



任务二 汽车维修常用工具和测量仪器的认识
任务目标
1.了解汽车维修常用工具的类型;
2.了解汽车测量仪器的类型;
3.掌握汽车维修工具的正确选择和使用;
4.掌握汽车测量仪器的使用方法。
必备知识
正确选择和使用汽车维修常用工具,对于提高维修效率保障设备完整和人身安全有着十分重要的作用。
1.使用工具和测量仪器的基本概念
(1)了解正确的用法和功能
学习每件工具和测量仪器的功能和正确用法。如果用于规定之外的用途,工具或测量仪器会损坏,而且零件也会损坏或者导致工作质量降低。
(2)了解使用仪表的正确方法
每件工具和测量仪器都有规定的操作程序。要确保在工作部件上正确使用工具,用在工具上的力要恰当,工作姿势也要正确。
(3)正确地选择
根据尺寸、位置和其他条件不同,用不同的工具松开螺栓。要根据零件形状和工作场地选择合适的工具。
(4)力争保持放置有序
工具和测量仪器要放在容易拿到的位置,使用后要放回原来的正确位置。
(5)严格坚持工具的维护和管理
工具要在使用后立即清洗并在需要的位置涂油。如需要修理就要立即进行,这样工具就可以长期处于完好状态。
2.根据工作的类型选择工具
在汽车修理中为拆下和更换螺栓/螺母或拆下零件,通常使用成套套筒扳手。如果由于工作空间限制不能使用成套套筒扳手,可按其顺序选用梅花扳手或开口扳手,如图1-35所示。
(1)成套套筒扳手
(2)梅花扳手
(3)开口扳手

图1-35
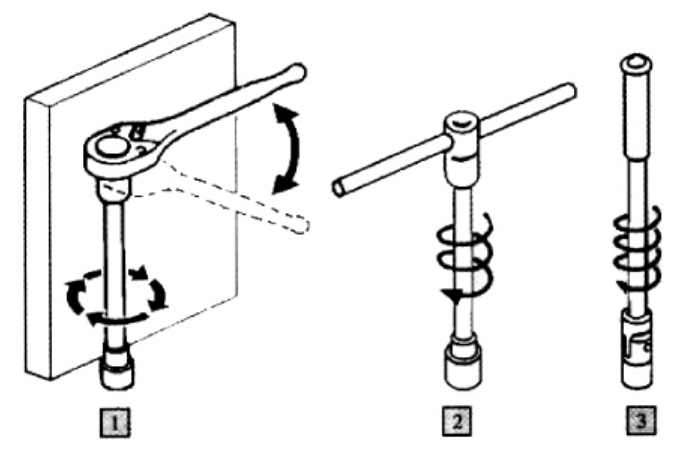
图1-36
3.根据工作进行的速度选择工具
套筒扳手的用途在于它能旋转螺栓/螺母而不需要重新调整。这就可以迅速转动螺栓/螺母。套筒扳手可以根据所装的手柄以各种方式工作,如图1-36所示的各种手柄。
(1)棘轮手柄适合在狭窄空间中使用。然而,由于棘轮的结构,它不可能获得很大的扭矩。
(2)滑动手柄要求极大的工作空间,但这能提供最快的工作速度。
(3)旋转手柄在调整好手柄后可以迅速工作。但此手柄很长,很难在狭小的空间使用。
4.根据旋转扭矩的大小选用工具
如果最后拧紧或开始拧紧螺栓/螺母需要大扭矩,那么要使用允许施加大力的扳手。
(1)可以施加的力的大小取决于手柄的长度。手柄越长,用较小的力得到的扭矩就越大。
(2)如果使用了超长手柄,就有扭矩过大的危险,螺栓有可能会被剪断。
任务实施
1.考核标准

(续表)

2.相关设备
工具量具:
(1)套筒、扭力扳手、活动扳手、尖嘴钳、手锤。
(2)锤子、黄铜棒、垫片刮刀、销冲头虎钳、活塞环钳、锉刀。
(3)厚薄规、测微计、游标卡尺、卡规。
(4)火花塞间隙量规、量缸表、厚度规。
3.注意事项
1)用力强度1
其用于转动工具,以便拉动它。如果由于空间限制无法拉动工具,可用手掌推它,如图1-37所示。
2)用力强度2
已经拧得很紧的螺栓/螺母可以通过施加冲击力轻松松开。但是不能使用锤子和管子(用来加长轴)来增加扭矩,如图1-38所示。

图1-37

图1-38
3)使用扭矩扳手
最后的拧紧始终用扭矩扳手来完成,以便将其拧紧到标准值,如图1-39所示。

图1-39
4.实施步骤
1)常用工具
(1)套筒(成套套筒扳手)(如图1-40、图1-41所示)
这种工具根据工作条件装上不同手柄和套筒后,利用一套套筒扳手夹持住螺栓/螺母,可以很轻松地将其拆除或更换,如图1-42所示。
①套筒尺寸有大和小两种尺寸,大的一种可以获得比小的一种更大的扭矩。
②套筒深度有两种类型——标准型的和深型的,后者比标准型的深2~3倍。较深型的套筒可用于螺栓突出的螺帽,而不适用于用标准型套筒。
③钳口有两种类型——双六角形和六角形的。六角部分与螺栓/螺母的表面有很大的接触面,这样就不容易损坏螺栓/螺母的表面。

