



四、焊条的选用
1.结构钢焊条的选用
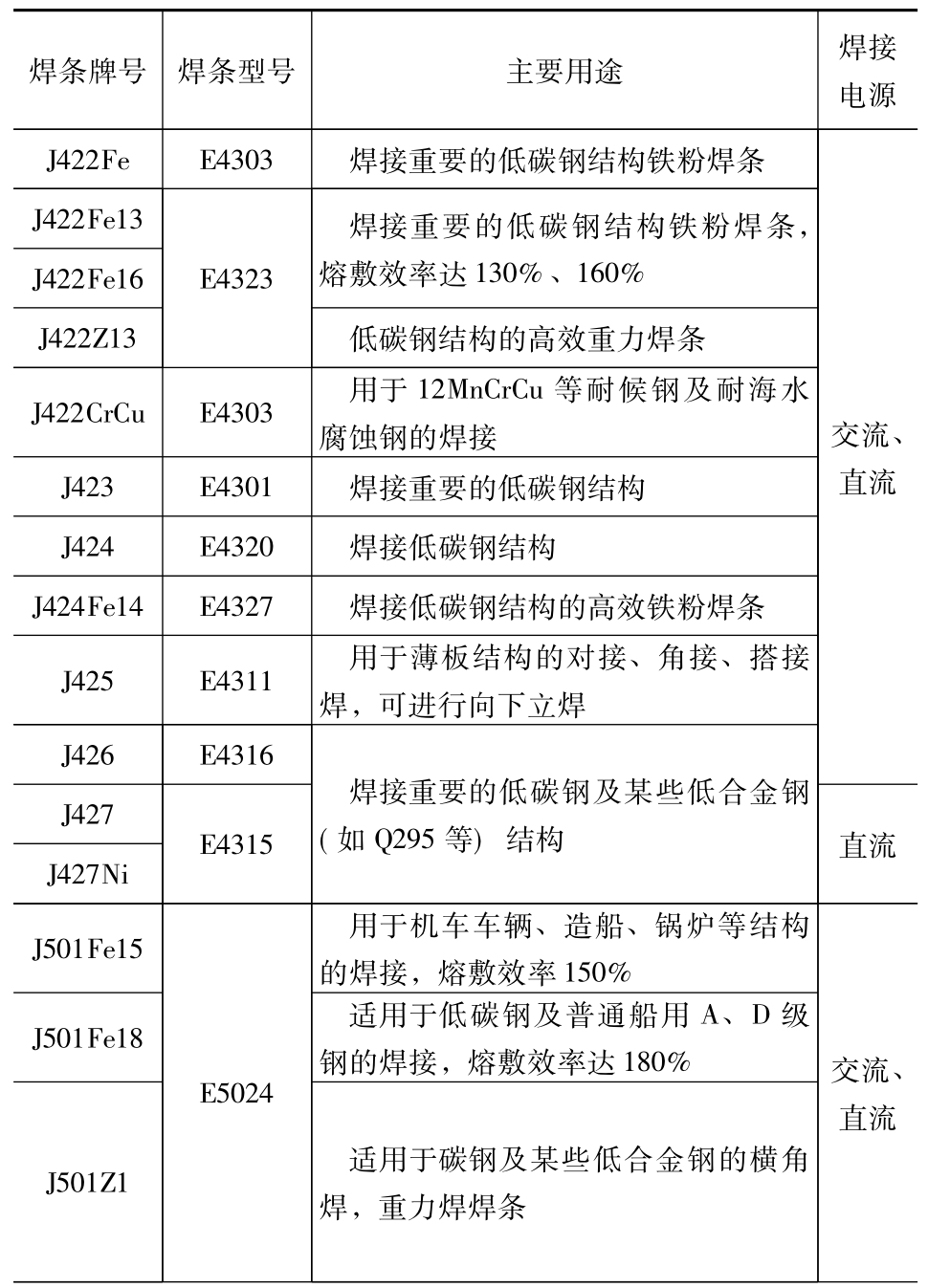
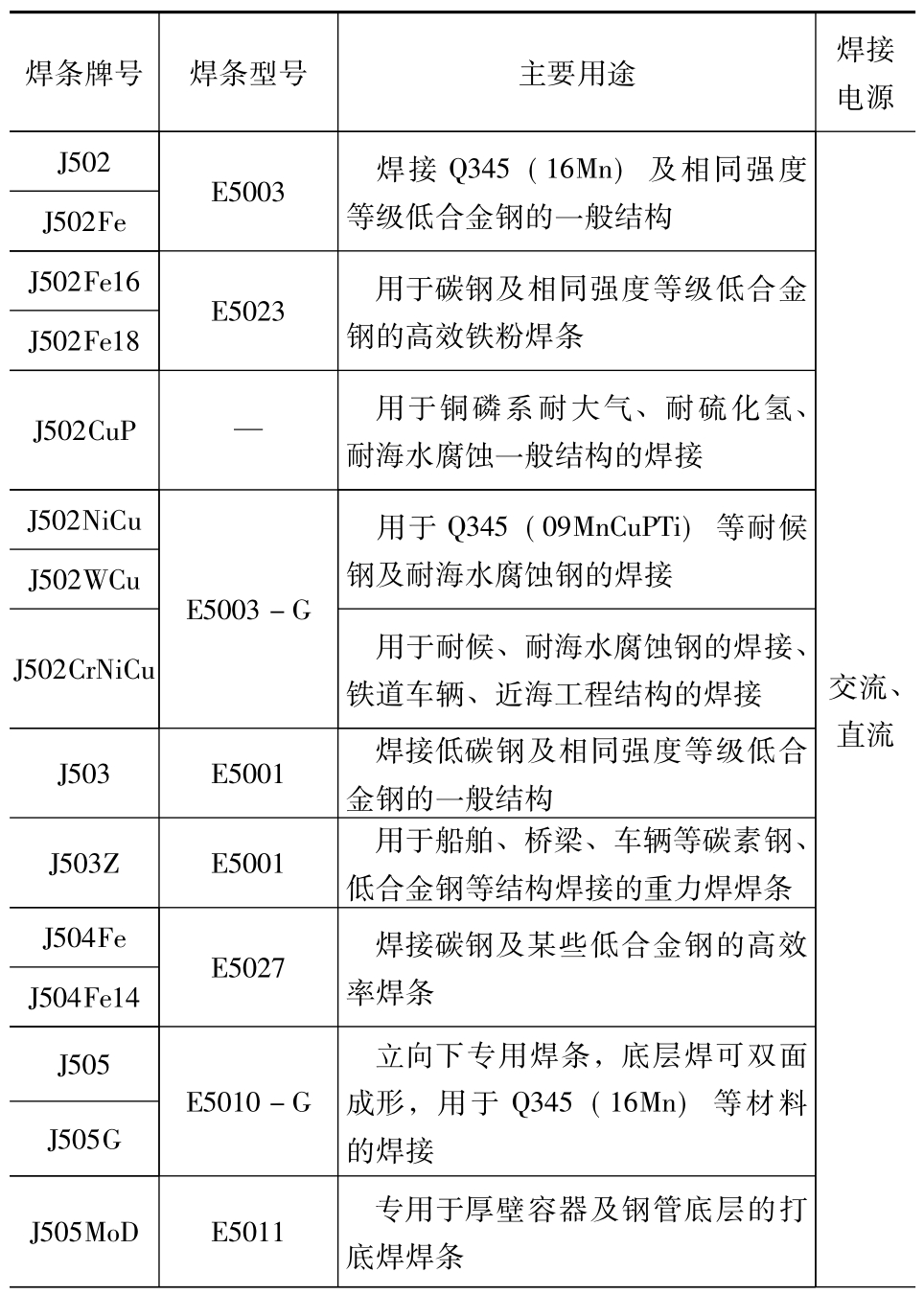
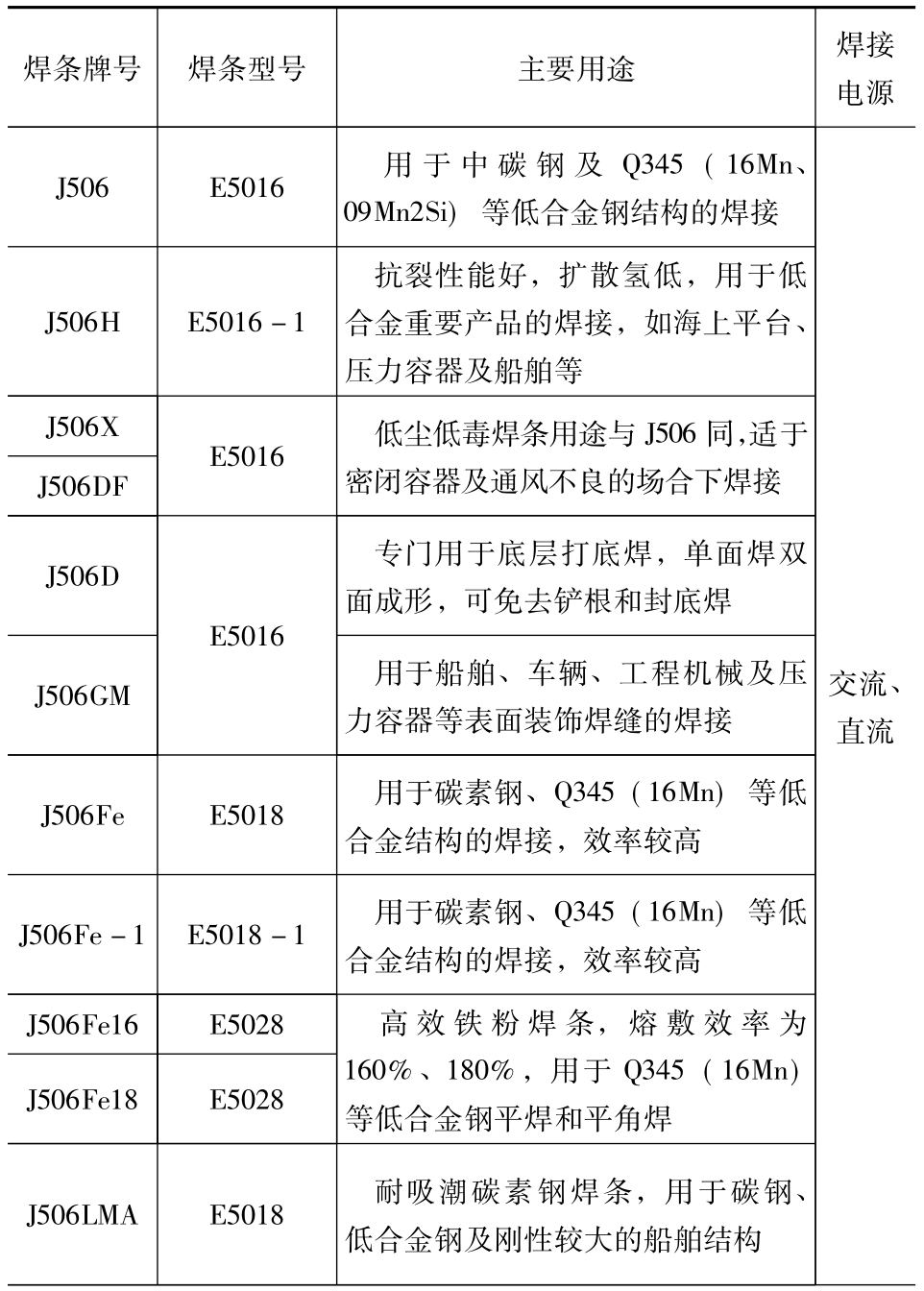
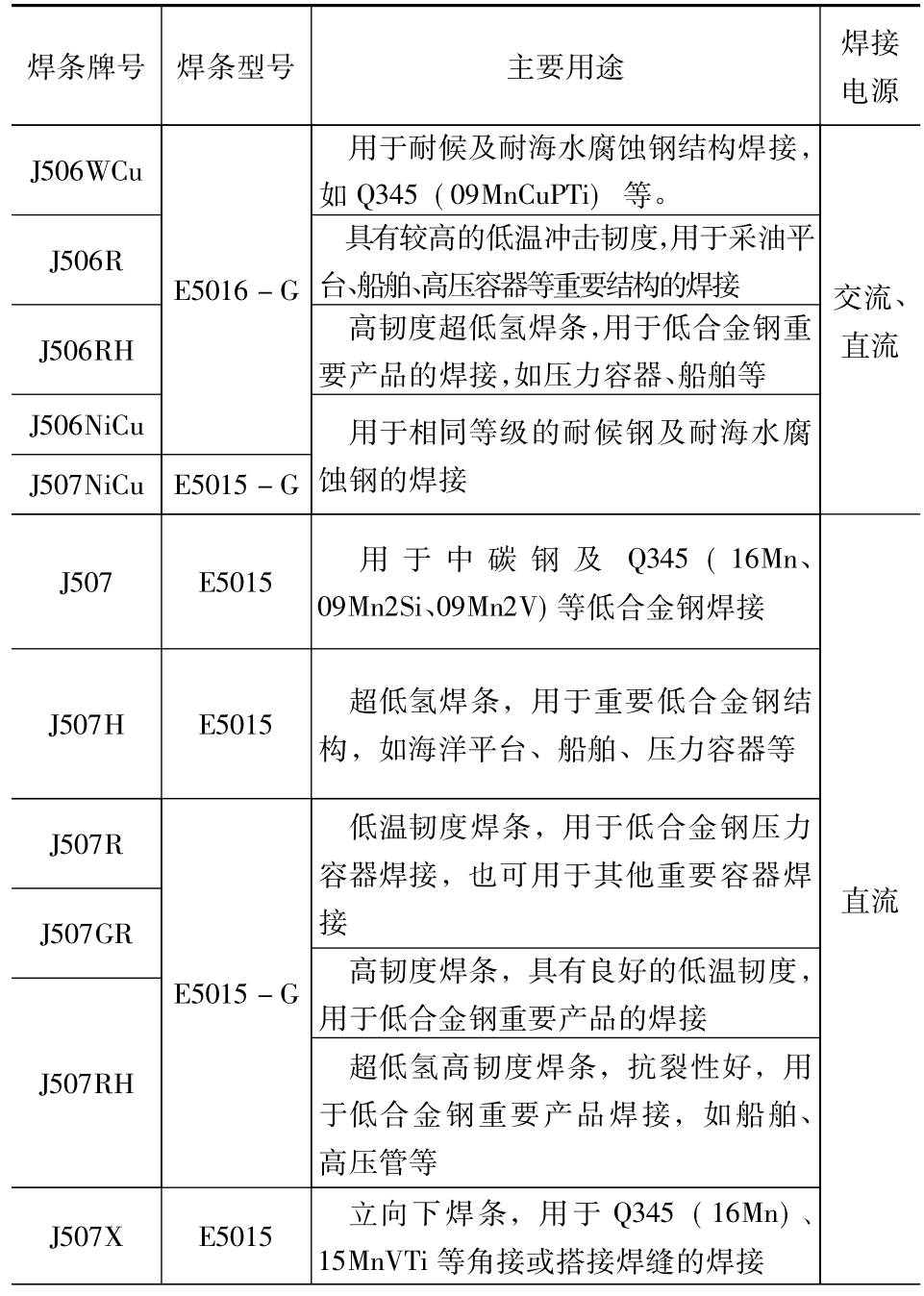
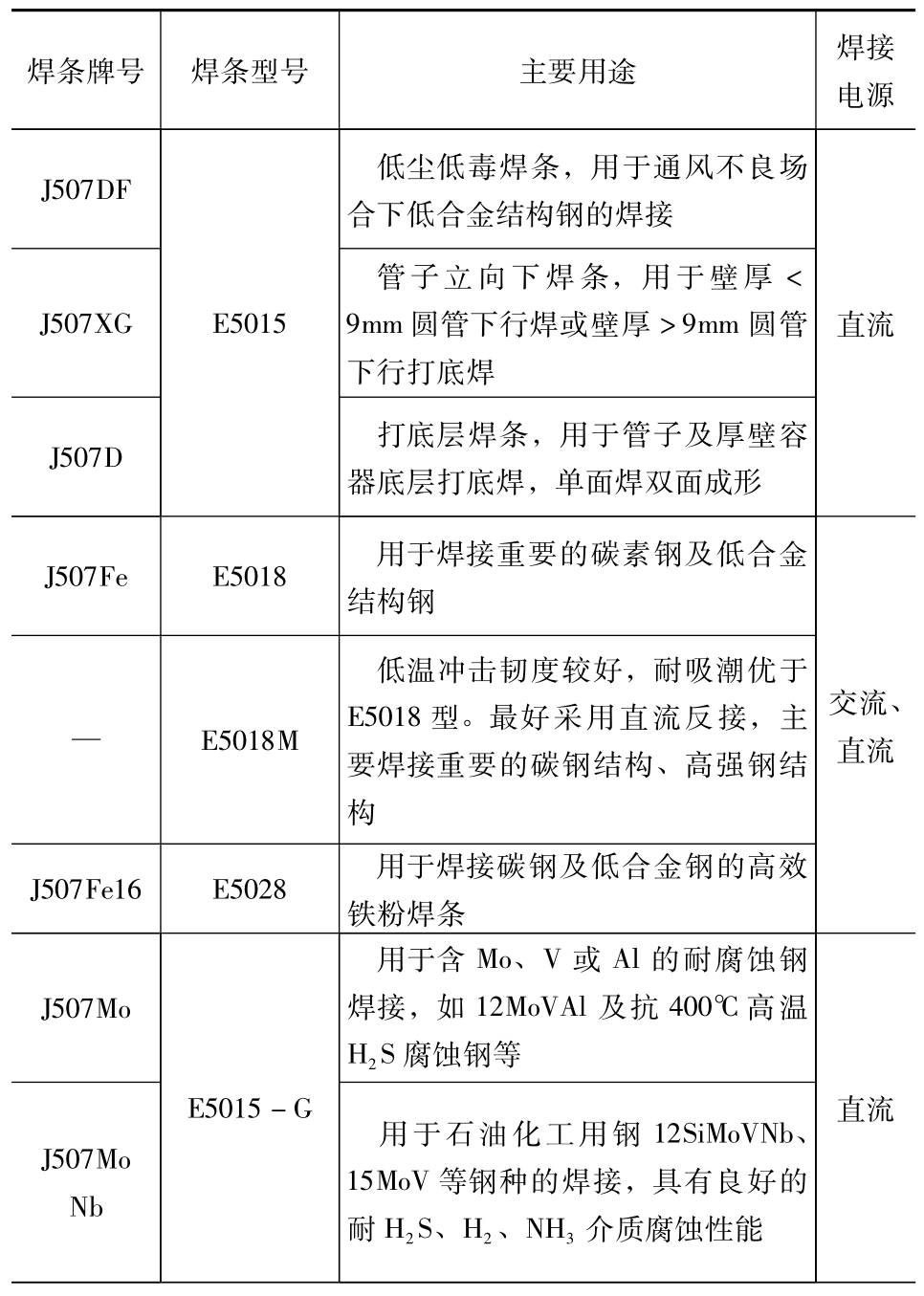
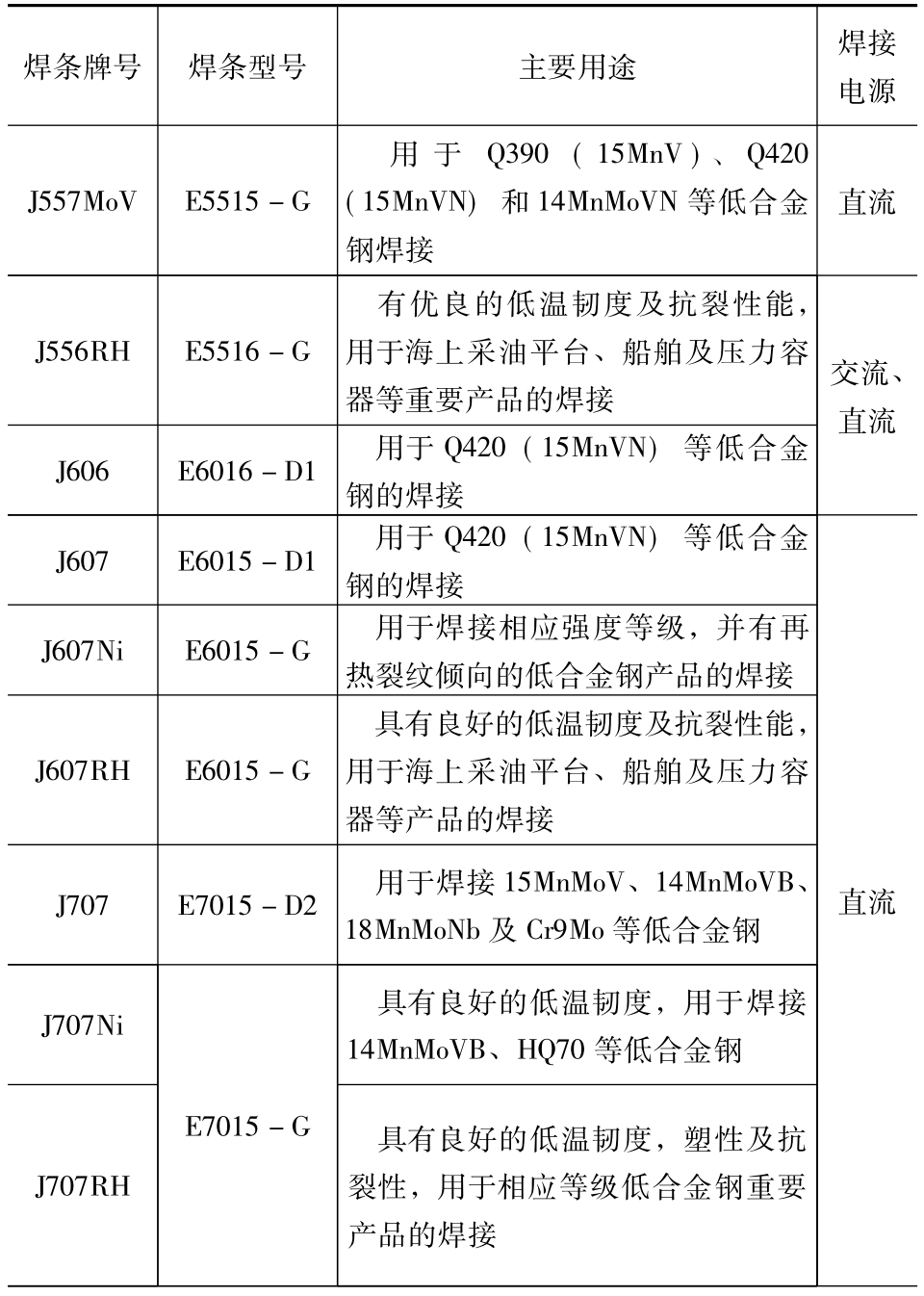
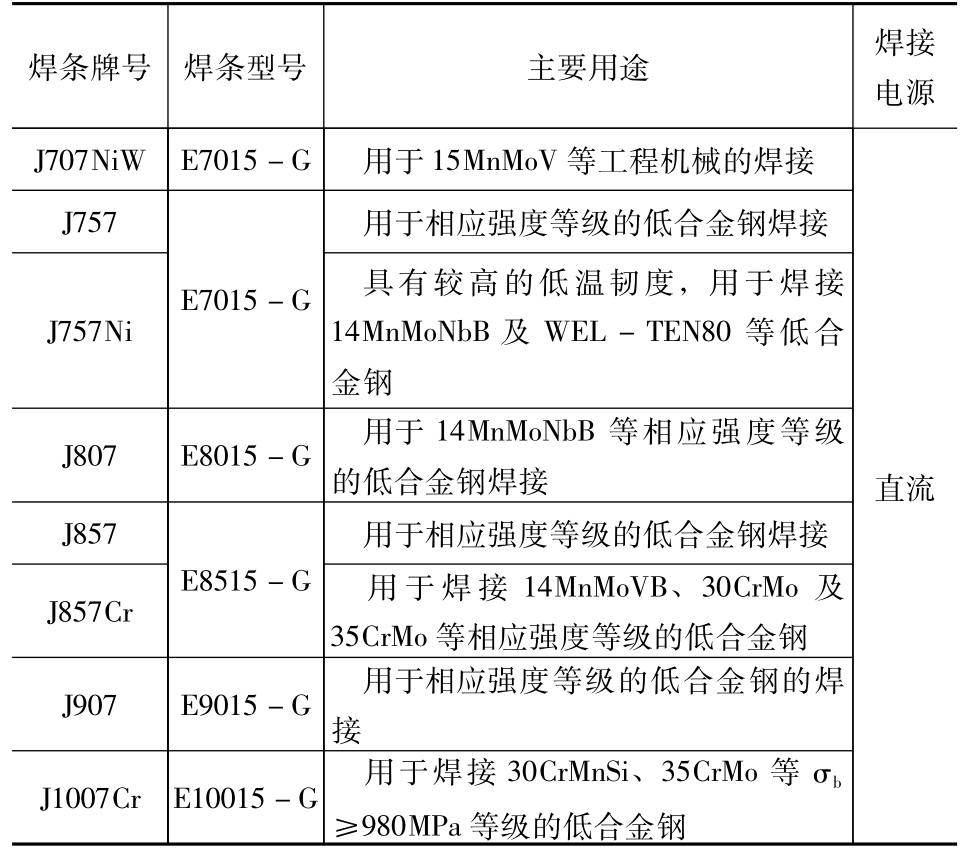
