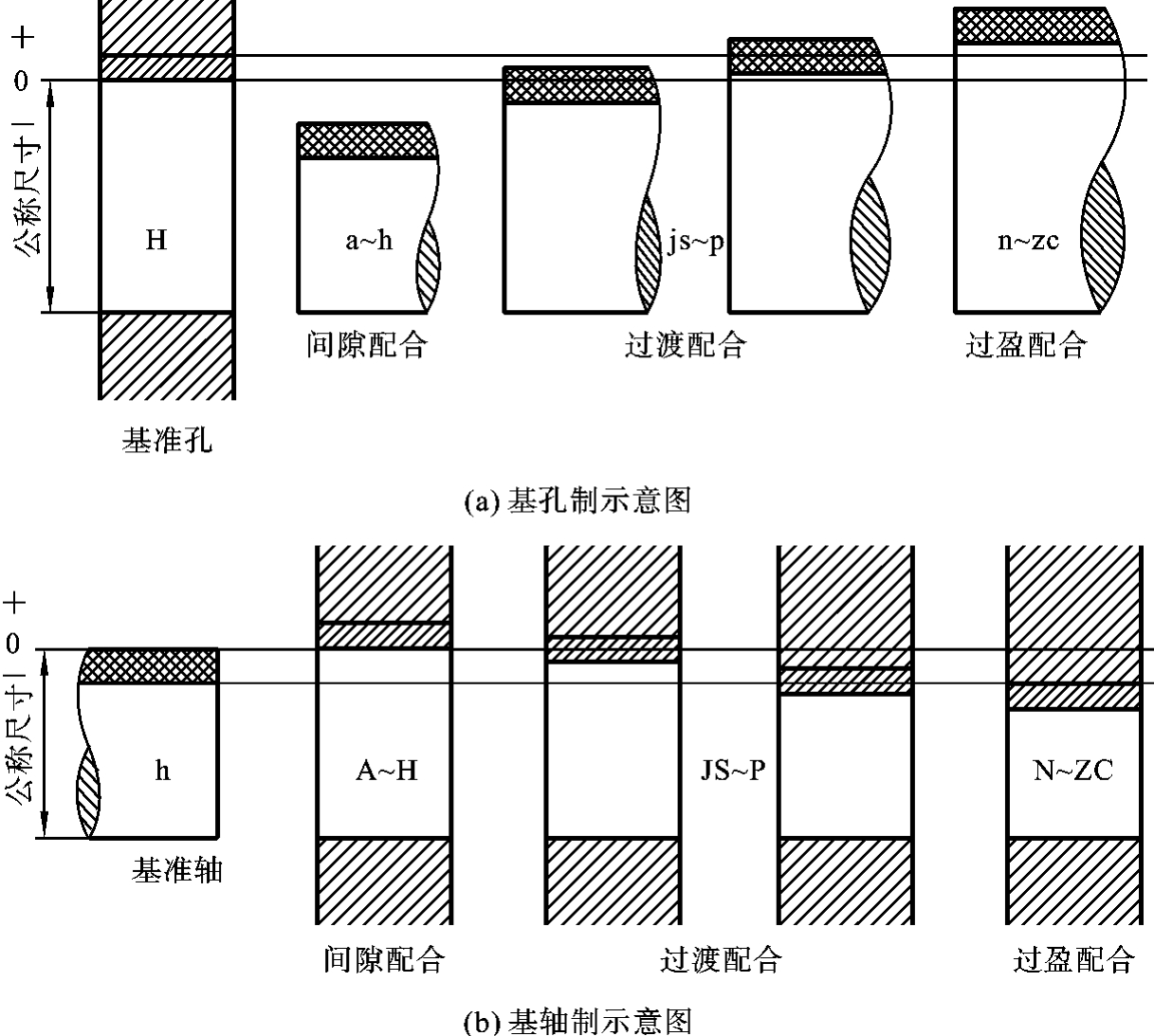
图8.35 基准制配合的示意图
2)配合制
根据生产实际需要,GB/T 1800.1—2009规定了两种配合制:基孔制配合与基轴制配合。两种基准制都有三种类型的配合,基孔制的三种配合公差带示意图如图8.36所示。
(1)基孔制 基本偏差为一定的孔公差带,与不同基本偏差的轴公差带形成各种配合的制度,称为基孔制。基孔制的孔为基准孔,基本偏差代号为“H”,其下极限偏差为零。
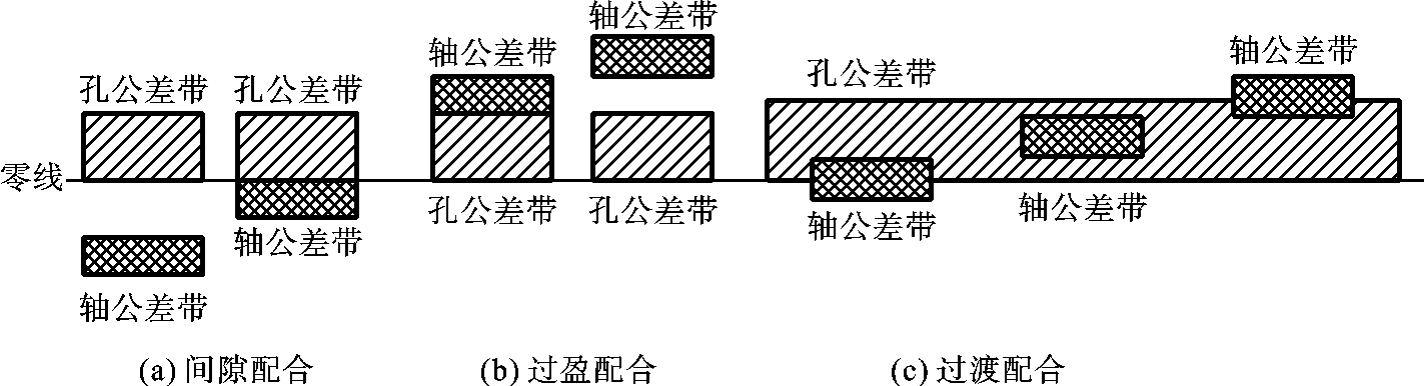
图8.36 基孔制三类配合的公差带
(2)基轴制 基本偏差为一定的轴的公差带,与不同基本偏差的孔公差带形成各种配合的制度,称为基轴制。基轴制的轴称为基准轴,基本偏差代号为“h”,其上极限偏差为零。
一般情况下,应优先采用基孔制,这样既方便加工制造,又可缩减所用定直径的刀具、量具的数量,比较经济合理。
(3)配合代号 配合代号由孔和轴的公差带代号组合而成,写成分数形式,分子为孔的公差带代号,分母为轴的公差带代号。若分子中孔的基本偏差代号为“H”时,表示该配合为基孔制;若分母中轴的基本偏差代号为“h”时,表示该配合为基轴制。当轴与孔的基本偏差同为h(H)时,根据基孔制优先的原则,一般应首先考虑为基孔制。