图1-40

图1-41

图1-42
如图1-43所示:1—套筒接合器(大→小);2—套筒接合器(小→大);3—小尺寸套筒;4—大尺寸套筒。
注意:超大扭矩会损坏套筒本身或小螺栓。扭矩要根据规定的拧紧极限施加。

图1-43
(2)万向节(成套套筒扳手)
套筒的方形套头部分可以前后或左右移动,手柄和套筒扳手之间的角度可以自由变化,使其成为在有限空间内工作的有用工具,如图1-44所示。

图1-44
注意:不要使手柄倾斜大角度来施加扭矩。(A)
勿用于风动工具。球节由于不能吸收旋转摆动而脱开,并造成工具、零件或车辆损坏。(B)
(3)加长杆,如图1-45所示(成套套筒扳手)
①可用于拆下和更换装得太深不易接触的螺栓/螺母。(A)
②加长杆也用于将工具抬离平面一定高度,便于使用。(B)

图1-45
(4)旋转手柄(成套套筒扳手)
此手柄用于拆下和更换要求用大扭矩的螺栓/螺母,如图1-46所示。
①套筒扳手头部可作铰式移动,这样可以调整手柄的角度使与套筒扳手相配合。
②手柄滑动,允许改变手柄长度。
注意:滑移手柄直到其碰到使用前的锁紧位置。如果不在锁紧位置上,手柄在工作时可以滑进滑出。这样会改变技术员的工作姿势并造成人身伤害。

图1-46
(5)滑动手柄(成套套筒扳手)
通过滑动套筒的套头部分,手柄可以有两种使用用法,如图1-47所示。
①L形:改进扭矩
②T形:增加速度

图1-47
(6)棘轮手柄,如图1-48所示(成套套筒扳手)
①将锁紧手柄向右转可以拧紧螺栓/螺母,向左转可以松开它们。(A)
②螺栓/螺母可以不需要使用套筒扳手而单方向转动。(B)
③套筒扳手可以以小的回转角锁住,可以在有限的空间中工作。(C)
注意:不要施加过大扭矩。这可能损坏棘爪的结构。
①拧松
②拧紧

图1-48
(7)梅花扳手
用在补充拧紧和类似操作中,因其可以对螺栓/螺母施加大扭矩,如图1-49所示。
①因为扳手钳口是双六角形的,可以容易地装配螺栓/螺母。这可以在一个有限空间内重新安装。(A)
②由于螺栓/螺母的六角形表面被包住,因此没有损坏螺栓角的危险,并可施加大扭矩。(B)
③由于轴是有角度的,因此可用于在凹进空间里或在平面上旋转螺栓/螺母。(C)

图1-49
(8)开口扳手
开口扳手用在不能用成套套筒扳手或梅花扳手拆除或更换螺栓/螺母的位置,如图1-50所示。
①扳手钳口以一定角度与手柄相连,这意味着通过转动开口扳手(扳手),可在有限空间内进一步旋转。(A)
②为防止相对的零件也转动,如在拧松一根燃管时,可用两个开口扳手。(B)

图1-50
注意:扳手不能提供较大扭距,因此不能用于最终拧紧。
不能在扳手手柄上接套管。这会造成超大扭距,损坏螺栓或开口扳手(扳手)。
(9)可调扳手
可调扳手适用于尺寸不规则的螺栓/螺母或压紧SST(专用维修工具)。旋转调节螺钉孔径。一个可调扳手用来代替多个开口扳手(扳手)。不适用于施加大扭距,如图1-51所示。
指导:转动调节螺杆,使孔径与螺栓/螺母头部配合完好。

图1-51
注意:使调节钳口在旋转方向上来转动扳手。如果不用这种方法转动扳手,压力将作用在调节螺杆上,使其损坏。
(10)火花塞扳手
此工具专用于拆卸及更换火花塞。有大小两种尺寸,要配合火花塞尺寸。板手内装一块磁铁,用以保持住火花塞,如图1-52所示。

图1-52
注意:磁性可保持住火花塞,但仍要小心不要使其坠落。(A)
为确保火花塞正确地插入,首先要用手仔细地旋转它。(B)
参考:规定扭矩18~20W·M
(11)螺丝刀
螺丝刀用于拆卸和更换螺钉。有型号之分,取决于尖部的形状,如图1-53所示。
指导:使用尺寸合适的螺丝刀,与螺钉槽大小合适。(A)
保持螺丝刀与螺钉尾端成直线,边用力边转动。(B)

