



【摘要】:第十三节 黏土烧结层表面的化学镀一、工艺流程1.粗烧制品三酸活化→水洗→敏化→水洗→银盐活化→水洗→化学镀2.精烧及彩釉制品粗化→回收→水洗→敏化→水洗→银盐活化→水洗→化学镀铜二、镀前处理1.三酸活化磷酸 20% 温度 10~25℃硫酸 8% 时间 5min硝酸 2%2.粗化粗化液组成及工艺条件见表16-15。
第十三节 黏土烧结层表面的化学镀
一、工艺流程
1.粗烧制品
三酸活化→水洗→敏化→水洗→银盐活化→水洗→化学镀
2.精烧及彩釉制品
粗化→回收→水洗→敏化→水洗→银盐活化→水洗→化学镀铜
二、镀前处理
1.三酸活化
磷酸(ρ=1.71) 20% 温度 10~25℃
硫酸(ρ=1.84) 8% 时间 5min
硝酸(ρ=1.5) 2%
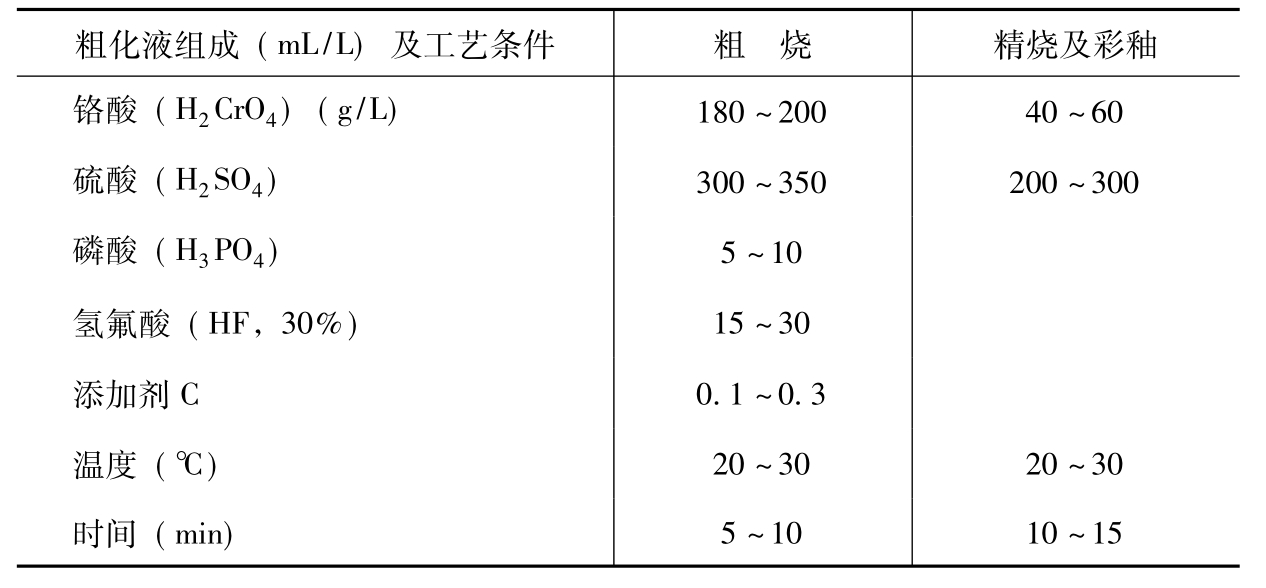
2.粗化
粗化液组成及工艺条件见表16-15。
表16-15 粗化液组成及工艺条件
3.敏化
氯化亚锡 10g/L 温度 18~25℃
盐酸 40mL/L 时间 3~5min
4.活化
AgNO3 1.5g/L 温度 15~25℃
氨水(25%) 至溶液以褐色转为透明 时间 1~5min
三、黏土烧结层上化学镀铜
溶液由甲液和乙液等体积混合后制成:
甲液 乙液
酒石酸钾钠 80g/L 硫酸铜 20g/L
氢氧化钠 15g/L 氯化镍 2g/L
碳酸钠 7g/L 甲醛 30mL
四、注意事项
(1)在对精烧制品或上了彩釉的制品粗化时,考虑到表面的状态保护和装饰要求,铬酸的浓度不宜过高。
(2)对精烧制品来说,氢氟酸视需要也可以不加。对彩釉制品的粗化,加入少量氟离子,可以去彩釉。
(3)为了使化学镀铜层的结合力良好,可在镀后用20~40℃的热风吹干,进行老化处理。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。