例如,代号φ30 的含义是相互配合的轴与孔公称尺寸为“φ30”,基孔制配合制度,孔为标准公差“IT7”级的基准孔,与其配合的轴基本偏差为“h”,标准公差为“IT6”级。
的含义是相互配合的轴与孔公称尺寸为“φ30”,基孔制配合制度,孔为标准公差“IT7”级的基准孔,与其配合的轴基本偏差为“h”,标准公差为“IT6”级。
4.极限与配合在图样上的标注
1)在装配图上的标注形式
在装配图上标注配合代号,如图8.37(a)所示,在公称尺寸φ18和φ14后面,分别用一分式表示:分子为孔的公差带代号,分母为轴的公差带代号。
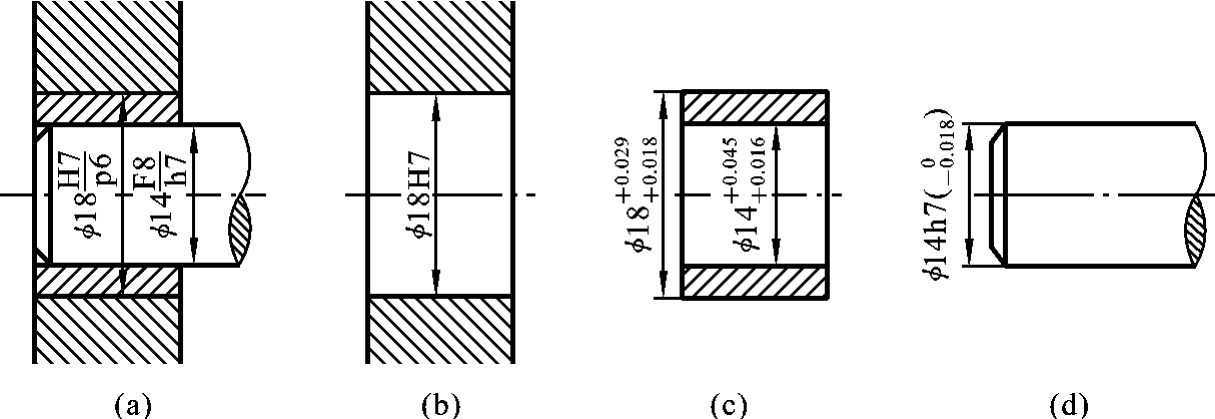
图8.37 公差与配合的标注方法
2)在零件图上的公差注法
(1)标注公差带代号 在公称尺寸的右边标注公差带代号,如图8.37(b)所示。
(2)标注极限偏差 在公称尺寸的右边标注上极限偏差和下极限偏差的数值,上下偏差的数字字号比公称尺寸的数字字号小一号,公差数值与公称尺寸底部对齐,如图8.37(c)所示。
(3)同时标注公差带代号和极限偏差数值 当同时标注公差带代号和极限偏差数值时,则后者应加圆括号,如图8.37(d)所示。
5.极限与配合举例
