



用图示的水轮机(或水力发动机)能在常规供水压力下产生相当大的功率和速度,其细节可见施工图。各零部件结构简单,整机装配或拆卸方便。与发电机及其他小机械设备直接连接或用皮带连接均可。对于发电机来说,直接连接比较好。水轮用金属板制造,在其锯齿边缘装有曲线叶片。水通过机壳下部的开口进入,在相对一端出去进入排水管。机壳由两部分组成:主铸件和盖板。轴的支承铸入机壳中,在机壳背面用从中心辐射的径向肋增强稳固性。
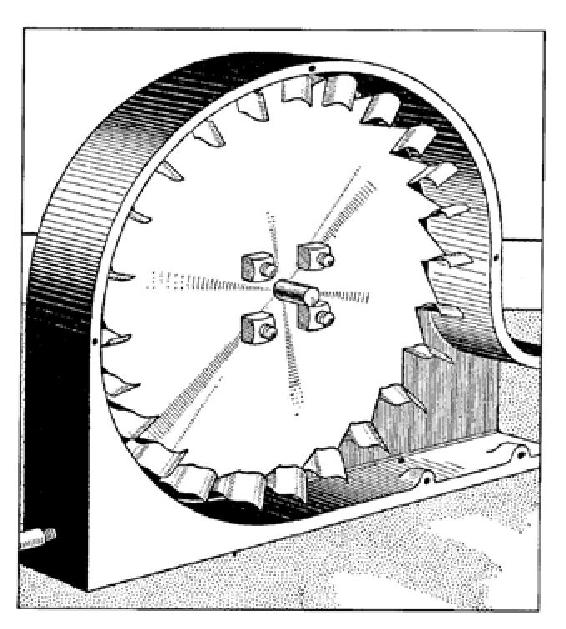
去除了盖板的水轮机图,显示了进水口和排水口。
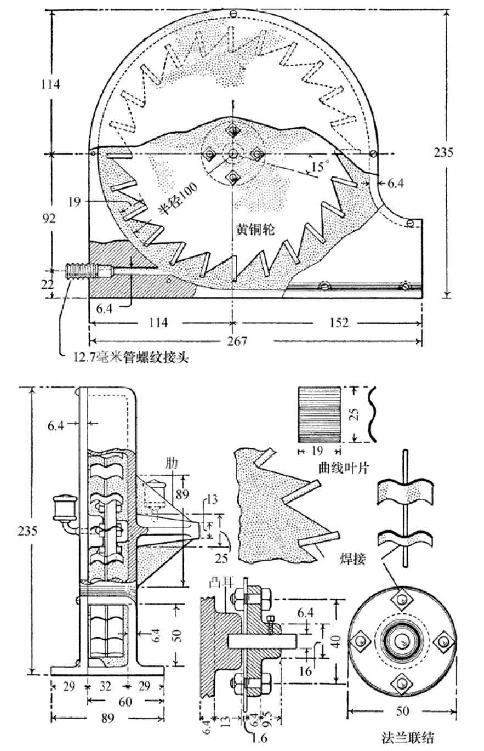
能给出较大功率和速度驱动发电机或小型机器的水轮机明细图。(单位:毫米)
为机壳制作木模,主铸件及盖板的木模分开铸造。盖板的木模应有支承凸耳(如截面详图所示),而且要有在底部形成支撑的角度。特别要注意给制造主铸件木模的准确图样留有容差。增强肋的边缘和机壳的侧面应稍微逐步变细一些,方便脱沙。尽管木模制造者的建议对无这方面经验的人来说是非常有帮助的,但许多机加工工人都熟悉这个过程。
各部件的加工和装配过程如下:清洁铸件并锉削粗糙部分;平整盖板及机壳使它们配合紧密,为8-32个机械螺钉钻孔并攻丝;钻轴承用的6.4毫米孔,通过轴承臂并进入盖板上凸耳6.4毫米;为3.2毫米管螺纹钻两个润滑脂杯孔并攻丝;钻6.4毫米喷口孔,再为12.7毫米管螺纹接头钻孔并攻丝。
设计1.6毫米厚黄铜水轮,在其边缘制作24个凹口。用法兰把水轮和6.4毫米轴联结,用固定螺钉固定。再用8-32个钢螺栓把法兰与水轮拴紧。用0.8毫米黄铜板制造曲线叶片,弯成详图中的形状,将边缘修圆磨光。把它们焊到适当的位置,用足够的焊料保证叶片曲线很好地固定。在法兰螺母上点焊几处使它们更牢靠。把轴两端置于刀刃支承上,在较轻的一侧加几滴焊料以使水轮平衡。这一点非常重要,因为,不平衡引起不应有的震动将使轴承很快磨损。
现在可以安装整机了。盖板与机壳间用虫胶胶合。用12.7毫米管子将水源与水轮机连起来。栓紧水轮机,不要让它空载时全速运转。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