图1-53
注意:切勿用鲤鱼钳或其他工具过度施加扭矩。这可能刮削螺钉的凹槽或损坏螺丝刀尖头。
参考:按照用途选择螺丝刀。虽然普通螺丝刀使用最为频繁,但以下型号的螺丝刀也在不同用途下得以使用,如图1-54所示。

图1-54
A——穿透螺丝刀用于上紧固定螺钉。
B——短柄螺丝刀可用在有限的空间内拆卸并更换螺钉。
C——方柄螺丝刀可用在需要大扭矩的地方。
D——精密螺丝刀可用在拆卸并更换小零件。
①尾端全部穿透手柄。
②尾端是方的。
(12)尖嘴钳
尖嘴钳是用在密封的空间里操作或夹紧小零件。钳子是长而细的,使其适于在密封空间里使用。包括一个朝向颈部的刀片,可以切割细导线或从电线上去掉绝缘层,如图1-55所示。

图1-55
注意:切勿对钳子头部施加过大的压力。它们可以成U字形打开,使其不能用做精密工作。
①变形
②变形前
(13)鲤鱼钳
鲤鱼钳用以夹东西。改变支点上的孔的位置可以调节钳口打开的程度。可用钳口夹紧或拉动零件。可在颈部切断细导线,如图1-56所示。

图1-56
注意:在用钳子夹紧前,须用防护布或其他防护罩遮盖易损坏件。
(14)剪子(钳子)
剪子用于切割细导线。由于刀片尖部为圆形,它可以用以切割细线,或者从线束中选择所需的线切下,如图1-57所示。

图1-57
注意:不能用以切割硬的或粗的线。这样做会损坏刀片。
(15)锤子
锤子可通过敲击来拆卸和更换零件,并且根据声音来测试螺栓的松紧度。有以下类型使用,如图1-58所示,它取决于应用条件或材料。
①球头销锤子有铸铁头部。
②塑料锤有塑料头部,用于必须避免撞坏物件的地方。
③检修用锤有带有细长柄的小锤子根据敲击时的声音和振动来测试螺栓/螺母的松紧度。
指导:①通过直接敲击打进去。
例如,用以拆卸和更换销子。
②通过直接敲击拆卸。
例如,用以分开盖和壳体。通过间接敲击拆卸。
③轻轻地敲击螺栓。
例如,用以检查螺栓的松紧度(学习区别敲击声)。

图1-58
(16)黄铜棒
黄铜棒为防止锤子损坏的支撑工具,如图1-59所示。用黄铜制成,所以不会损坏零件(因为零件变形前它将会变形)。

图1-59
注意:如果尖头变形,用磨床研磨。
(17)垫片刮刀
垫版刮刀用于拆卸气缸盖垫片、液态密封剂、胶粘物以及表面上的其他东西。
指导:①刮的效果取决于刀片的方向。(A)
a——由于刀刃切入垫片,刮的效果会更好些。但是,要求其刮到表面。
②刀刃未很好地切入垫片,意味着难以获得整齐的效果。但是,要求被刮的表面未被损坏。(B)
b——当使用在易于破损的表面上时,刮刀应包裹塑料带(除刀片外)。
注意:切勿把手放在刀片前。刀片可能会伤害到你。
切勿在磨床上把刀片磨得太快。经常在油石上磨刀片。
(18)中心冲头
中心冲头用以给零件做标记,刀刃淬火硬化,如图1-60所示。

图1-60
注意:①做标记时切勿用力太重。
②刀刃用油石来维护。
(19)销冲头
销冲头用于拆卸和更换销子并调节销子,如图1-61所示。冲头尖端已淬火硬化。冲头尖端的两个尺寸与所有销配合。装一个橡胶缓冲垫,确保在敲击时零件不会损坏。
指导:对销子垂直用力。
也可以将橡胶缓冲垫覆盖在冲头和销上,并且边固定销。
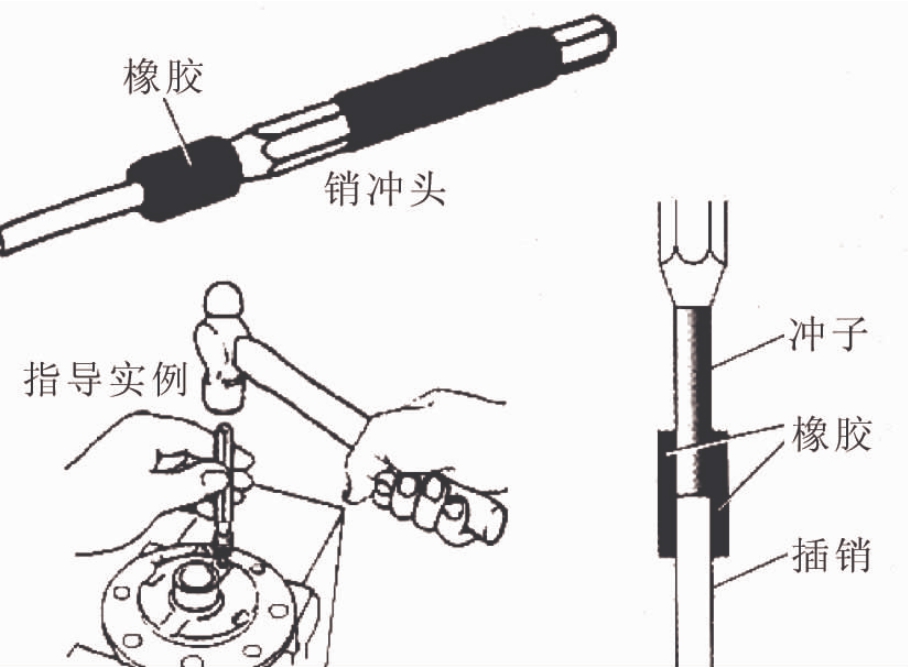
图1-61
(20)风动工具
风动工具可用于压缩空气,并用于拆卸和更换螺栓/螺母。它能使工作以很快的速度完成,如图1-62所示。

