



二、单孔工件的镗削加工
单孔工件镗削是镗工应该掌握的最基本操作技能。镗工除了应正确掌握工件的安装、找正,镗刀的正确安装、对刀等操作技术外,还必须熟练掌握单孔镗削的最基本方法。
单孔工件镗削中必须掌握通孔、台阶孔和不通孔的镗削加工方法。
1.镗削通孔
(1)分析工件图样,确定被加工孔的形状位置尺寸 如图4.23所示为需加工的工件,镗削加工φ60H9孔,在加工过程中,除了控制孔的尺寸精度外,还要控制孔距尺寸、平行度等公差要求。
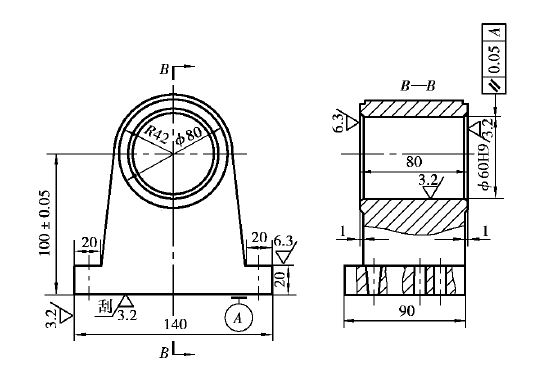
图4.23 支架
由于支架工件一般已有预制孔,可直接进行镗削加工,为此,其加工工艺路线为:粗镗—半精镗—孔口倒角—精镗。
(2)确定镗削加工刀具
1)粗镗用刀具 粗镗时,镗刀杆要根据加工孔的孔径尺寸尽量选择粗大些,以提高刚性,有利于提高孔的形位精度,镗刀可选择单刃镗刀,并修磨其切削刃,如图4.24所示。
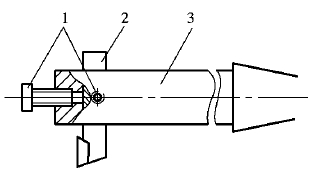
图4.24 粗镗刀具与工具
1—径、轴向紧固螺钉;2—单刃镗刀;3—镗刀杆
2)半精镗用刀具 如图4.25所示为固定尺寸单刃和双刃镗刀,半精镗时一般均选用这一类刀具。
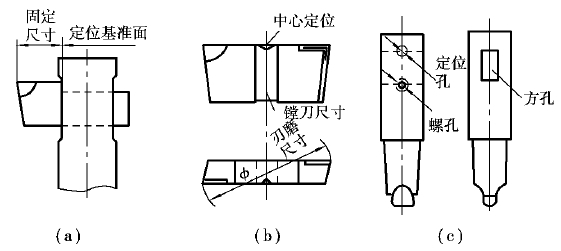
图4.25 半精镗用刀具与工具
3)精镗用刀具 精镗时,选择浮动镗刀,并用千分尺检测浮动镗刀的镗削直径,调整刀具镗削直径为被加工孔的最小极限尺寸,如图4.26所示。

图4.26 精镗用浮动镗刀
(3)工件的装夹找正 按工件图样所示,工件的底面为安装面,左侧面为找正面。
由于工件是单孔加工,故选择装夹位置应靠近主轴,这样有利于工件的加工。找正侧面时,如图4.27所示利用工作台的T形槽,安装挡铁来间接找正,这样可以避免直接找正时工件的移动,保证定位的可靠性。
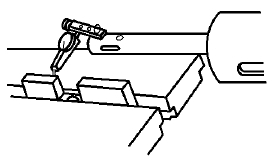
图4.27 找正挡铁
工件装上工作台前,先要清理台面及工件定位面毛刺,安装时,侧面要靠紧找正挡铁,并在前后放入等厚纸条,靠紧后纸条要不能拉出,待预紧压紧装置后,可拉出纸条,随后压紧工件,如图4.28所示。
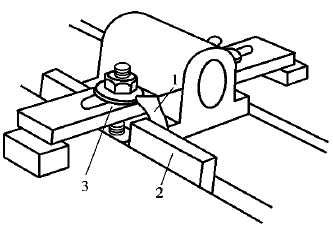
图4.28 工件的装夹
1—纸条;2—挡铁块;3—夹紧位置
(4)工件的加工
1)加工孔位找正 被加工孔的横向尺寸无精度要求,通常以划线为基准,在主轴上安装中心定位轴,调节横向距离,使其尖端对准孔位横向中心线,根据划线找正横向中心,如图4.29(a)所示。孔的高低尺寸找正,要用定位心轴,量规、百分表来进行,如图4.29(b),量块高度为心轴半径加上孔距尺寸。高低尺寸找正时,将已粘合的量块,放在定位心轴附近,用百分表测量出量块的读数(以百分表指针摆动20格为宜),并转动百分表刻度表面,对零位。机动主轴箱使定位心轴停留在量块低处附近,并移动百分表至定位心轴上方,微量进给,主轴箱上升,当百分表开始读数时,主轴箱停止移动,百分表作测量定位心轴最高点的径向移动,并在最高点处停留。做主轴箱的夹紧实验,测出变化数值,以便精找正时,作修正用。松开及微量进给,上升移动主轴箱,当百分表出现所需零位读数时,再次夹紧主轴箱,则孔位垂向尺寸已找正好。