例8.1 查表、计算确定φ20H8/f7中孔与轴的尺寸公差及上、下极限偏差值,并判断其配合制度和配合种类,绘制出公差带图。
解 解题步骤如下。
(1)由给出标记可知,轴和孔的公称尺寸为“φ20”,孔为“IT8”级的基准孔,轴的标准公差为“IT7”,基本偏差为“f”。
(2)φ20H8基准孔的上、下极限偏差可由附表20中查得。在表中由公称尺寸从大于18至24的行和孔的公差带H8的列相交处查得 ,这就是基准孔的上、下极限偏差,所以φ20H8可写成
,这就是基准孔的上、下极限偏差,所以φ20H8可写成 。
。
(3)φ20f7配合轴的上、下极限偏差,可由附表19中查得。在表中由公称尺寸从大于18至24的行和轴的公差带f7的列相交处查得 ,就是配合轴的上极限偏差和下极限偏差,所以φ20f7可写成
,就是配合轴的上极限偏差和下极限偏差,所以φ20f7可写成 。
。
(4)由于孔的下极限尺寸大于轴的上极限尺寸,所以该配合为间隙配合。
(5)绘制公差带图如图8.38所示。
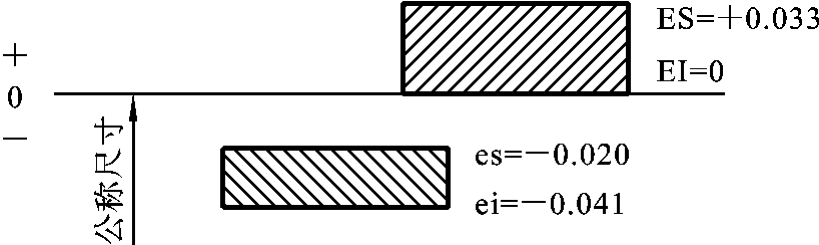
图8.38 公差带图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。