图1-62
警告:①永远在正确的气压下使用(正确值:686kPa(7kgf/cm2)。
②定期检查风动工具并用风动工具油润滑和防锈。
③如果用风动工具从螺栓上完全取下螺母,则旋转力可使螺母飞出。
④往往先用手将螺母对准螺栓。如果一开始就打开风动工具,则螺纹会被损坏。注意不要拧得过
紧,使用较小的力拧紧。最后,使用扭矩扳手检查紧固扭矩。
(21)冲击式风动扳手
冲击式风动扳手用于要求较大扭矩的螺栓/螺母,如图1-63所示。
A——扭矩可调到4~6级。
B——旋转方向可以改变。
C——与专用的套筒扳手结合使用。专用的套筒扳手经过专门加工,其特点是能防止零件从传动装置上飞出。切勿使用专用套筒扳手以外的其他套筒扳手。
注意:在操作时必须用两只手握住工具,因为按按钮时释放大的扭矩,可能引起振动。
提示:扭矩调整按钮和旋转方向按钮的位置和形状因制造厂不同而不同。
①专用套筒
②销
③O形圈

图1-63
(22)扭矩扳手
扭矩扳手用以拧紧螺栓/螺母以达到规定的扭矩,如图1-64所示。
A——预置型通过旋转套筒可预设要求的扭矩。当螺栓在这些条件下拧紧时,会听到咔哒声,表明达到规定扭矩。
B——板簧式
a——标准式扭矩扳手通过弯曲梁板,助作用到旋转手柄上的力进行作,此梁由钢板弹簧制成。作用可通过指针和刻度读出,以便获取规定的扭矩。
b——小扭矩的最大值约0.98N,用来测量预负荷。
指导:用其他扳手在扭矩扳手拧紧前先拧紧,这样做工作效率高,如果一开始就用扭矩扳手拧紧,则工作效率较差。

图1-64
注意:A——如果拧紧几个螺母,在每个螺母上均匀施加扭矩,重复2~3次。
B——如果专用维修工具与扭矩扳手一起使用,则要按照修理手册中的说明计算扭矩。
C——钢板弹簧型的注意事项。
a——使用到扭矩扳手上刻度的50%~70%量程,以便施加均匀的力。
b——不要用力太大使手柄接触的到杆。如果压力不是作用在销上,则不能获得精确的扭矩测量值。
注意的问题如图1-65所示。

图1-65
2)常用测量器具
取得精确的测量值:
用测量仪器诊断车辆状态,其方法是检查零件尺寸和调整状态是否和标准符合,并且检查车辆或发动机零件是否正常发挥作用。
测量前检查要点,如图1-66所示。
A——清洁被测部件和测量仪器废物或机油可能导致测量值的误差。
B——选择适合的测量仪器按照要求的精度水平选择测量仪器。反面示例:用游标卡尺测量活塞外径。
①测量精度:0.05mm
②要求精度:0.01mm
C——零校准检查零刻度是否对准其正确的位置。零校准是正确测量的基础。
D——测量仪器的维修应定期地进行维修和校准。如果坏了切勿使用。

