



6.2 铣刀和工件的安装
6.2.1 铣刀的装夹
铣刀的装夹方法基本上有两种:一种是常用于卧式铣床的套类铣刀的装夹,另一种是常用于立式铣床的杆类铣刀的装夹。
1.套类铣刀的装夹
套类铣刀包括圆柱形铣刀、三面刃铣刀、槽铣刀、角度铣刀和锯片铣刀等。因为这些铣刀都是以内孔为定心进行装夹的,所以又称为有孔铣刀。有孔铣刀要采用铣刀杆安装,先将铣刀杆锥体一端插入主轴锥孔,用拉杆拉紧。通过套筒调整铣刀的合适位置,刀杆另一端用吊架支承,如图6-9所示。铣刀杆柄部有7∶24或莫氏锥度的圆锥与铣床主轴孔相配合。铣刀杆上的长键与铣刀内孔上的通键槽相配合,用以传递扭矩。

1.主轴;2.键;3.套筒;4.刀轴;5.螺母
图6-9 套类铣刀的装夹
对于套式端面铣刀,不能用上述的方法装夹。因为这种铣刀要用圆柱刃和端面刃同时铣削,所以要装在锥柄短刀杆上,在刃端凹阶台面上用螺钉压紧,如图6-10所示。这种刀杆的锥柄可直接或者通过锥柄中间套装在主轴轴孔里,再用拉杆拉紧。
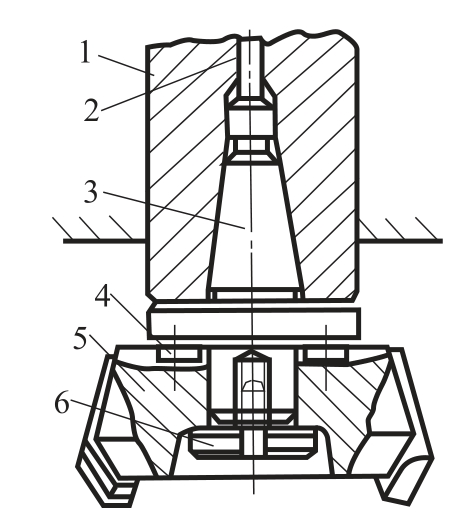
1.主轴;2.拉杆;3.心轴;4.传动键;5.铣刀;6.螺钉
图6-10 套式端面铣刀的装夹
2.杆类铣刀的装夹
杆类铣刀包括立铣刀、键槽铣刀和T形槽铣刀等。因为这些铣刀都是以柄部外径定心进行装夹的,故又称为带柄铣刀。这里以立铣刀为例介绍其装夹方法。
杆类立铣刀分为锥柄和直柄两种。直径较小的立铣刀都是直柄的。其装夹的方法是拧紧下图6-11(a)中的螺母 ,利用锥柄弹性卡簧所产生的径向力,使弹性卡簧与铣刀接触部分发生弹性变形,以增加接触面积及表面摩擦而夹紧铣刀。这种装夹方法,换刀非常方便,加工小工件时,应用比较广泛。其缺点是直柄不如锥柄定心性能好,容易产生摆动,而且对不同直径的铣刀,还要专门配制一套内孔直径不同的卡簧。
对直径较大的立铣刀做成锥柄,以使其与主轴锥孔配合,提高定心性能。锥柄铣刀柄部一端具有螺纹孔,用来与拉杆端部的螺纹配合,以固紧铣刀。当柄部锥度较小时,可以通过锥柄中间套装夹在主轴轴孔里,再用拉杆拉紧,如图6-11(b)所示。
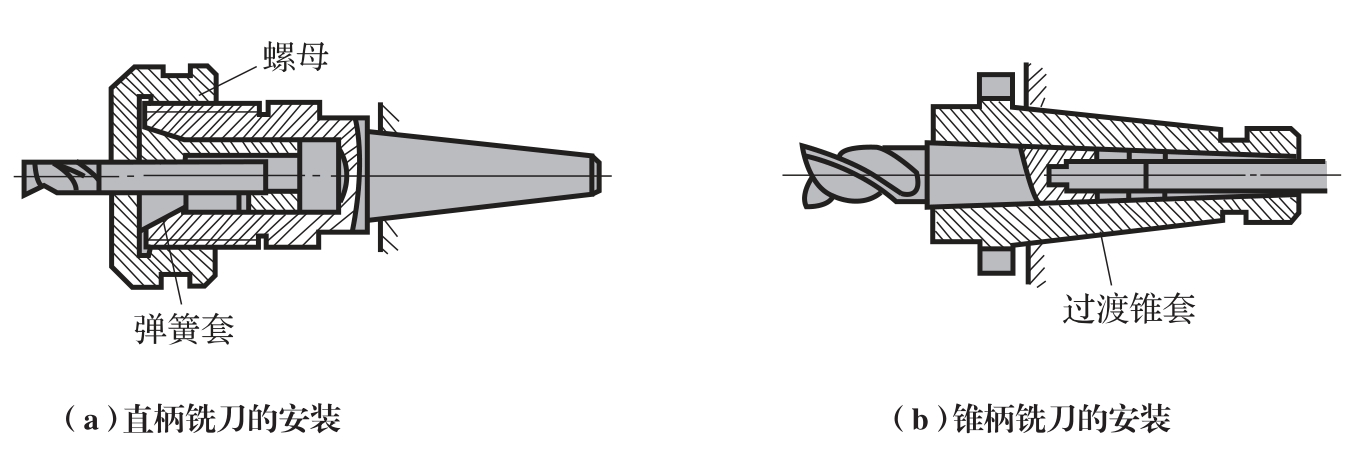
图6-11 杆类铣刀的装夹
6.2.2 工件的安装
1.直接在工作台上安装工件
对于较大或形状特殊的工件,可用压板、螺栓直接安装在铣床的工作台上,如图6-12所示。这种方法需用百分表、划针等工具找正加工面和铣刀的相对位置。装夹工件时应注意:垫铁高度要适当,压紧力作用点要靠近工件切削部位,压紧螺母应该轮流地对称地逐渐拧紧。

