



1.4.6 装配、试模与调试、维修
1.模具装配
模具装配是模具制造过程中的最后阶段,装配质量将影响模具的精度、寿命和各部分的功能。同时模具装配阶段的工作量比较大,又将影响模具的生产制造周期和生产成本。因此模具装配是模具制造中的重要环节之一。
(1)装配的目的和内容。模具装配过程是按照模具技术要求和各零件间的相互关系,将合格的零件连接固定为组件、部件,直至装配成合格的模具。它可以分为组件装配和总装配等。
模具装配内容包括:选择装配基准、组件装配、调整、研磨抛光、检验和试模等环节,通过装配达到模具各项精度指标和技术要求。通过模具装配和试模是对制件成型工艺、模具设计方案和模具工艺编制等工作的正确性和合理性的验证。在模具装配阶段发现的各种技术质量问题,必须采取有效措施妥善解决,满足制件成型的需要。
模具装配工艺规程是指导模具装配的技术文件,也是制定模具生产计划和进行生产准备的依据。模具装配工艺规程的制定,可根据模具种类和复杂程度,各单位的生产组织形式和习惯做法等具体情况可简可繁。模具装配工艺规程包括:模具零件和组件的装配顺序、装配基准的确定、装配工艺方法和技术要求、装配工序的划分以及关键工序的详细说明、必备的二级工具和设备、检验方法和验收条件。