图1-66
(3)要取得精确的实测值,在测量时注意的要点如图1-67所示
①测量仪器与被测零件呈直角,向被测零件移动测量仪器的同时,压紧测量仪器与零件呈直角。
②使用适当的量程,当测量电压或电流时,从高量程开始再往下调。从量程合适的表盘上读出测量值。
③读取测量值时确保你的视线与表盘和指针成直角。
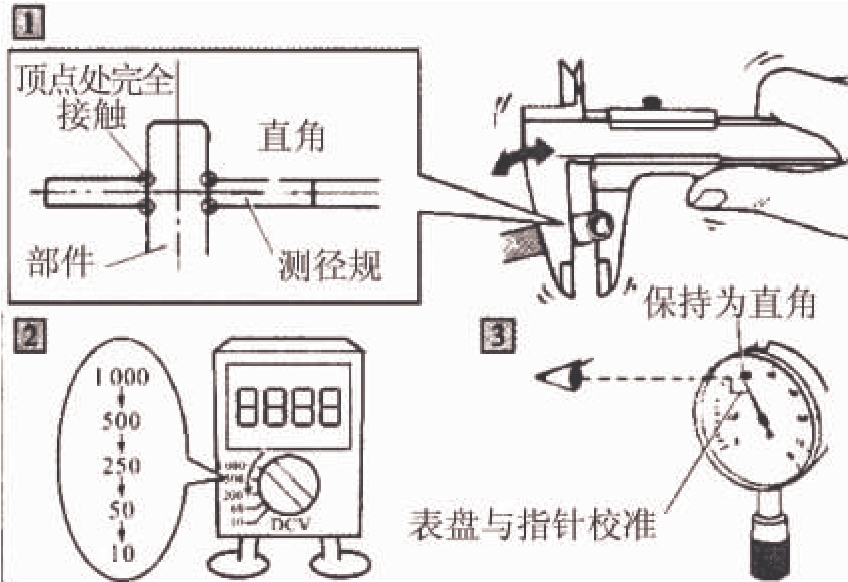
图1-67
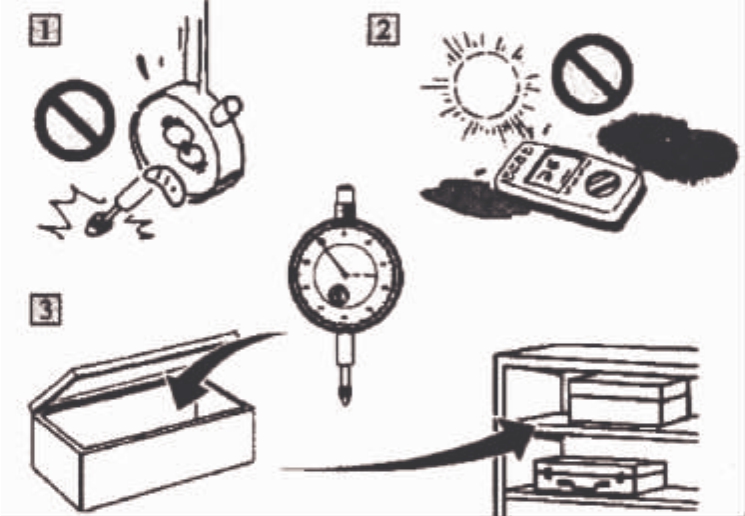
图1-68
注意:①切勿坠落或敲击仪器,换句话说就是撞击,这些工具是精密仪器,可能会损坏结构内部零件。
②避免使用或放在高温下或高湿度下。测量值误差可能在高温、高湿度下发生。如果受到高温影
响,工具本身会变形。
③工具使用后要清洁,并按原状放置。工具只有在清除油污和废物后才可存放。所有使用的工具必
须按其原状归位,任何带有专用箱的仪器必须放回其箱内。测量工具必须放在规定的地方。如果要
长时间存放工具,则需在必要的地方涂刷防锈油,并且取下。
注意事项如图1-68所示。
(1)游标卡尺
游标卡尺可测量长度、外径、内径和深度,如图1-69所示。
量程:0~150mm,200mm,300mm。
测量精度:0.05mm。

1—测量爪内径;2—测量爪外径;3—止动螺钉;4—游标尺刻度;5—主要刻度;6—深度测量;7—深度尺
图1-69
参考:游标卡尺的使用范例有如下几种,如图1-70所示:

1—长度测量;2—内径测量;3—外径测量;4—深度测量
图1-70
读取测量值,如图1-71所示。
读取达到1.0mm的值
读取主测量刻度的数值,其位于游标“零”的左边。
A——例如,45mm。
读取低于1.0mm高于0.05mm的数值
读取游标上的刻度与主测量刻度相对齐的点。
B——例如,0.25mm。
如何计算测量值
A+ B——例如,45mm+ 0.25mm=45.25mm。

图1-71
(2)测微计
测微计通过计算手柄方向上轴的均衡旋转来测量零件的外径/厚度如图1-72所示。
量程:0~25mm,25~50mm,50~75mm。
测量精度:0.01mm。

