



(1)车削台阶轴时,首先应车直径较大的一端以免过早地降低零件的刚性,在车削时不能采用45°外圆车刀,左向台阶和工件外圆只能用90°右偏刀。90°右偏刀也适合于车削直径较大和长度较短的工件端面。
(2)工件若过长应采用一夹一顶的装夹方式,这种方式在编程时应注意刀具不能与尾座相撞。
(3)在车削右端面时,为了减少换刀次数,方便对刀,车小余量(1~2mm)端面时,一般采用90°右偏刀车削,且刀尖一定要与主轴中心等高,否则将在端面中心处产生小凸台或将刀尖损坏。
(4)对于数控车削来说,由于对刀时须车削且刀架上的刀位有限,因此,端面一般用手动车削,编程时可以不将端面程序编出。
(5)圆锥大端直径与小端直径之差与长度之比称为圆锥锥度C,即:C=(D-d)/L,圆锥锥度C确定后,圆锥角也就能计算出来。可见,圆锥具有四个基本参数:大端直径D、小端直径d、圆锥长度L、圆锥锥度C,只要已知其中任意三个参数,便可以计算出其他一个未知参数。
零件图见图5-1。
在数控车床上加工如图5-1简单的外形轴类零件,毛坯规整,尺寸精度要求不高,材料为45号钢。
由于毛坯工件夹持部位比较长,可直接装夹在三爪自定心卡盘上,不需要一夹一顶方式装夹。
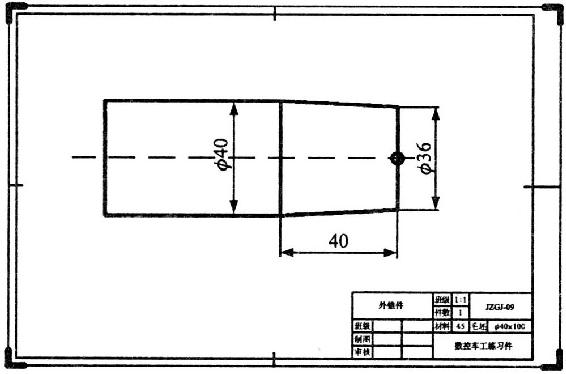
图5-1 外锥件
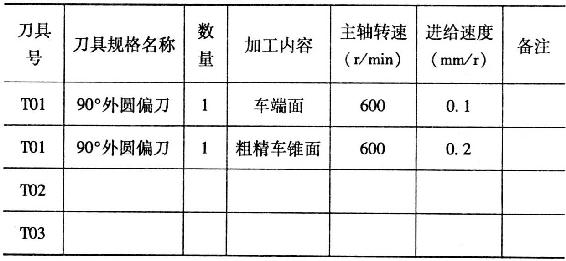
(1)数控加工刀具片见表5-1。
表5-1 数控加工刀具卡
(2)加工工序卡见表5-2。
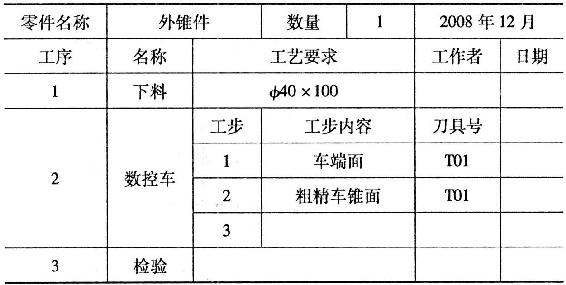
图5-2 加工工序卡
%0001; 程序号
N1 G95 T0101; 确定工件坐标系
M03 S600;
N2 G00 X42 Z2; 循环加工起点
N3 G81 X0 Z0 F0.1; 循环车削端面
N4 G80 X41 Z-40 I-2.1 F0.2; 循环车削圆锥面
X40 Z-40 1-2.1;
N5 G00 X80 Z80; 返回程序起点位置
N6 M05; 主轴停转
N7 M30; 主程序结束并复位
(1)车削圆锥时,车刀的起点通常是锥面的延长线,避免碰伤工件的端面。那么就要以延长线处计算锥度的半径差I
(2)若外锥的精度要求较高,则要选择合理的切削用量,并且加入刀具半径补偿。
(3)车削圆锥面时,刀尖必须严格对准工件轴线,否则产生双曲线误差。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











