



8.2.7 主、辅机基座装焊工艺
8.2.7.1 主机基座装焊工艺
主机基座是船体机舱结构中的一个重要构件,是专为主机而设置的基座,需按照不同类型的主机设计,所以结构形式随机型而变。常见的有箱形桁材式和纵向桁材式,如图8.2-21所示。
箱形桁材式主机基座结构,由两列纵向箱形桁材配以数行横向隔板,连同主机润滑油舱一起构成主机座结构整体,安装于外底板上。其左右两列纵向箱形桁材与机舱双层底结构相连,成为机舱双层底结构的组成部分。
纵向桁材式主机基座结构,由左右两列纵向桁材和数行横向隔板及加强肘板等组成,作为一个整体可直接安装在船底板上或双层底上,这种类型的主机基座多数用于中小型船舶。
1)纵向桁材式主机基座装焊工艺流程
纵向桁材式主机基座通常采用反装工艺,其工艺流程如图8.2-22所示:
主机基座纵桁吊装定位(加强肘板已预装)→安装横向隔板→焊接→加强→吊离胎架、翻身、焊接→火工矫正→测量与检验。

图8.2-21 主机座结构形式示意图
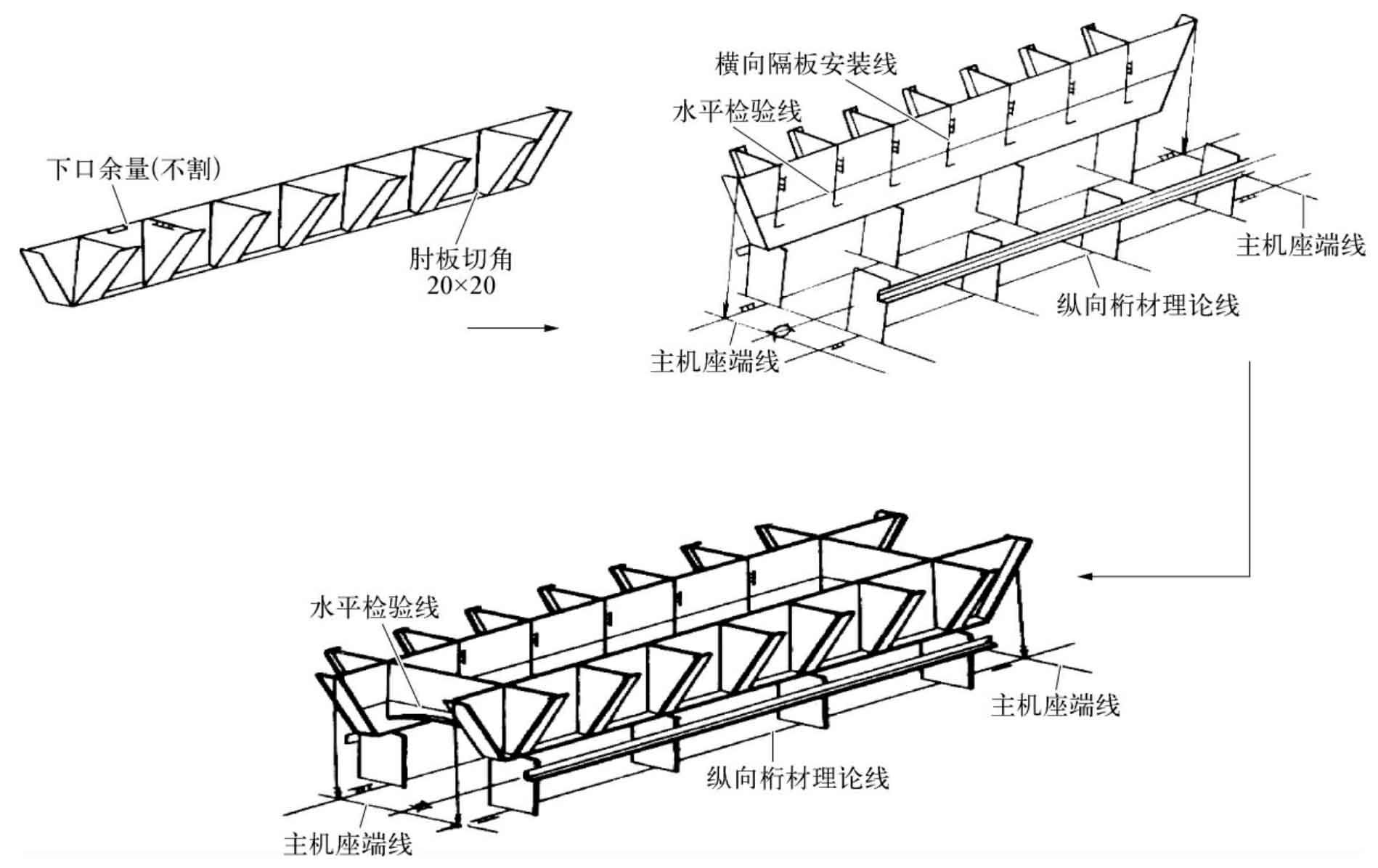
图8.2-22 纵向桁材式主机基座装焊工艺流程图
2)箱形桁材式主机基座装焊工艺流程
(1)箱形基座纵桁装焊工艺流程,见图8.2-23。
将其中一块侧板在胎架上定位→吊装箱内横向隔板和水平隔板(图(a))→吊装面板(图(b))→焊接→矫正→装配另一块侧板(图(c))→定位焊→吊离胎架、翻身搁放平整→焊接→矫正。