1—测砧;2—轴;3—锁销;4—螺钉;5—套筒;6—棘轮定位器
图1-72
指导:零校准
使用测微计前,检查并确保零刻度已对准。
检查
如果是图1-73(a)中的50~75mm的测微计,在开口内放置一个标准的50mm校正器,并让棘轮定位器自由转动2~3圈。然后,检查套管上的基准线与套筒的零刻度线是否对齐。
调整
如果误差低于0.02mm,使锁销啮合以便固定轴。然后,使用图1-73(b)中表示的调整节手,以便移动和调整套筒。
如果误差大于0.02mm,使锁销啮合以便固定轴。用调节扳手按图1-73(c)中箭
头方向松开棘轮定位器。然后,将套筒的零刻度线与套筒的基准线对齐。
50mm校准校正器
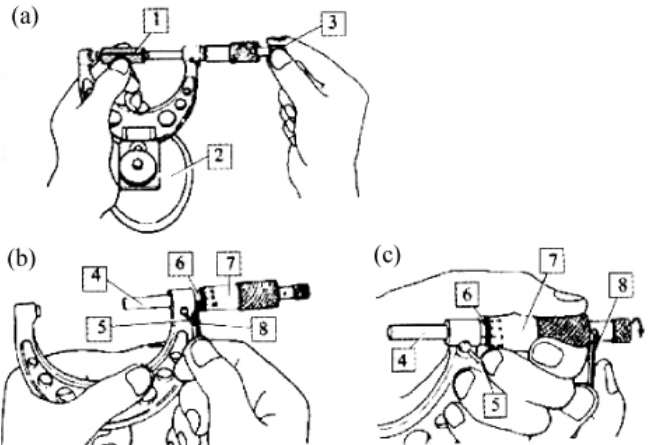
1—支架;2—棘轮定位器;3—轴;4—锁销;5—套管;6—套筒;7—调节扳手
图1-73
测量:
A——将测砧抵住被测物,旋转套筒直到轴轻轻接触被测物。
B——一旦轴轻轻接触被测物,转动几次棘轮定位器并读出测量值。
C——棘轮止动器使轴施加的压力均匀,当此压力超过规定值时,它便空转。
注意:①在测量小零件时,应把测微计固定在一支架上。
②通过移动测微计,寻找可测得正确直径的位置。
测量与注意事项如图1-74所示。

图1-74
读出测量值,如图1-75所示。
读出至0.5mm的值,读出在套管刻度上可以看见的最大值。
例如A,55.5mm。
读取0.5mm以下0.01mm以上的值,读取套筒上的刻度与套管上的刻度对齐点的数值。
例如B,0.45mm。
如何计算测量值A+B,例如,55.5mm+0.45mm=55.95mm。
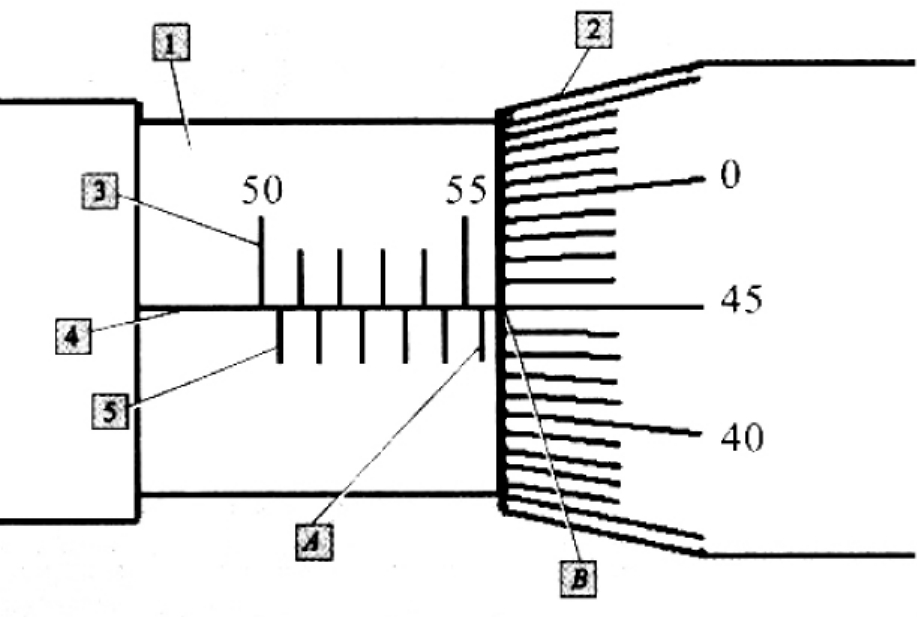
1—套管;2—套筒;3—1mm递增;4—套管上的基线;5—0.5mm递增
图1-75
(3)百分表
悬挂式测量头的上下移动被转变为长短指针的转动,如图1-76所示。用于测量轴的偏差或弯曲以及法兰的表面震动等。
悬挂式测量头的类型
A——长型适合在有限空间中使用。
B——辊子型用于轮胎的凸面/凹面图案。
C——杠杆型用于测量摆不能直接接触的部件(配套发兰的垂直偏离)。
D——平板型用于测量活塞突出部分等。
测量精度:0.01mm。

1—长指针(0.01mm/刻度递增);2—短指针(1mm/刻度递增); 3—表盘(旋转,使指示到零);4—轴;5—悬挂式测量头
图1-76
指导,如图1-77所示:
测量
A——将其固定在磁性支架上使用。调整百分表和被测物体,并设置指针,使其位于移动量程的中心位置。
B——转动被测物并读出指针偏离值。
读取测量值
表盘显示指针在表盘7个刻度内左、右移动。
偏差范围:0.07mm。

