



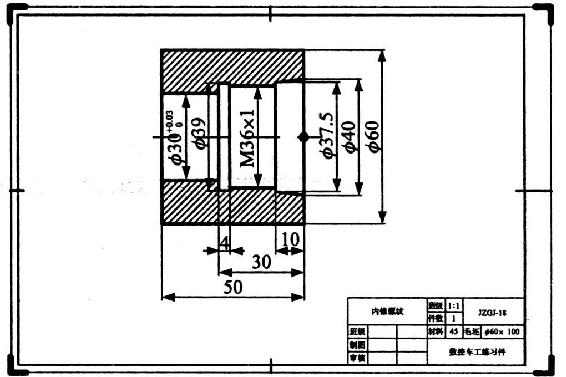
图5-7 内锥螺纹
(1)零件图分析。在数控车床上加工如图5-7所示的内螺纹的盘形零件,该零件由内圆柱面、内螺纹、内圆锥面、内台阶孔及内沟槽构成。选择毛坯尺寸为φ60×100的圆棒料,且内孔已经在普车上钻好φ28的孔,材料为45号钢。
(2)确定工件装夹方式。这是一个盘形零件,并且零件的壁厚很大,所以采用工件的左端面和φ60外圆作为定位基准。使用普通三爪盘夹紧工件,取工件的右端面中心为工件坐标系的原点。在一次装夹中即可完成全部加工。
(3)数控加工刀具及加工工序卡。根据零件的加工特点,工件不长,各种类型刀具应尽可能伸出短些,只要能正常车削即可。所以选用45°外圆车刀、内孔镗刀、内沟槽刀、内螺纹刀、切断刀。
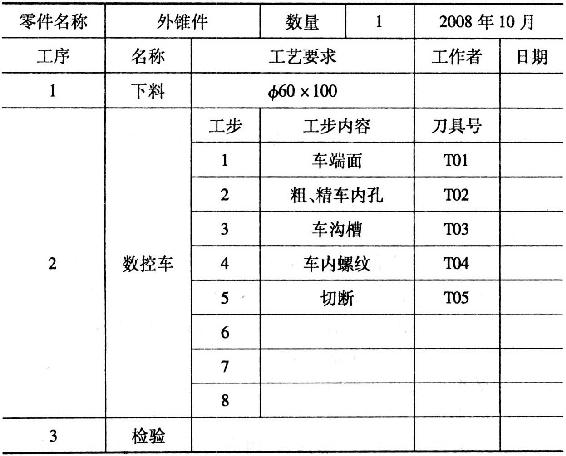
刀具的编号依次为01、02、03、04、05,该零件的数控加工刀具卡见表5-13,数控加工工序卡见表5-14。
表5-13 数控加工刀具卡
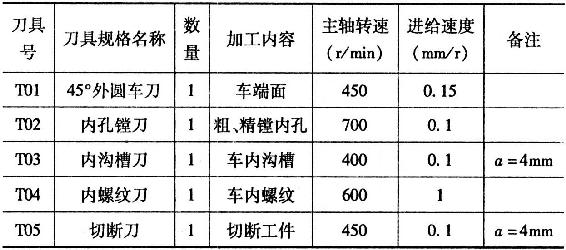
表5-14 加工工序卡
%0007;
N1 G95 T0101 M08; 确定工件坐标系
M03 S450;
N2 G00 X62 Z2; 循环加工起点
N3 G81 X0 Z0 F0.15; 循环车削端面
N4 G00 X100 Z80;
N5 T0202 S700; 换2号刀
N6 G00 X27 Z2;
N7 G71 U1 R1 P8 Q9 X-0.2 Z0.1 F0.1; 循环车内孔
N8 G01 X40 Z0;
X37.5 Z-10;
X36;
Z-30;
X30;
Z-52;
N9 X27;
N10 Z100;
X100;
N11 T0303 S400; 换刀车内沟槽
N12 G00 X28;
Z-30;
N13 G01 X39 F0.1;
N14 G04 P2;
N15 G01 X28;
N16 G00 Z100 X100;
N17 T0404 S600; 换4号刀车内螺纹
N18 G00 X34;
Z-8;
N19 G82 X35.5 Z-28 F1;
G82 X35.7 Z-28 F1;
G82 X35.8 Z-28 F1;
G82 X35.9 Z-28 F1;
G82 X36 Z-28 F1;
N20 G00 Z1OO;
X100;
N21 T0505 S450; 换切断刀
N22 G00 X62 Z-54;
N23 G01 X28 F0.1;
N24 M05 M09;
N25 M30;
(1)在车内轮廓时为提高车刀的刚性,只要不影响加工,车刀刀杆尽可能短,保证足够的刚性。
(2)车内沟槽时,为保证尺寸的正确性和便于车削,两个副偏角和副后角要对称。
(3)车内螺纹时,因螺距较小,要时刻保持车刀的锋利,否则螺纹中径会超差。
(4)用镗孔刀循环车削内轮廓时,起刀点很重要,若设置错误会发生碰撞。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