图6-12 在工作台上安装工件
2.用平口虎钳安装工件
小型和形状规则的工件多用此法安装,如图6-13所示,使用时需保证虎钳在机床中的正确位置。
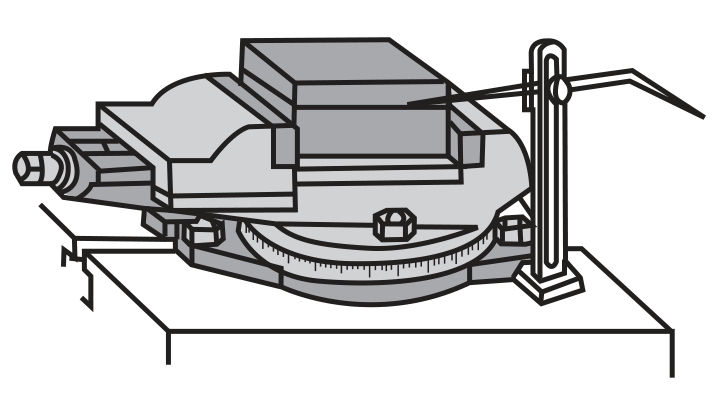
图6-13 用平口虎钳安装工件
3.用夹具安装工件
利用各种简易和专用夹具安装工件,如图6-14所示,可提高生产效率和加工精度。
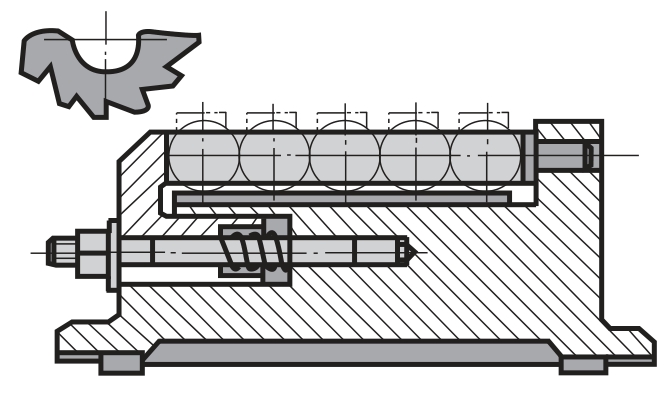
图6-14 用夹具安装工件
用V形架装夹工件,这种方法一般适用于轴类零件,除了具有较好的对中性以外,还可承受较大的切削力。
用专用夹具装夹工件,专用夹具定位准确、夹紧方便、效率高,一般适用于成批、大量生产中。
4.用分度头安装
铣削加工各种需要分度工作的工件,可用分度头安装,如图6-15所示。另外,不需分度的工件用分度头装夹加工也很方便。

图6-15 用分度头安装工件图
5.用回转工作台安装
当铣削一些有弧形表面的工件时,可通过回转工作台安装,如图6-16所示。

6-16 用回转工作台安装工件
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