1—止动螺钉;2—臂;3—磁性支架;4—量程中心
图1-77
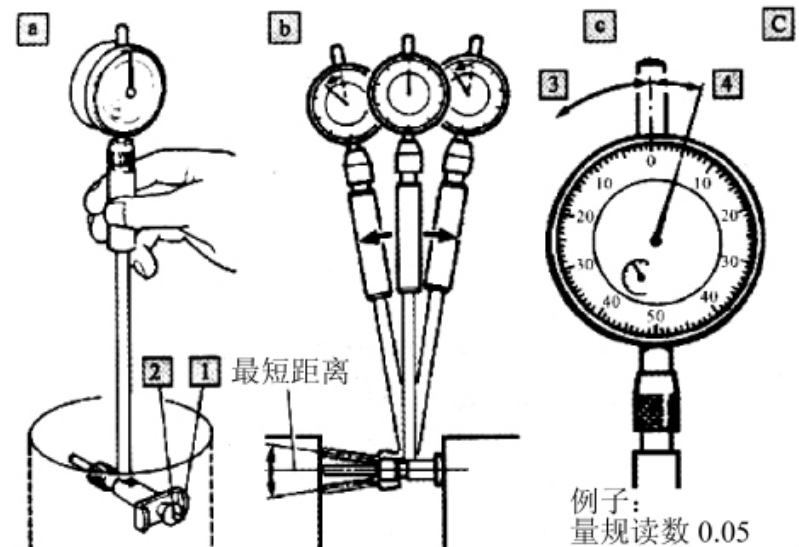
(4)卡规
卡规一种用来测量内径的百分表。如使用图1-78的型号,当移动吊耳2mm时,则长指针转动一圈。
测量精度为0.01mm(表读数:20刻度=0.2mm)

1—可移动吊耳;2—固定吊耳;3—移动钮(打开、关闭可移动吊耳);4—表盘(旋转指针到零刻度);5—内径
图1-78
指导,如图1-79所示:
A——调零
a——把测微计设定到标准值,并且用夹具固定该轴。
b——使用固定的吊耳作为支轴,旋转表。
c——在最闭合的点上把表调到零(表指针移动过来指着不动吊耳的数值最小的那一点)。
B——测量
a——使用移动钮关闭可移动吊耳,并将次吊耳插入待测零件。
b——上下左右移动吊耳,并且读出表盘上的如下测量值。
左右:在最大距离的位置。
上下:在最小距离的位置。
下面讲解如何计算测量值:测量值=标准测量值±表读数
例如,标准测量值、表读数及测量值
12.00mm+0.2mm=12.20mm
12.00mm:标准测量值
0.2mm:表读值(打开方向)
12.20mm:测量值
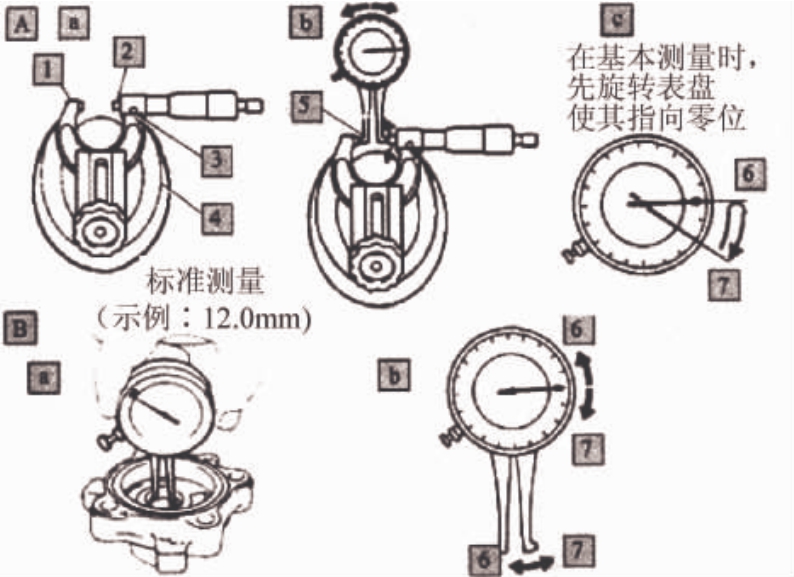
1—测微计;2—轴;3—锁销;4—支架;5—支轴;6—关闭方向;7—打开方向
图1-79
注意:①使用固定吊耳作为之轴,左右移动表,并找出最远距离的那一点。
②在那一点上下移动表,并在距离最短的那一点取读数。
注意事项如图1-80所示。
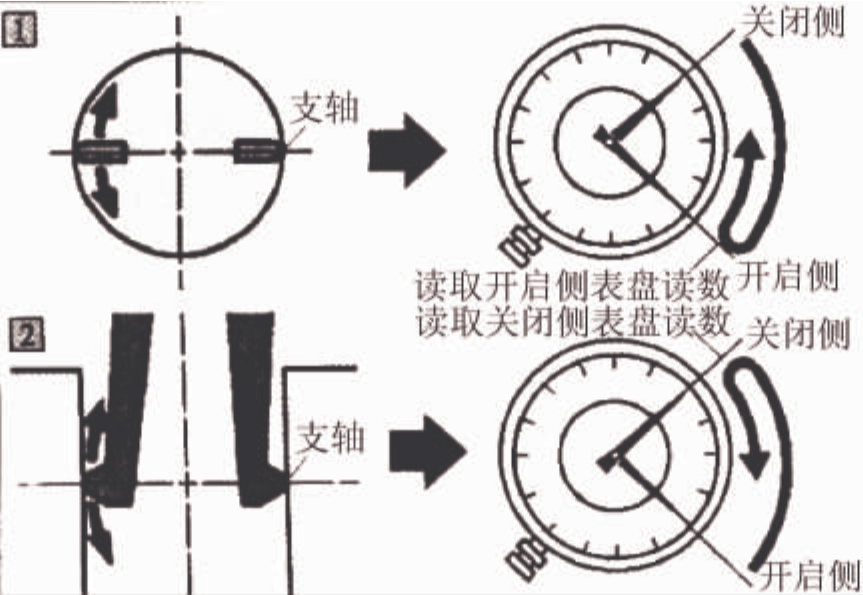
图1-80
(5)量缸表
量缸表用于测量缸径,如图1-81所示。
测量精度:0.01mm。
特性:探头的伸长或收缩可用表盘指示器读出数值。
测微计也可用于测量缸径的尺寸。