选用结构钢焊条,应根据母材强度等级,一般按“等强”的原则选择。另外,要考虑焊缝在结构中的承载能力,对于重要结构,应选用碱性低氢型、高韧性焊条。常用结构钢焊条的选用见表3-18。
表3-18 结构钢焊条的选用

续表
续表
续表
续表
续表
续表

续表
续表
注:焊条有特殊性能和用途的,在牌号后注出起主要作用的元素(如Fe、Ni、Cu、P等)。
2.低合金钢焊条的选用
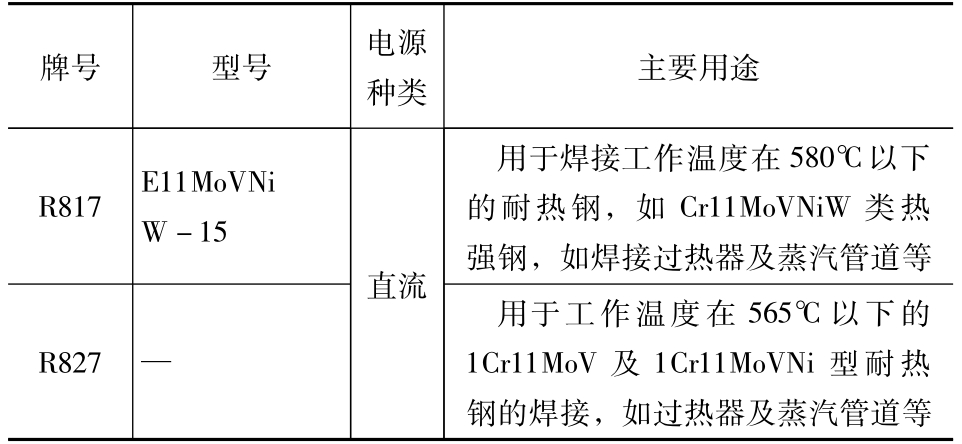
(1)钼和铬钼耐热钢焊条选用。
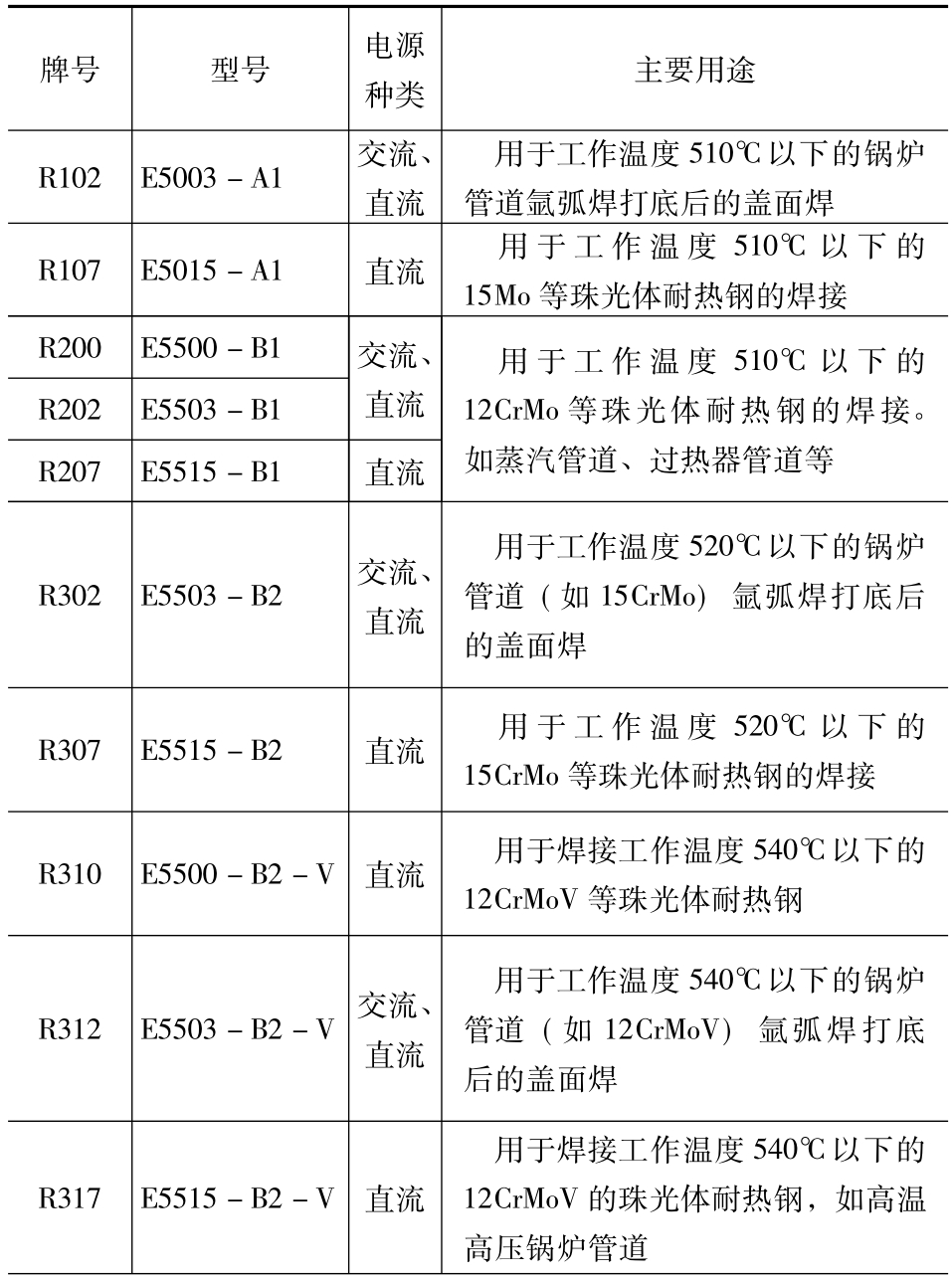