图8.2-23 箱形基座纵桁的装焊流程图
(2)横向隔板拼装。
(3)基座总装工艺流程,见图8.2-24。
用反装法在胎架上进行总装:在胎架上吊装定位中龙筋→吊装横向隔板(图a)→吊装主机润滑油舱结构→吊装箱形纵桁(图b)→吊离胎架、焊后翻身→矫正。
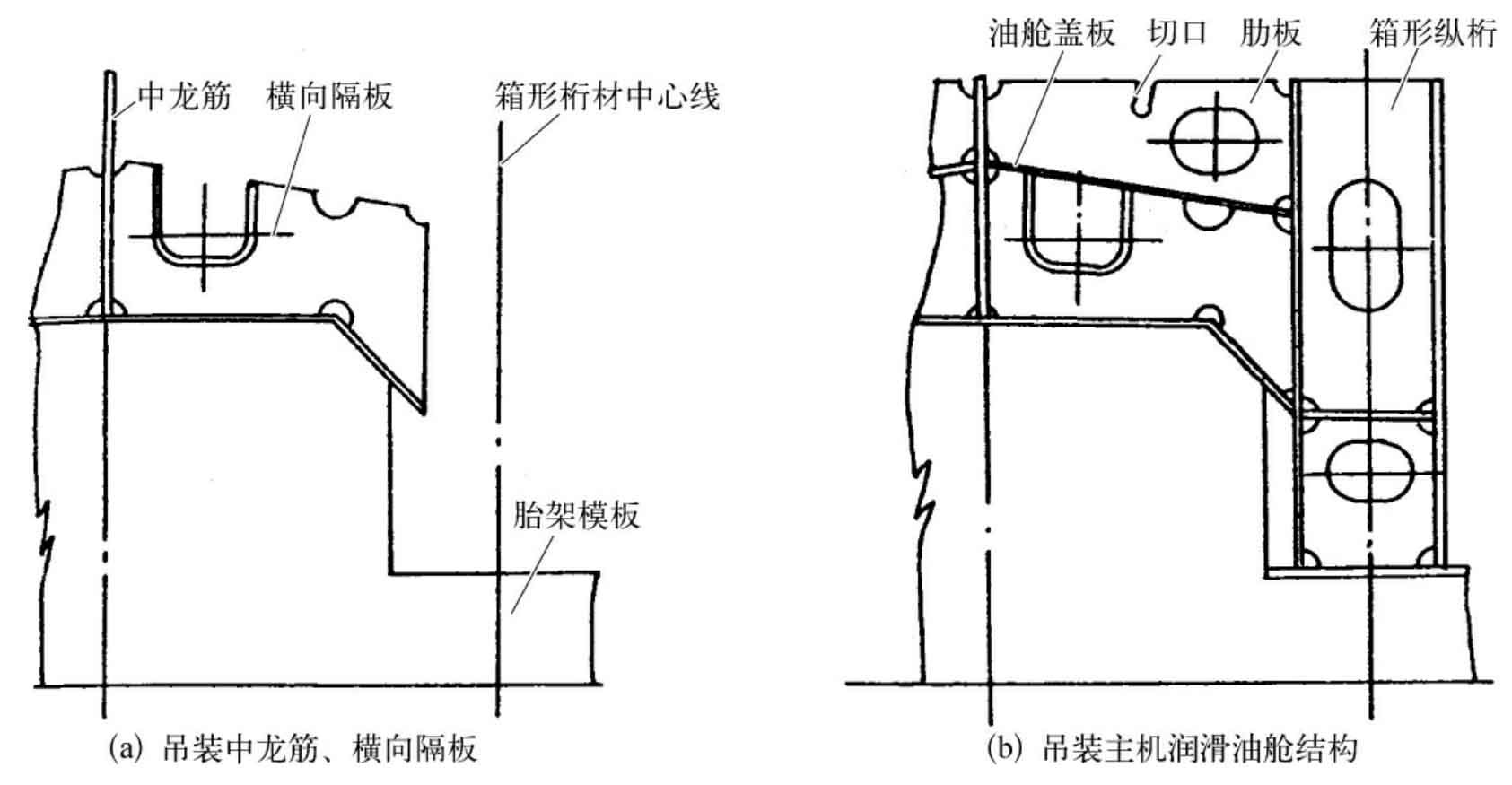
图8.2-24 箱形桁材式主机基座总装流程图
3)技术要领
(1)由于主机基座面板的平整度要求很高,纵桁材在拼装前,要认真检查腹板上口的平直度;
(2)纵桁材的腹板与面板的连接位置不在面板的中心线上,拼装时,除了注意腹板与面板的相对位置和保持垂直外,左右两列纵桁要对称施工。
(3)主机基座的外形尺寸(长、宽、高)精确度要求很高,因此,主机基座组装时,先将首、尾两块横向隔板定位在纵桁上,使主机基座的宽度基本固定,然后再嵌装中间的横向隔板。
8.2.7.2 辅机基座装焊工艺
辅机基座结构较简单,体积较小,一般不用胎架,可在平台上装配。但辅机种类较多,各种基座的结构形式差异很大,视安装部位(内底、舷侧、甲板、舱壁等)的不同而有所差异。所以,在装配前应对辅机基座的安装部位有所了解,要明确安装于左舷还是右舷,是舱前端还是舱后端。同一类型的辅机要制造两只辅机基座时,须考虑是否左右舷对称等情况。其装焊工艺流程:
拼装T型部件→焊后并矫正→在平台上划出辅机基座的轮廓线→取辅机基座的面板(或底面)为基准面,在平台上反装(或正装)→焊接→矫正→测量、验收。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