(2)装配精度要求。模具装配精度包括:①相关零件的位置精度。例如定位销与型孔的位置精度;上、下模之间,动、定模之间的位置精度;型腔、型孔与型芯之间的位置精度等。②相关零件的运动精度。包括直线运动精度、圆周运动精度及传动精度。例如导柱和导套的配合状态,顶块和卸料装置的运动是否灵活可靠,进料装置的送料精度等。③相关零件的配合精度。相关配合零件之间的间隙和过盈程度是否符合技术要求。④相关零件的接触。例如模具分型面的接触状态如何,间隙大小是否符合技术要求,弯曲模的上、下成型表面的吻合一致性,拉深模的定位圈表面与凹模进料表面的吻合程度等。
(3)装配工艺要求。①通过装配与调整,使装配尺寸链的精度能完全满足封闭环(如冲孔凸模、凹模之间的间隙)的要求。②装配完成的模具,其冲压、压铸或塑料注射出的制件(冲件、压铸件、塑件)完全满足合同规定的要求。③装配完成的模具,其使用性能与寿命可达预期设定的、合理的数据水平。模具使用性能与寿命,确与模具装配精度和装配质量有关。但是,与其制件材料、尺寸(如小孔、窄槽则易损)也有关系。但是,其与配用的成型设备有关,如冲模配用的冲床精度与刚度不良,则影响到冲模凸、凹模之间间隙的变化和模具的导向精度等。另外,其使用性能与寿命还与使用、维护有关,如使用环境的温度、湿度、润滑状态等。所以,模具使用性能与寿命是一项综合性评价模具设计与制造水平的指标。
(4)装配
模具装配工艺过程见图1-9。
2.试模与调试
模具按图纸技术要求加工与装配后,必须经过试模与调整。试模与调整的目的,就是验证模具的质量好坏及精度高低。