珠光体耐热钢是低合金钢的一种,它在500~600℃的工作温度区间具有一定的耐热性能。一般情况下,珠光体耐热钢的焊接特点与合金钢近似,仅需要在焊缝化学成分上对耐热钢控制严格些。施焊前,焊件需要预热,以防止形成焊缝裂纹;焊后还要进行必要的回火处理,以消除焊接接头脆性和内应力。钼和铬钼耐热钢焊条见表3-19。
表3-19 钼和铬钼耐热钢焊条选用
续表

续表
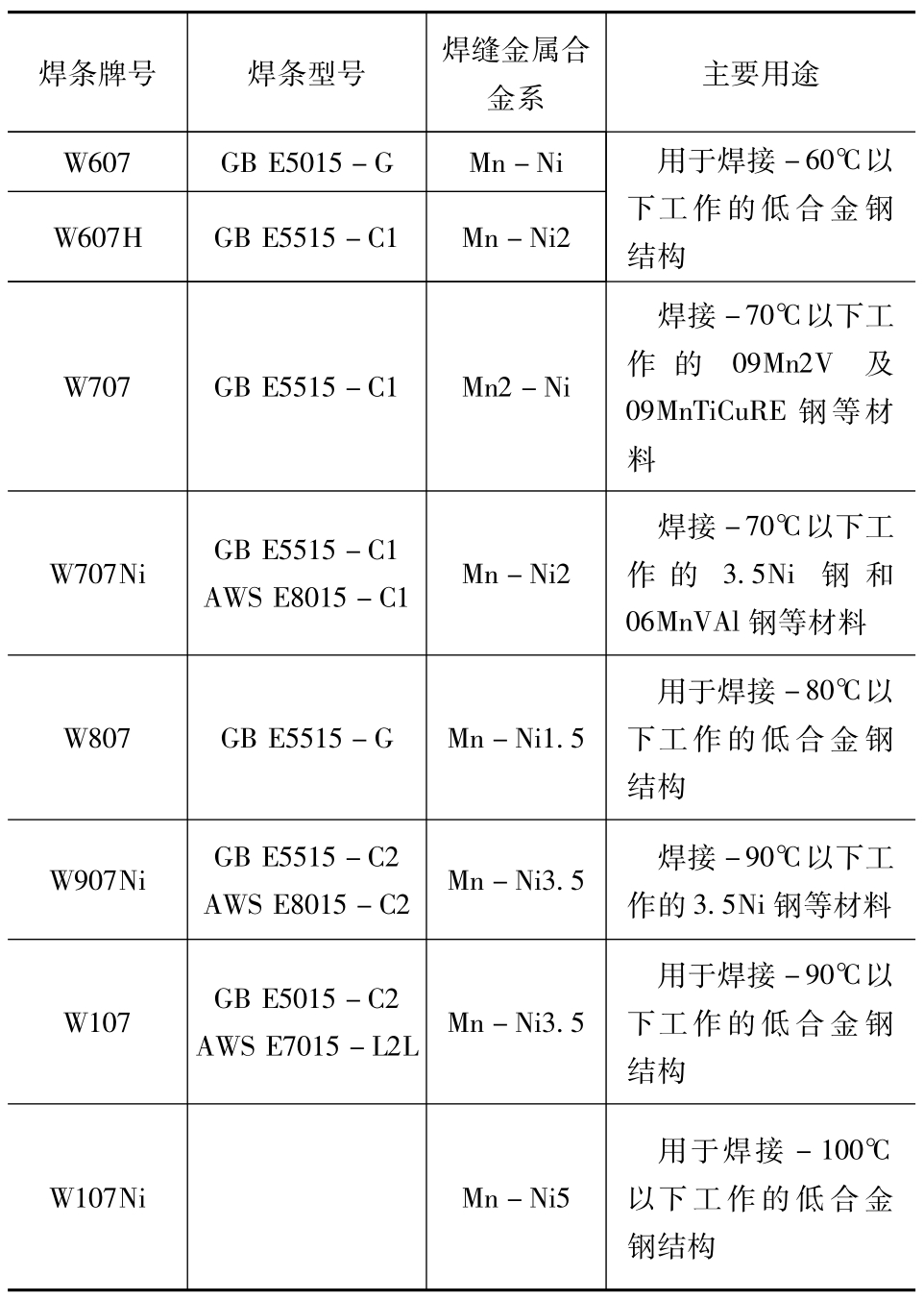
(2)低温钢焊条的选用。
低温钢采用焊条电弧焊时,焊条尽量不摆动,采用窄焊道、多层多道焊,焊接电流不宜过大,宜用快速多道焊以减轻焊道过热,并通过多层焊的重热作用以细化晶粒。