



4.7 铸件的浇注
4.7.1 铸件的浇注
铸件的浇注是铸造生产中的一个重要环节,需要进行精心和严密的组织。否则将会影响铸件的质量,造成废品,甚至还会引起安全事故,造成人身和财产损失。
1.浇注前的淮备
了解浇注金属的种类和牌号,熟悉浇注的位置及环境情况,浇包的准备情况(维修质量、烘干情况、浇包的类型确定);浇注前还必须对铸件的重量进行计算,在铸造生产的过程中,诸多的环节需要知道铸件的重量,如熔炼时炉料的准备,浇铸时浇包大小的确定;铸型压铁重量的确定以及砂箱的紧固等。
2.浇注系统的组成
为填充型腔和冒口而开设于铸型的一系列通道称为浇注系统,其作用是保证液态金属平稳地流入型腔,以免冲坏铸型,防止熔渣、砂粒等杂物进入型腔,补充铸件冷凝收缩时所需的液体金属。浇注系统由外浇道、直浇道、横浇道和内浇道四部分组成,如图4-9所示。
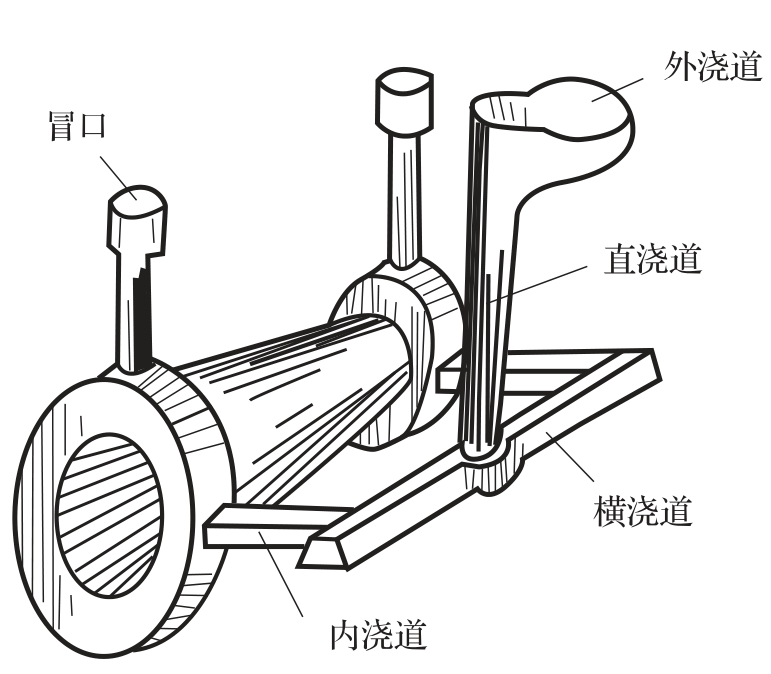
图4-9 浇注系统
(1)外浇道 容纳浇入的金属液并缓解液态金属对铸型的冲击。小型铸件通常为漏斗状(称浇口杯),较大型铸件为盆状(称浇口盆)。
(2)直浇道 浇注系统中的垂直通道,可以改变直浇口的高度和金属液的流动速度,从而改善液态金属的充型能力。直浇口下面带有圆形的窝座称为直浇道窝,用来减缓金属液的冲击力,使其平稳地进入横浇道。
(3)横浇道 浇注系统中连接直浇道和内浇道的水平通道部分,断面形状多为梯形,一般开在铸型的分型面上。其主要作用是分配金属液进入内浇口并起挡渣作用。
(4)内浇道 浇注系统中引导液体进入型腔的部分,控制流速和方向,调节铸件各部分冷却速度。内浇道一般在下型分型面上开设,并注意使金属液切向流入,不要正对型腔或型心,以免冲坏。
对有些铸件其浇注系统还包括冒口。浇入铸型的金属液在冷凝过程中要产生体积收缩,在其最后凝固的部分会形成缩孔。冒口是在铸型内储存供补缩铸件用熔融金属的空腔,它能根据需要补充型腔中金属液的收缩,使缩孔转移到冒口中去,最后铸件清理时去除冒口即可消除铸件中的缩孔。冒口还有集渣和排气观察作用。冒口应设在铸件壁厚最高处或最后凝固的部位。
4.7.2 铸件的落砂
浇注结束,将铸件从砂型中取出的过程,称之为落砂。落砂必须等到铸件在砂型中冷却到一定的温度才能进行。过早,冷却速度快,易形成变形和裂纹;过晚,则长时间占用生产场地,降低生产效率。落砂方法有手工落砂和机械落砂两种。机械落砂使用振动落砂机进行,常用的落砂机有偏心振动落砂机、惯性振动落砂机、电磁振动落砂机。
4.7.3 铸件的清理
落砂后,铸件还要清除浇注系统、冒口、砂心和毛刺,清理内外表面的黏砂,打磨、表面精整等工序,该过程称之为铸件的清理。
1.浇注系统及冒口的清除
落砂后,浇铸系统及冒口的清除常用榔头敲掉,必须注意敲击方向,以免损坏铸件。
2.砂心的清除
砂心的清除比较复杂,一方面砂心在铸件的内部,另一方面砂心里有心骨,清除时希望保留心骨下次再用。砂心清除可用手工清除,也可用机械清除,如气动落心机、水力清砂、水爆清砂。
3.铸件的表面清理
一般采用清理滚筒,适用于小件清理。喷丸处理,可提高效率和质量,改善劳动条件,适用于中小件的清理。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。