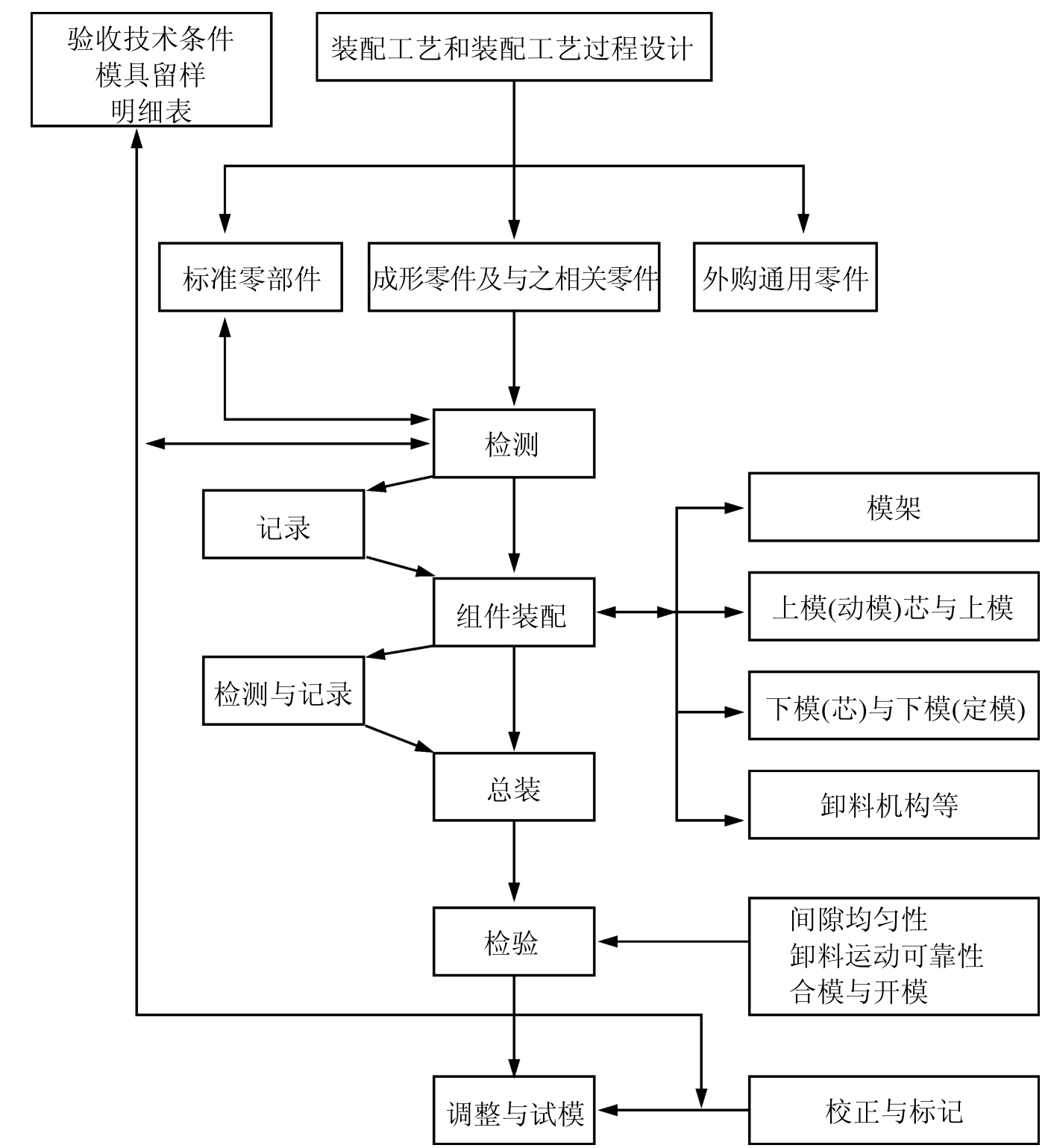
图1-9 模具装配工艺过程
(1)模具试模与调整的目的与内容。试模与调整的目的与内容见表1-43。
(2)模具调整与设计、制造的关系。试模与调整是模具制造中的最后工序。它的主要工作是弥补模具设计与制造上所存在的缺陷以及制出合格零件的试验性生产。因此,模具调整与设计、制造、检验及工艺各部门所发生的关系极为广泛。在模具专业工厂及大型模具生产厂,均设有专门负责调整模具的工段或班组。而小型工厂则一般由模具制造者与设计、检验部门一起对模具进行试模与调整,这些部门之间相互关系密切,根据试模情况,共同鉴定模具质量。
实践证明:任何一副模具的投产使用,并制造出合格的制品,都要经过产品(制品)结构设计、尺寸设计、工艺过程设计、工艺选择、模具设计与制造等过程。在这些过程中,任何一项工作的疏忽,都会生产出不合格产品。因此,模具按图纸加工和装配后,在试模与调整的最后工序中,各部门必须共同分析试模与调整中所发现的缺陷,找出解决的对策,以使其不仅能生产出合格的制品来,而且能安全、稳定地投入生产使用,达到预期的使用效果及经济效益。模具调整与设计、工艺、检验的关系见表1-44。
表1-43 试模与调整的目的与内容
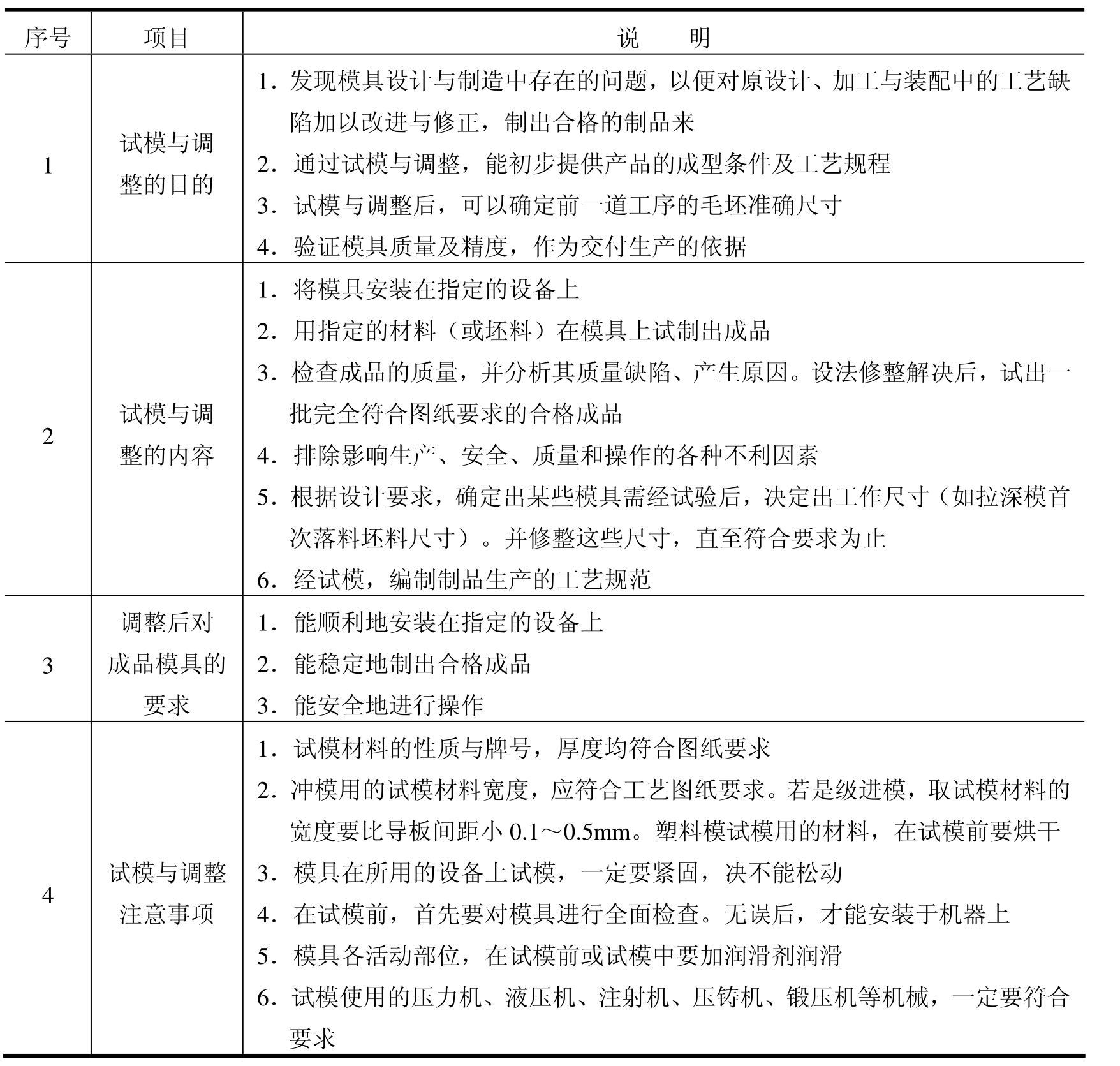