多道焊时,要控制道间温度,应采用小的热输入施焊。如需要预热,应严格控制预热温度及多层多道焊时的道间温度。低合金低温用钢焊条的选用见表3-20。
表3-20 低合金低温用钢焊条的选用
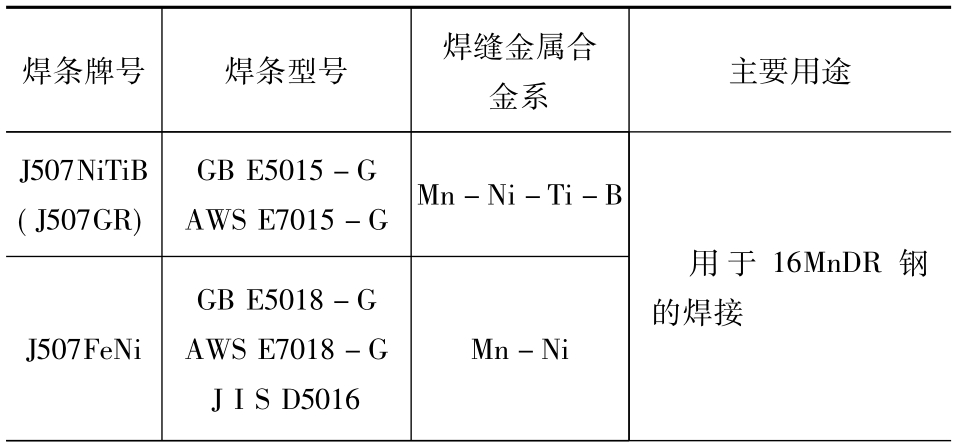
续表
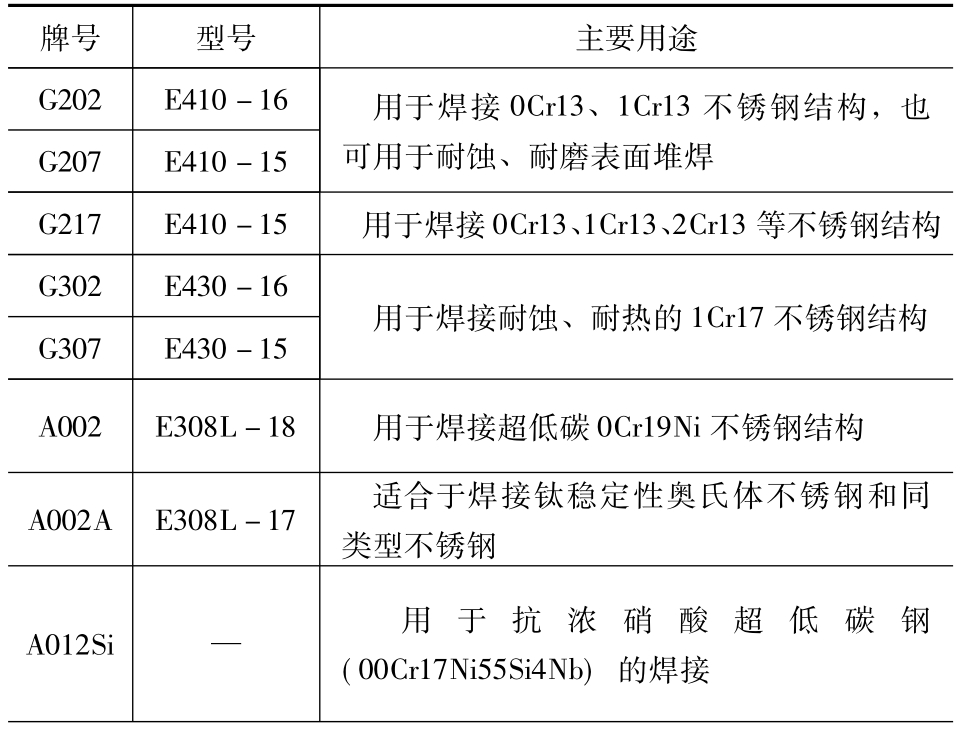
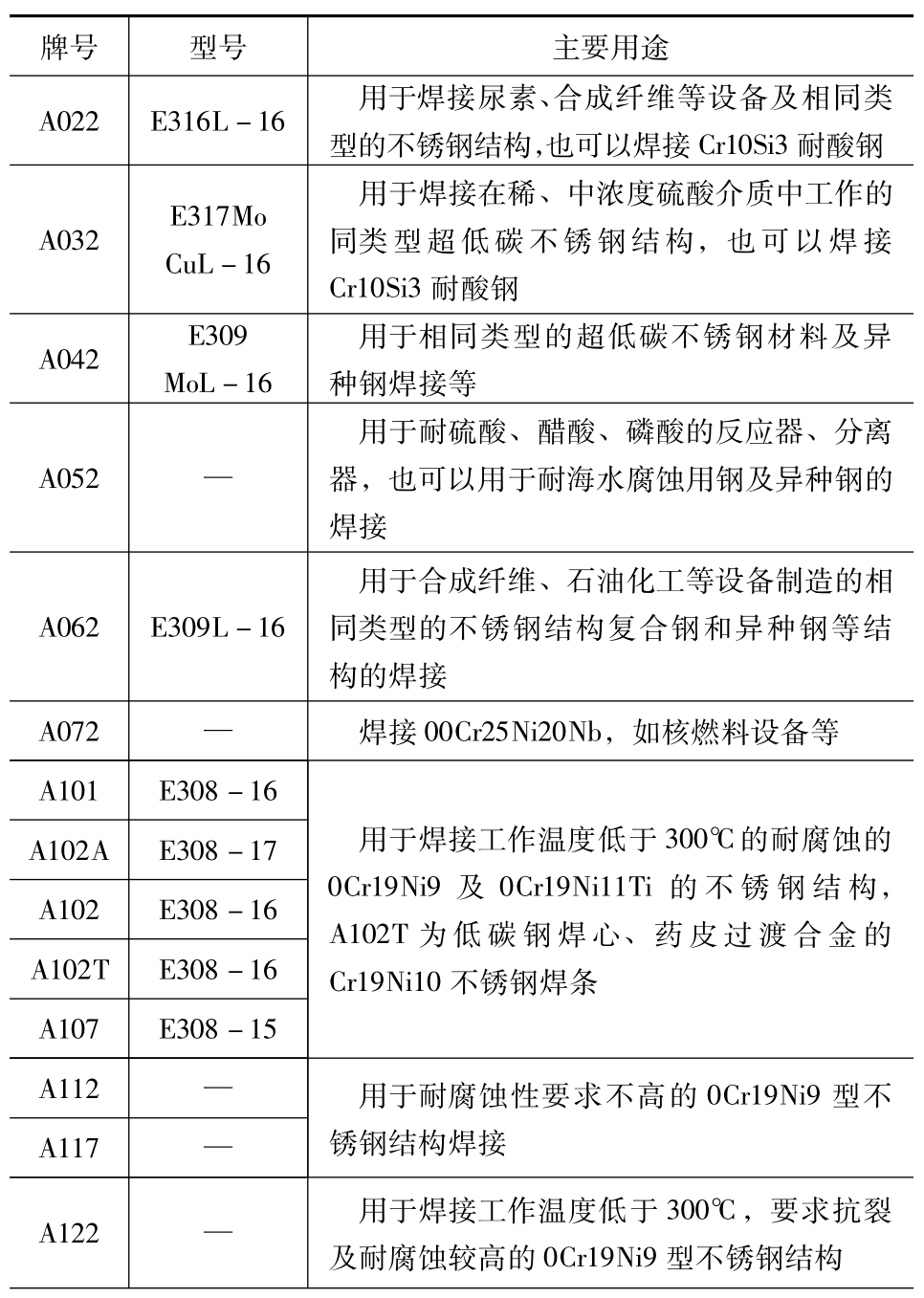
3.不锈钢焊条的选用
奥氏体不锈钢焊条除用于相应的不锈钢外,还可用于复合钢、异种钢、淬火倾向大的碳钢和高铬钢的焊接。
