



23.7.1 生产任务与纲领
管子车间承担纲领产品中所有黑色金属管、有色金属管、不锈钢管、双金属管等的加工制作任务,包括管子上下料、切割、法兰定位、焊接、弯曲、支管加工、内场液压试验等。
生产纲领一般按品种、规格列出纲领产品的管子分项重量和根数(分支管和弯管,如有修船任务应计入修船换新管子的重量和根数),年产纲领可列表,表格形式见表23.7-1。
表23.7-1 年产纲领表

根据表23.7-1,可得年产管子重量(t)、年产管子根数和管子日产量(根/日)。
若采用成组技术(GT)工艺设计则须进行如下分析:
1)采用生产流程分析法,建立管子零件集合与生产设施集合之间的对应关系
—通过生产流程分析,简化企业的物料流,使物料流动的路线减少到最小限度。在物料流动时,不出现重复进出同一生产单位,或者说物料进出一个生产单位原则上限定为一次,以节约物料流搬运费用,避免运输时间损失,缩短生产周期;
—找出相应管子零件集合与生产设施集合之间的对应关系,建立“工艺装备—零件”的对应关系,这一对应关系在成功实施GT中具有极其重要的意义。GT不是仅局限于把零件落实到生产单元,而是必须把零件最终落实到生产单元的每台设备的这一“工艺装备—零件”对应关系中去。
2)按GT相似性原理划分管子零件族,组建GT生产单元,建立管子加工车间
零件族划分:按零件在结构、形状、尺寸、材质和加工过程等特征方面的相似性,划分管子零件族,分别用数字或字母来表示。
3)管子成组加工单元的划分
管子成组加工单元是指为完成一组相似族的加工,而将工艺相似的管件布置在一个封闭区域内的一组设备。在一个设备组(加工单元)内完成一个管件系列的加工所需要的全部工序。工人在不同设备上操作,只受管件完成时间的限制,形成封闭的生产能力。管件传递不是按批转移,而是尽量以单件转移。
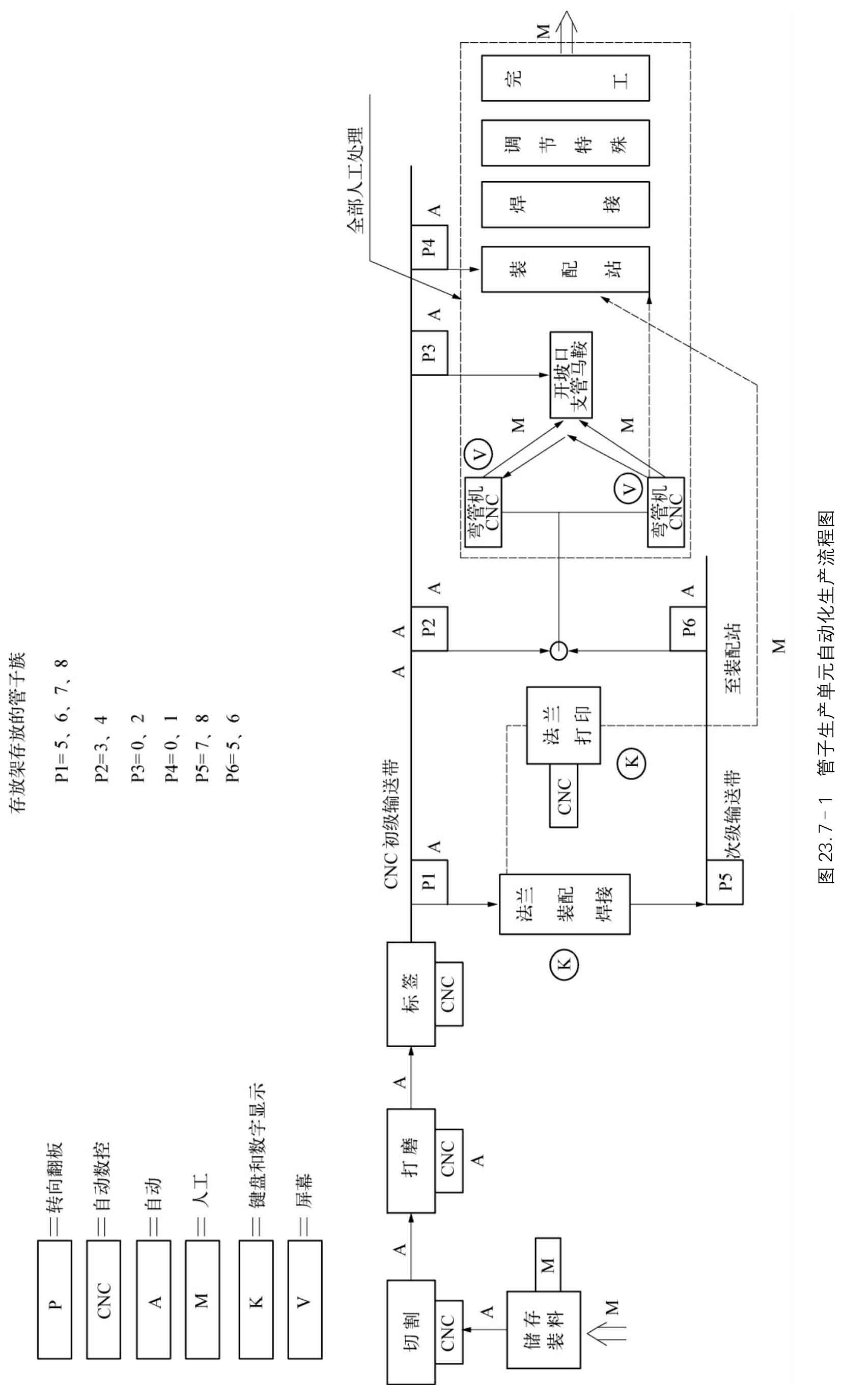
管子生产单元自动化生产流程图见图23.7-1。
4)产品生产纲领的统计方法
(1)按管子施工图(小票)统计而得。
(2)参照类似产品适当比值折算而得。
(3)对尚未进入生产设计阶段的产品,在进行规划设计时,可以产品的管材订货明细表按平均每根管长度2~3m折算成根数。
5)协作关系
说明本车间与厂外和本厂其他车间的生产协作内容,如:
管子法兰、接头、套管、支架等由××协作提供;
定型弯头由厂外协作供应;
管子表面处理由××协作等;
柴油机排气管由××协作;
CO2管、高温高压管、不锈钢管等探伤由××承担;
其他。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