表1-44 模具调整与设计、工艺、检验的关系
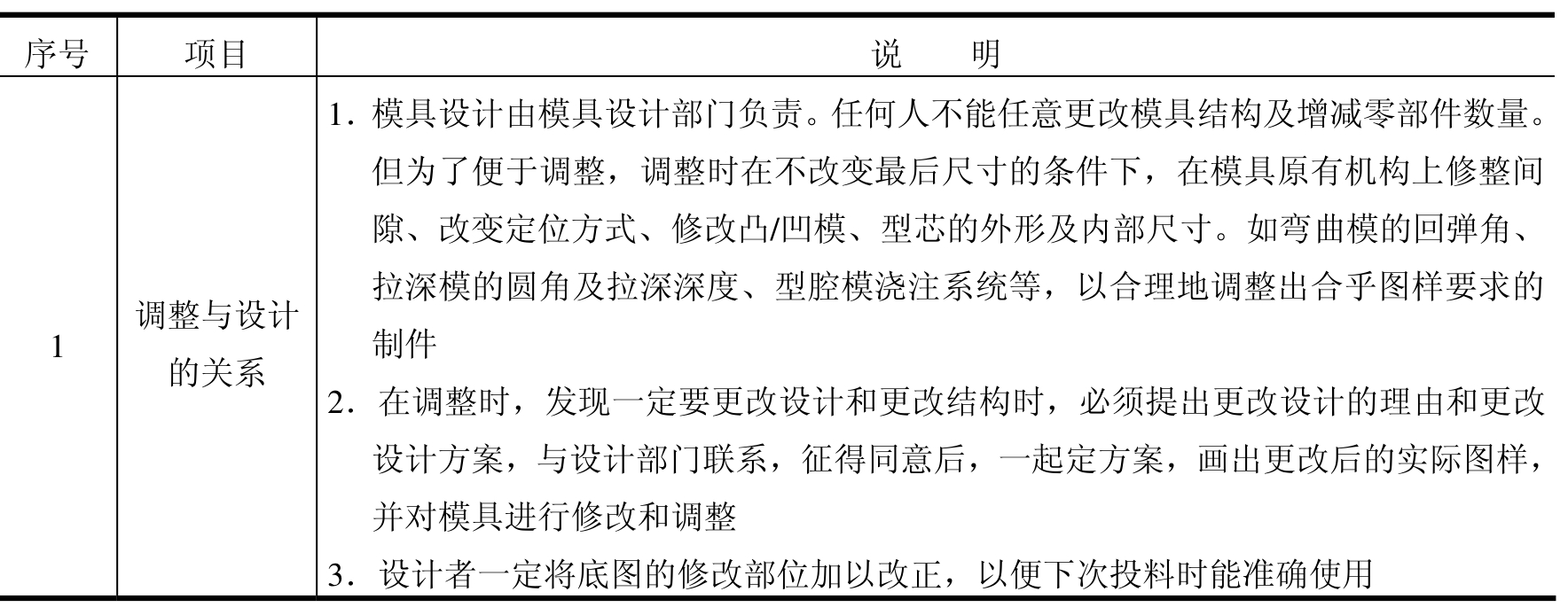
(续表)

3.模具维修
任何模具在使用一段时间后,其内部零件会逐渐磨损以至被破坏,造成模具工作性能和精度的降低。由于操作者的粗心大意及维护使用不当,也会使模具被破坏或产品质量下降,甚至造成停产。如何排除及避免这些故障的发生,就需要模具钳工熟练掌握有关模具修理技术。做到随时发生故障,能随时处理和修复,使其能尽早地恢复正常使用,以发挥模具的最大潜能。模具维修中的工作组织如下:
(1)维修工的职责。①熟悉本厂所有产品所用模具的种类及每种产品制件模具套数和使用情况,并对模具建立技术档案,注明模具开始使用的时间、每次生产的件数、刃口修整次数及模具使用状态。写明模具易损零件磨损情况及需要修理的部位及更换备件程度、修理方案。②详细掌握模具结构及动作原理,确定每套模具易损件的数量。③负责模具安装及修理后的模具调整工作。④在模具工作过程中,要经常检查模具的工作状态,并负责模具在设备上临时性修理及调整工作。⑤负责模具大修理工作。⑥负责易损件的准备及更换工作。
(2)修配工艺过程。模具修配工艺过程见表1-45。
表1-45 模具修配工艺过程

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