由于不锈钢焊条心电阻大,交流电源比直流电源焊接时容易发红,故应尽可能地采用直流电源。钛钙型药皮的焊条宜焊接薄板,低氢型焊条则可焊接中、大厚度的构件。
不锈钢焊条不宜多次烘干,否则易造成药皮脱落。为防止由于加热时间太长引起晶间腐蚀,焊接时应选用小电流,短弧施焊,层间温度不宜过高,并建议采用窄焊道、多层焊接。常用不锈钢焊条的选用见表3-21。
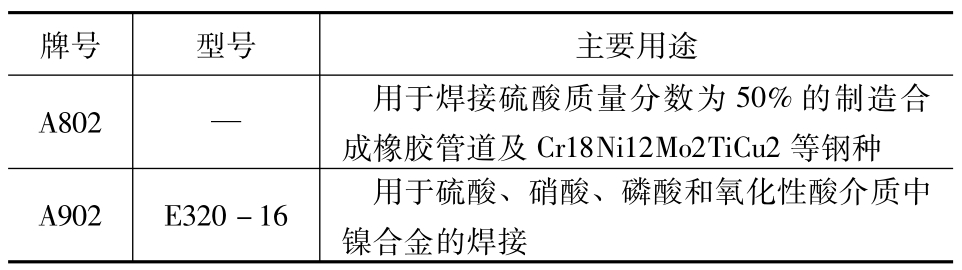
表3-21 不锈钢焊条的选用
续表
续表

续表
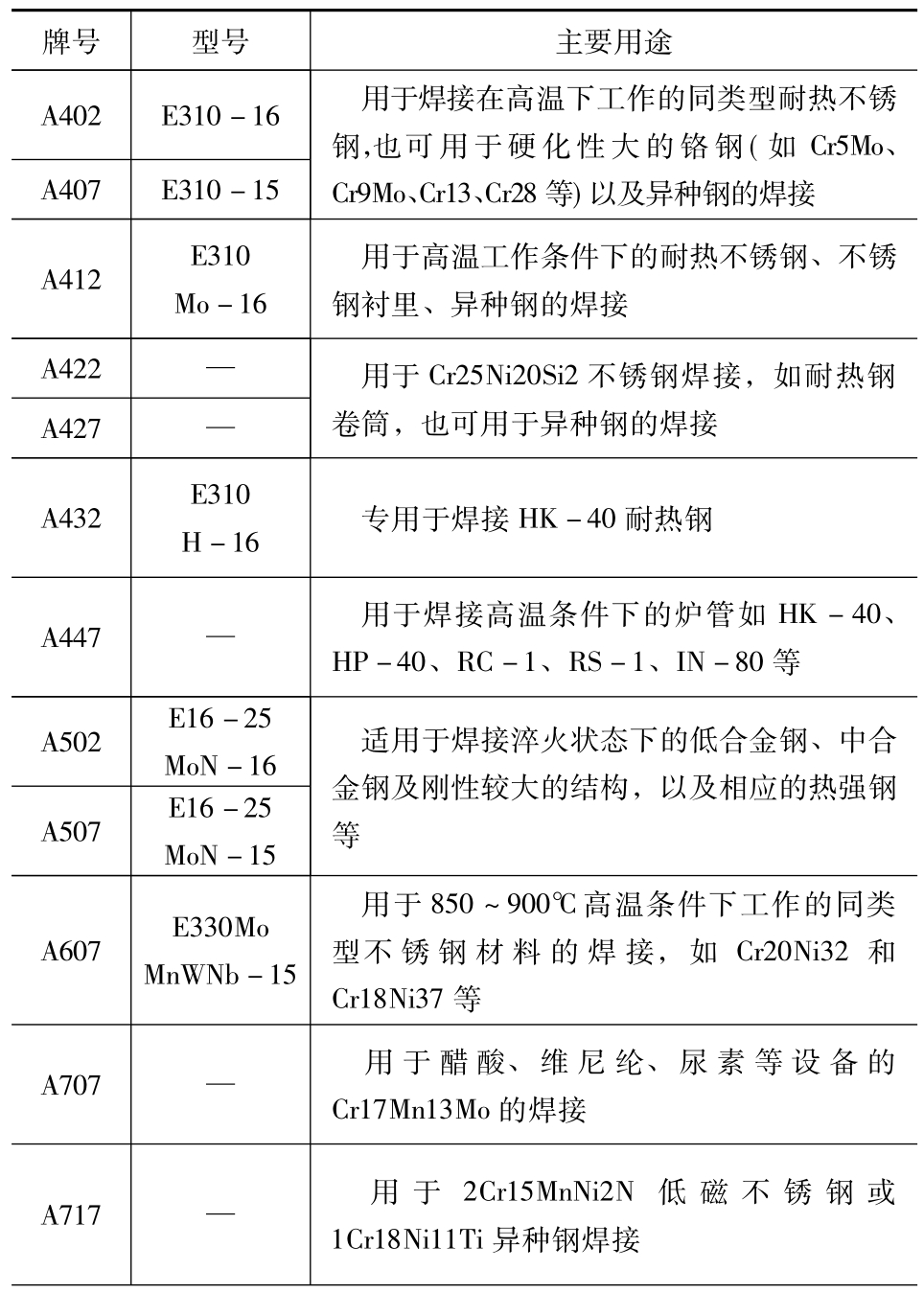
续表
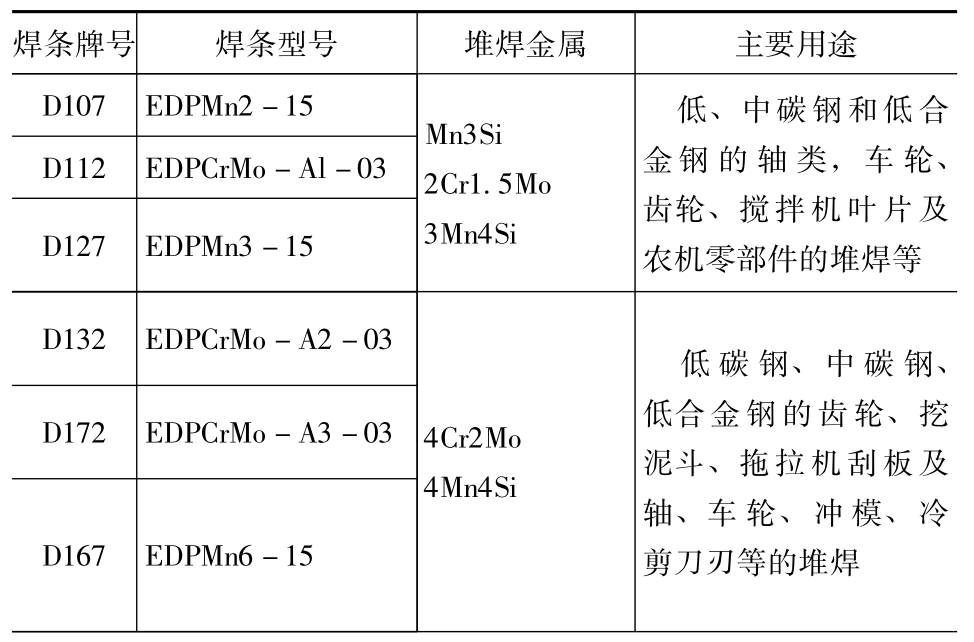
