



二、焊剂的型号与牌号
1.焊剂的型号
焊剂的型号是依据国家标准的有关规定进行划分的。目前的国家标准主要有GB/T5293—1999《埋弧焊用碳钢焊丝和焊剂》、GB12470—1990《低合金钢埋弧焊用焊剂》和GB/T17854—1999《埋弧焊用不锈钢焊丝和焊剂》等。
(1)碳钢埋弧焊用焊剂的型号。
标准中的型号是根据焊丝—焊剂组合的熔敷金属力学性能、热处理状态进行划分的。焊丝—焊剂组合的型号编制方法规定如下。
①字母“F”表示焊剂。
②第一位数字表示焊丝—焊剂组合的熔敷金属抗拉强度的最小值,见表3-36。
③第二位字母表示试件的热处理状态,“A”表示焊态,“P”表示焊后热处理状态。
表3-36 焊丝—焊剂组合的熔敷金属抗拉强度的最小值

④第三位数字表示熔敷金属冲击吸收功不小于27J时的最低试验温度,见表3-37。
表3-37 焊丝—焊剂组合的熔敷金属的冲击试验结果

⑤“-后面表示焊丝的牌号,其中“H”表示焊丝,字母后面的两位数字表示焊丝中平均碳含量,如有其他化学成分,在字母的后面用元素符号表示,牌号最后的A、E、C分别表示S、P杂质含量的等级。
完整的焊丝—型号举例如下:

(2)低合金钢埋弧焊用焊剂的型号。
低合金钢埋弧焊用焊剂的型号是根据焊缝金属力学性能、焊剂渣系进行划分的,其表示方法及含义如下:

①字母“F”表示焊剂。
②第一位数字代号X1表示熔敷金属拉伸性能,规定了抗拉强度、屈服强度及伸长率三项指标,见表3-38。
③第二位数字代号X2表示试样状态:“0”表示焊态,“1”表示焊后热处理状态。
④第三位数字代号X3表示熔敷金属冲击功不小于27J时的试验温度,见表3-39。
⑤第四位数字代号X4表示焊剂渣系,见表3-40。
⑥尾部“H××××”表示焊丝牌号。
表3-38 力学性能代号(X1)及要求

表3-39 V形缺口冲击吸收功分级代号(X3)及要求

表3-40 焊剂渣系分类及组分

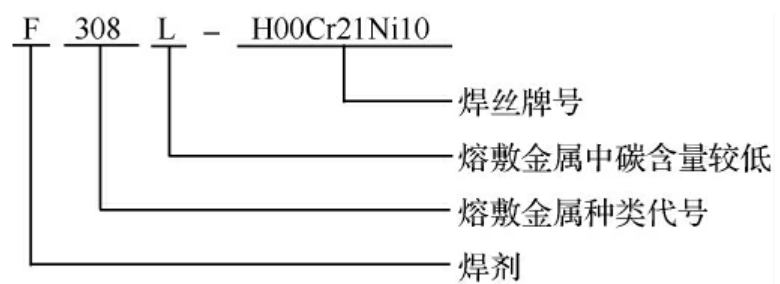
(3)不锈钢埋弧焊用焊剂的型号。
根据国际GB/T17854—1999《埋弧焊用不锈钢焊丝和焊剂》的规定,埋弧焊用不锈钢焊丝和焊剂的熔敷金属中铬含量应不大于11%,镍含量应小于38%;焊丝和焊剂的型号分类是根据焊丝—焊剂组合的熔敷金属化学成分、力学性能进行划分的。
字母“F”表示焊剂;“F”后面的数字表示熔敷金属种类代号,如有特殊要求的化学成分,该化学成分用元素符号表示,放在数字的后面;“-”后面表示焊丝的牌号,焊丝的牌号按YB/T5092标准。举例如下:
2.焊剂的牌号
(1)熔炼焊剂的牌号。
熔炼焊剂的牌号由字母“HJ”和三位数字组成,表示方法如下:

表3-41 焊剂类型(X1)

表3-42 焊剂类型(X2)

对同一牌号熔炼焊剂生产两种颗粒度时,在细颗粒焊剂牌号后加“X”来划分。一般焊剂颗粒度分为两种:普通颗粒度焊剂的粒度为40~8目,细颗粒度焊剂的粒度为60~14目。举例如下:

(2)结烧焊剂的牌号。
烧结焊剂的牌号由字母“SJ”加三位数字组成,表示方法如下:

表3-43 焊剂熔渣渣系(X1)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











