



【摘要】:薄壁工件的刚度很差,在夹紧力作用下工件容易产生变形,常态下工件的弹性复原能力将直接影响工件的尺寸精度和形状精度。由于工件较薄,切削热引起工件的热变形较严重,加之加工条件的变化,车削时工件受热变形的规律不易掌握,使工件的尺寸精度很难控制。对于线膨胀系数较大的金属薄壁工件的影响尤为显著。
一、薄壁工件加工特点
薄壁工件的刚度很差,在夹紧力作用下工件容易产生变形,常态下工件的弹性复原能力将直接影响工件的尺寸精度和形状精度。在车削过程中,可能产生以下现象。
(1)工件在夹紧后,因受力的作用,略微变形成弧形三角形,如图8-28(a)~图8-28(c)所示。
(2)车孔后得到的是一个圆柱孔,如图8-28(d)所示。
(3)当取下工件后,由于工件的弹性恢复,外圆恢复成圆柱形,而内孔则变成弧形三边形,如图8-28(e)所示。
(4)车削过程中,薄壁工件在切削力(主要是径向切削分力)的作用下,容易产生振动和变形,影响工件的尺寸、形状、位置精度和表面粗糙度。
(5)由于工件较薄,切削热引起工件的热变形较严重,加之加工条件的变化,车削时工件受热变形的规律不易掌握,使工件的尺寸精度很难控制。对于线膨胀系数较大的金属薄壁工件的影响尤为显著。
(6)精密的薄壁工件,由于测量时承受不了千分尺或百分表的测量压力而产生变形,可能出现较大的测量误差,甚至因测量不当而造成废品。
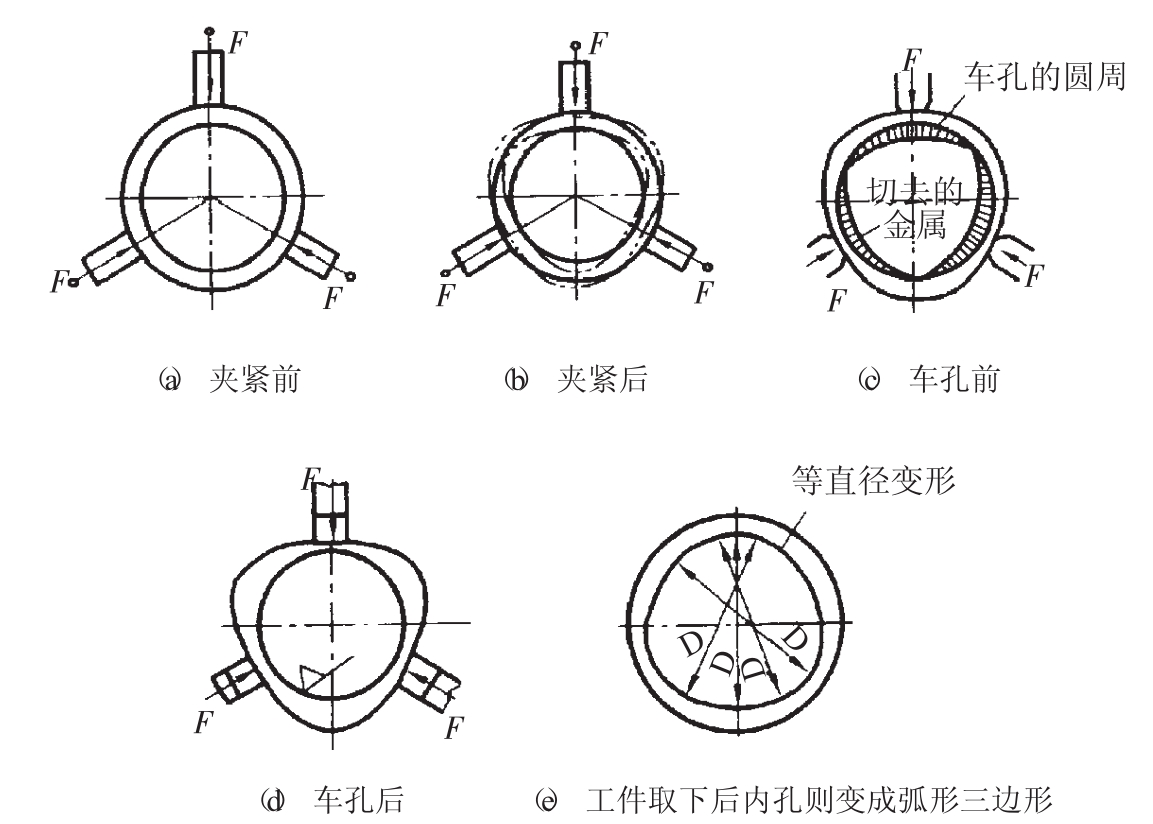
图8-28 薄壁工件的夹紧变形示意
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