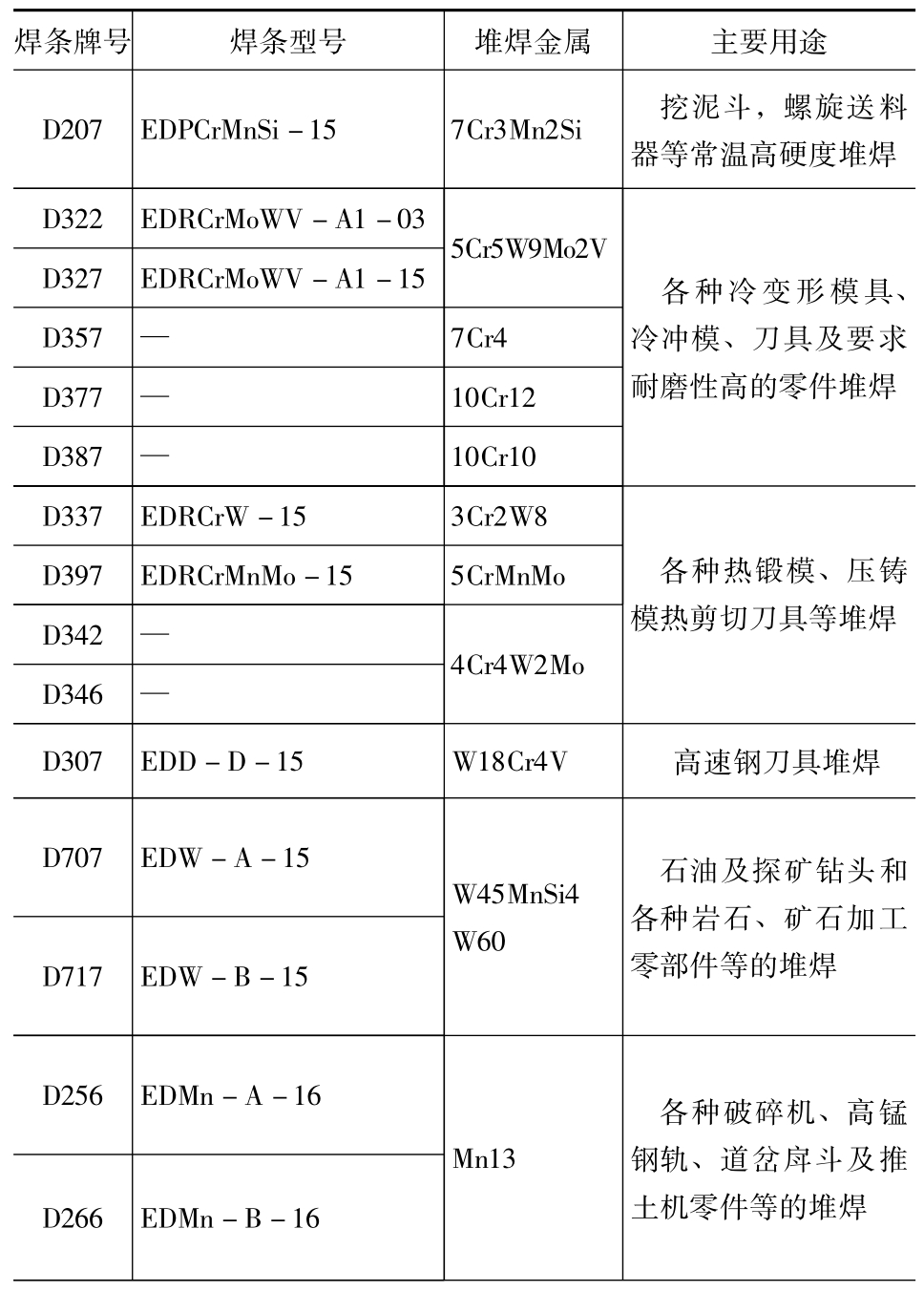
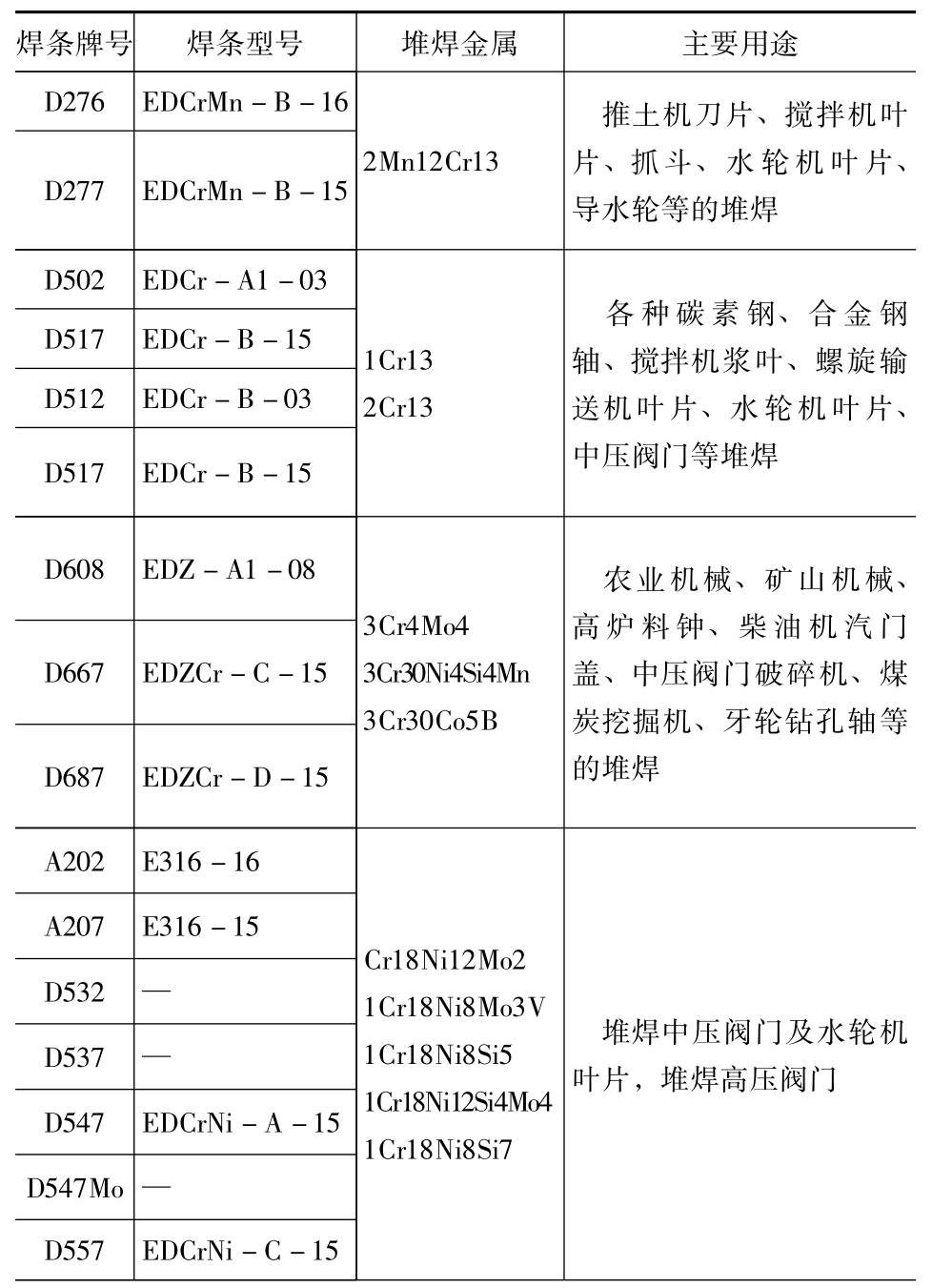
4.堆焊焊条的选用
不同性质的磨损对堆焊金属的性能有不同的要求。一种堆焊金属对某种性质的磨损有较高的耐磨性,但对其他性质的磨损就未必能够适应,选用堆焊焊条、堆焊金属,使之达到既节省合金材料,又具有较好的使用性能和较长的使用寿命是非常必要的。常用堆焊焊条的选用见表3-22。
表3-22 常用堆焊焊条的选用
续表
续表
续表

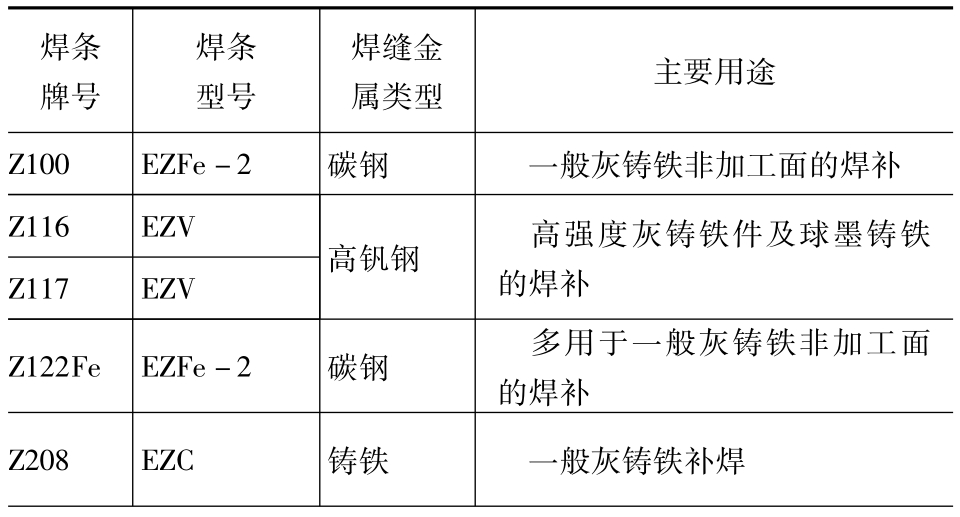