1—替换杆件;2—替换杆件紧固螺钉;3—探头;4—测微计
图1-81
指导:A——量缸表设定,如图1-82所示。
a——使用游标卡尺,测量缸径然后获得标准尺寸。
b——设定一个更换杆(在更换杆上标有其尺寸,以5mm递增)和一个调整垫圈,使量规比缸径大0.5~1.0mm。使用这些长度作为选择合适杆件的参考。然后,同调整垫圈进行微调。
c——当百分表安装到量缸表的规体上时,轴约有1mm的移动量。

1—游标卡尺;2—气缸;3—更换杆调整螺钉;4—更换杆;5—杆尺寸;6—调整垫圈;7—轴;8—调整螺钉
图1-82
B——缸径测量,如图1-83所示。
a——慢慢地推导向板并仔细地把量插入缸径。
b——移动量规勋章最短距离的位置。
c——读出最短距离位置上的刻度。
1—导板;2—探头;3—延长侧;4—收缩侧
图1-83
读取测量值
读取延长侧的值
x+y
读取收缩侧的值
x-z
x:标准尺寸(测微计的值)
y:量规读数(1测)
z:量规读数(2测)
例如:
87.00(x)-0.05(z)=86.95mm
提示:在测量位置方面须遵照修理手册中的说明。
根据缸径的直径计算椭圆和雏形值。
注意:缸径是一个精确的圆。但是活塞止推面受到来自气缸顶面的压力,而且活塞均暴露在
高温高压下。为此,缸径就可能变成椭圆形或部分锥形,如图1-84所示。

1—延长侧;2—收缩侧;3—推力方向;4—曲轴方向5—椭圆:A'-B'(A'>B') 6—锥形:A'-a'(A'>a')a'-b'(a'>b')B'-b'(B'>b')
图1-84
(6)火花塞间隙量规
火花塞间隙量规用于测量和调节火花塞间隙,如图1-85所示。
测量范围:0.8~1.1mm。
有不同厚度的线规可用于测量火花塞间隙。
把接地电极放在量规槽里进行弯曲,以便调整间隙。
指导:清洁火花塞。
测量间隙最小处的值。
使用滑动时有轻微阻力但没有动的量规,并读出其厚度。
①量规
②调整版
③火花塞间隙
调整:将调整板的缺口部分放在火花塞的接地电极上,然后弯曲电极以调整,不要碰触到绝缘体和中心电极。

1—接地电极;2—中心电极;3—绝缘体;4—调整板
图1-85
(7)厚度规
厚度规用于测量气门或活塞环槽等的间隙,如图1-86所示。

图1-86
指导:用于测量气门或活塞环槽等的间隙。
如果用一个量规不能测量间隙,则用2~3个的组合测量。将叶片折叠起来,尽可能使用最少量的叶片,如图1-87所示。

图1-87
注意:①为了避免量规顶部弯曲或损坏,切勿强行将其推入待测部位。
②在把叶片放起来前,要清洁其表面并涂油防止它们生锈。
注意事项如图1-88所示。

图1-88
任务报告
理论习题
1.梅花扳手应该如何正确操作?
2.可调扳手在实际使用中应该注意些什么?
3.风动工具在使用中有哪些警告内容?
4.游标卡尺如何正确读取数值?
5.如何使用量缸表测量缸体?
实训报告
实训题目:_______________________________________
实验时间:_______________________________________
实训人员姓名:___________________________________
仪器、设备准备:_________________________________
实训过程、步骤、现象:__________________
_______________________________________
_______________________________________
实训成果及分析:________________________
_______________________________________
_______________________________________
实训体会或实训建议:____________________
_______________________________________
_______________________________________
任务评价

教师签名:__________学生签名:__________
日期:__________
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。









