



【摘要】:表示二者之间关系的曲线叫做电弧静特性曲线。例如,在钨极氩弧焊时,小电流区间为下降特性,大电流区间为平特性。焊条电弧焊的电弧工作在下降段和水平段区间;埋弧自动焊的电弧一般工作在水平段,只有大电流密度焊接时,电弧工作在上升区间;钨极氩弧焊采用小电流焊接时,电弧工作在下降段区间,大电流焊接时,电弧工作在水平段区间。
一、电弧静特性
电弧静特性是指在电极材料、气体介质和电弧长度一定的情况下,电弧稳定燃烧时,电弧电流与电弧电压之间的关系。表示二者之间关系的曲线叫做电弧静特性曲线。
电弧静特性曲线的形状为“U”形,由下降段、水平段和上升段组成,如图2-2所示。当电流增大时,弧柱的电压下降(见图2-2的A区),而电流继续增大,引起弧柱导电性改善,使弧柱电阻减小,与电流的增加数值几乎平衡,因而电弧电压的变化很小(见图2-2的B区)。例如,在钨极氩弧焊时,小电流区间为下降特性,大电流区间为平特性。当电流进一步增大时,电弧横截面不能随电流成比例地增加,因而电弧电压升高(见图2-2的C区)。
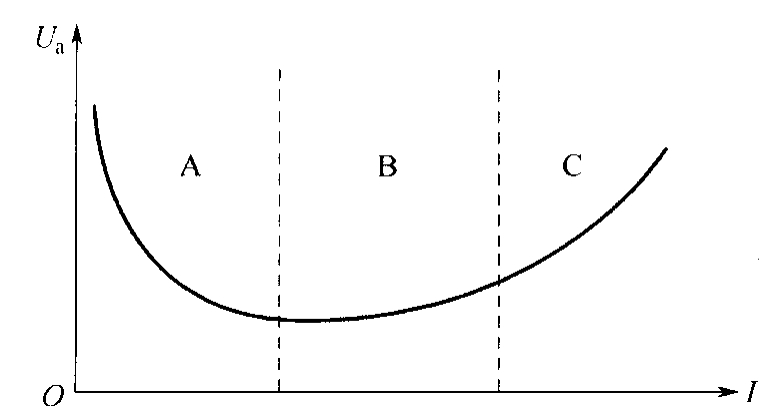
图2-2 电弧静特性曲线
不同的焊接方法,电弧工作在静特性曲线的不同区间。焊条电弧焊的电弧工作在下降段和水平段区间;埋弧自动焊的电弧一般工作在水平段,只有大电流密度焊接时,电弧工作在上升区间;钨极氩弧焊采用小电流焊接时,电弧工作在下降段区间,大电流焊接时,电弧工作在水平段区间。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