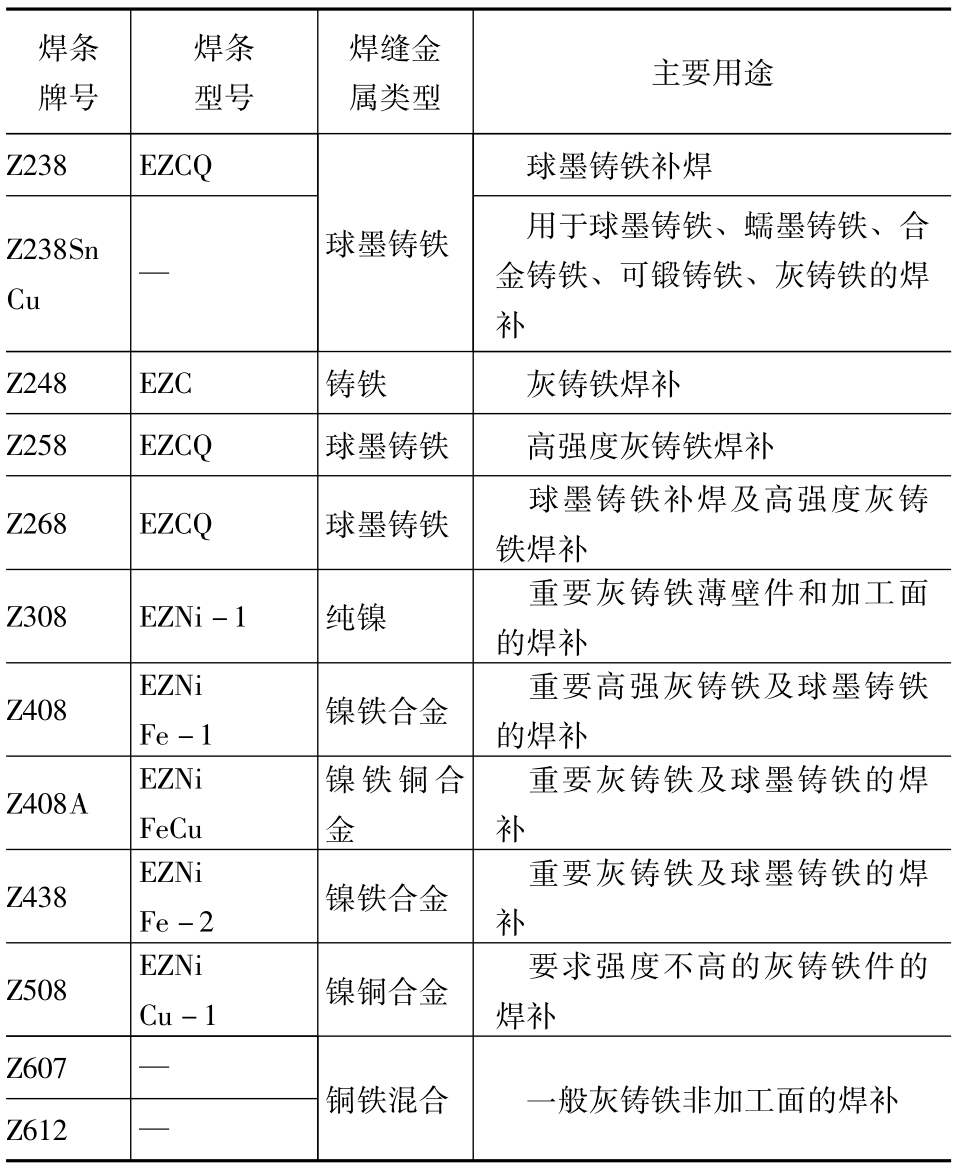
5.铸铁焊条的选用
铸铁冷焊时,为了降低热应力,减少焊接裂纹,要选择塑性好的焊条及采用短焊道操作手法。焊条选择的原则,主要是保证在焊接过程中防止产生裂纹,使焊缝达到技术规程要求的力学性能,在保障焊缝质量的前提下价格低廉等。常用的冷焊铸铁焊条选用见表3-23。这些铸铁焊条焊缝强度和颜色都与母材不同,除镍基焊条外,其余焊条的铸铁焊缝,焊后加工性都较差。
表3-23 常用的冷焊铸铁焊条选用
续表
6.有色金属焊条的选用
镍及镍合金焊条的选用见表3-24,铜及铜合金焊条的选用见表3-25,铝及铝合金焊条的选用见表3-26。
表3-24 镍及镍合金焊条的选用
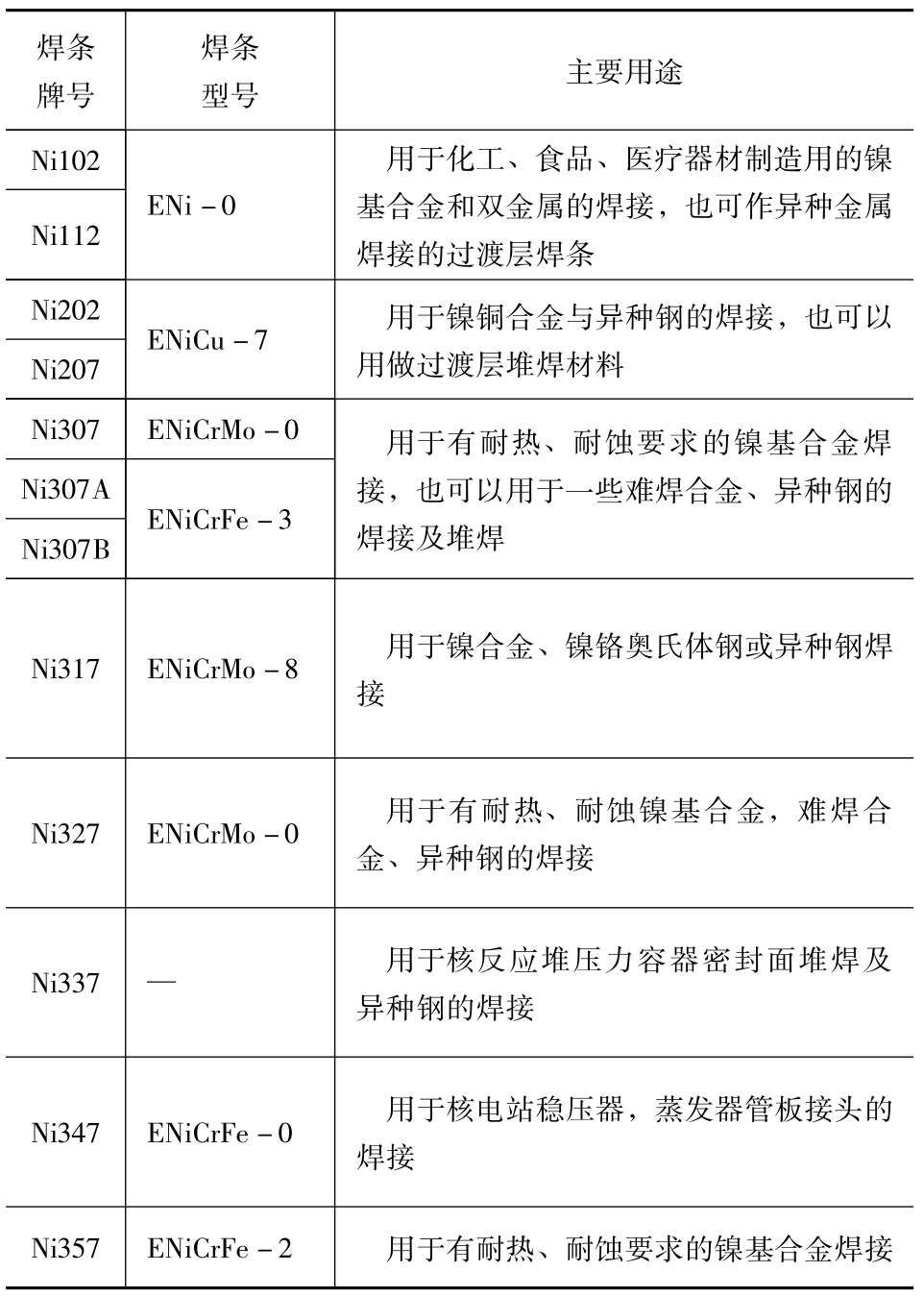
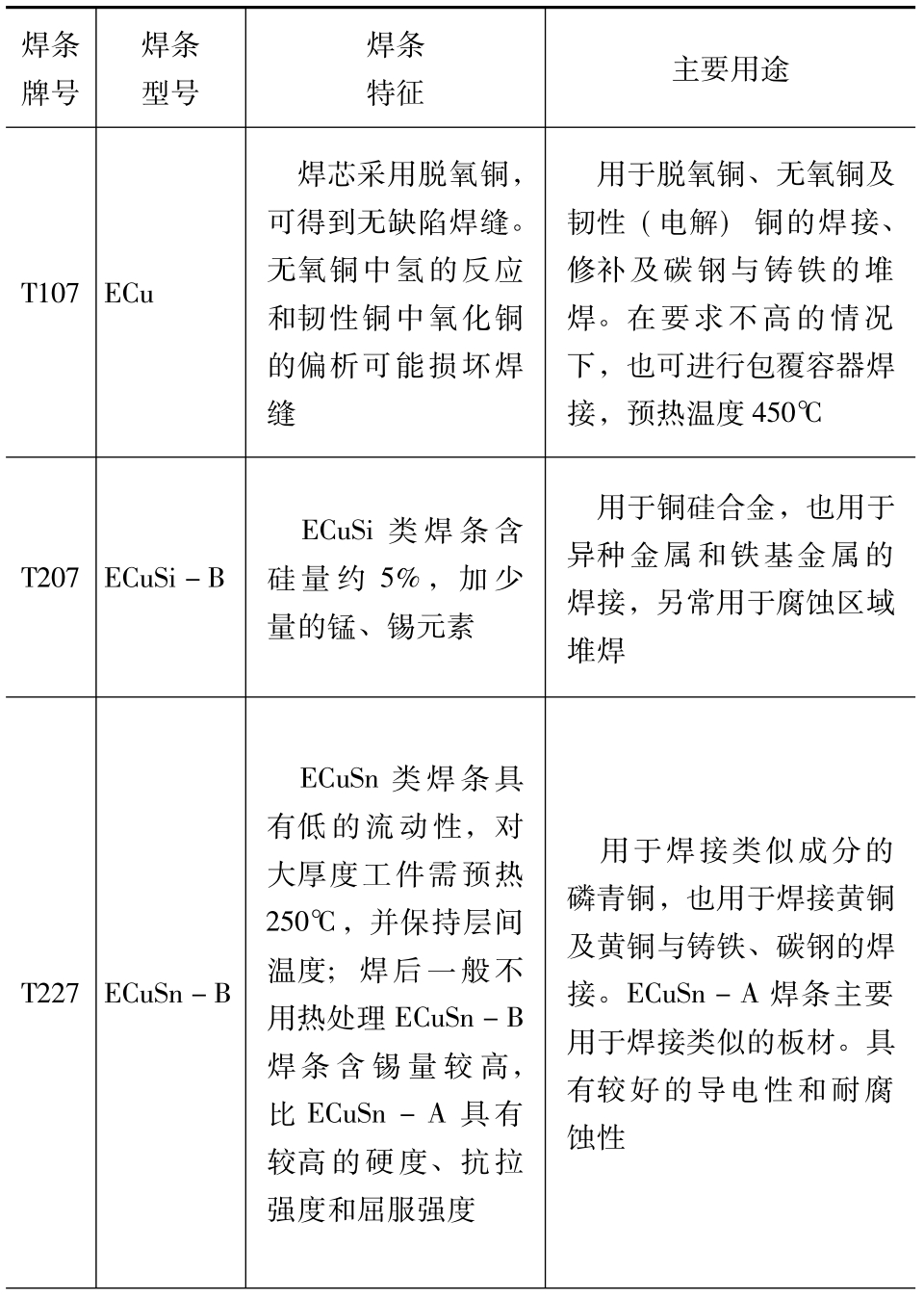
表3-25 铜及铜合金焊条的选用
续表
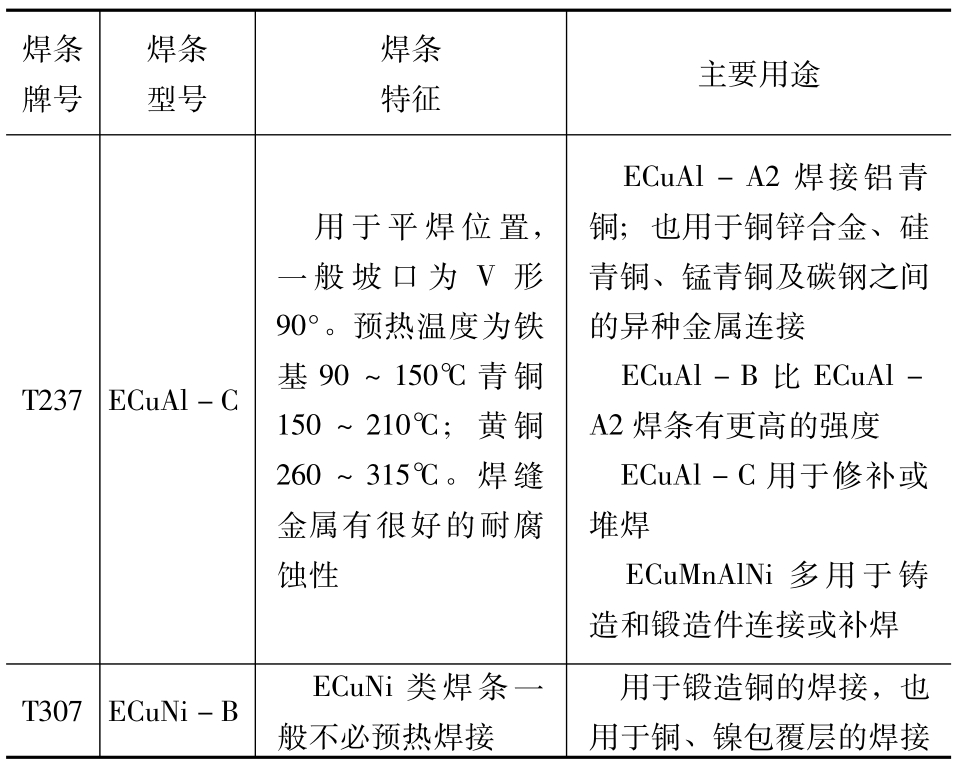
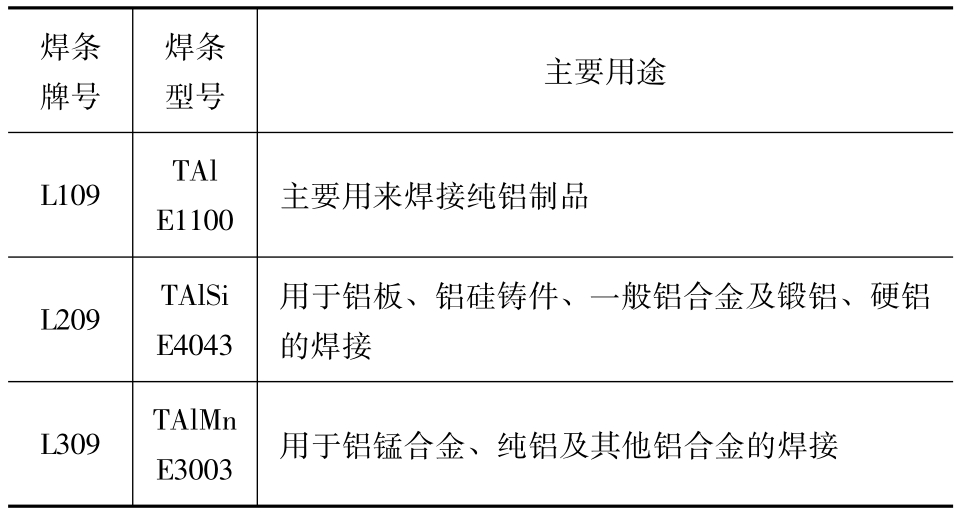
表3-26 铝及铝合金焊条的选用
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