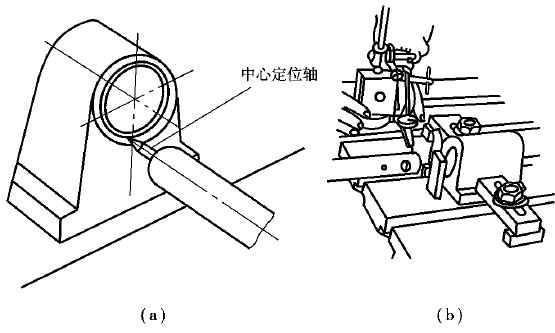
图4.29 孔位找正
由于卧式镗床主轴箱质量一般都比机床平衡锤的质量要大,因此,主轴箱会产生向下的作用力。当主轴箱随着丝杠旋转上升后,丝杠产生的向上作用力正好与主轴箱产生的向下作用力抵消,主轴箱夹紧后就不易移动,故找正时宜使主轴箱向上移动。
2)粗镗 粗镗以切除余量为主,将分多次镗削,每次切削的背吃刀量,一般可由下述方法控制:当单刃镗刀装入镗刀杆后,缩至最小尺寸,伸出主轴,使镗刀贴近加工表面,并使镗刀在毛坯孔径最小处停止,轻敲刀柄尾部,使切削刃向外延伸,直到刀尖超过孔径3~4毫米时收回主轴,并紧固镗刀,如图4.30所示。
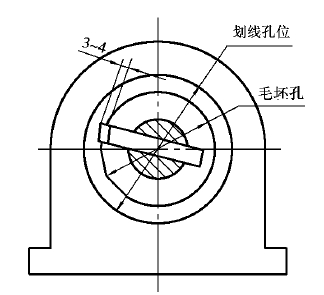
图4.30 粗镗背吃刀量
根据切削用量选择原则,调整转速与进给量,启动机床进行镗削加工,开始时,用手动微量进给加工,在切削至5毫米左右后,改用机动进给加工,如图4.31所示。经过几次镗削后,孔已被全部镗出,在留下4~5毫米余量时,可改变切削用量,做两次以圆整孔为主的镗削加工,粗镗后留2毫米余量做精加工。
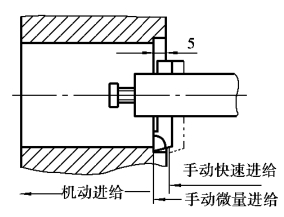
图4.31 切削时进给方式
3)半精镗 半精镗以控制孔的尺寸精度为主,用准备好的固定尺寸双刃镗刀装在有中心定位的镗刀杆方孔内,先后进行切削加工,如图4.32所示。
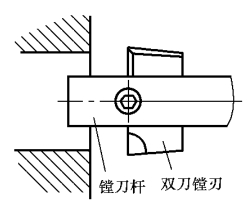
图4.32 半精镗
半精镗加工中必须注意:镗刀杆的精度必须完好,镗刀杆装上主轴后要测量刀杆的径向跳动,误差应在0.03毫米之内,否则会形成孔径尺寸误差;双刃镗刀装夹要正确,镗刀装夹好需正确对中,否则会形成单刃切削,导致孔径尺寸超差。安装双刃镗刀时,把揩净后的镗刀杆装夹在主轴上,并把镗刀装入镗刀杆的方孔内,把定位螺钉放入定位孔内,用内六角扳手将定位螺钉旋入,并使镗刀做径向游动,直至螺钉斜面与镗刀缺口斜面紧贴,这时螺钉已紧固,便可做切削加工,如图4.33所示。
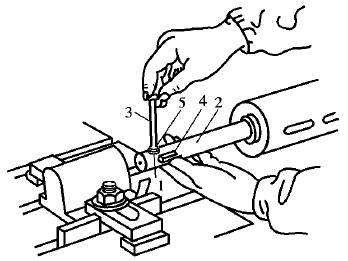
图4.33 双刃镗刀的正确装夹
1—定位孔;2—镗刀杆;3—内六角扳手;4—镗刀;5—定位螺钉
4)孔口倒角 装好倒角刀,先用手动进给,使倒角刀的切削刃接近孔口,然后启动机床主轴旋转,用手动微量进给,进行倒角的切削加工,待倒角尺寸达到图样要求时,停止进给,并继续切削,直至无切屑产生后退出倒角刀。孔口两面倒角,如图4.34所示。
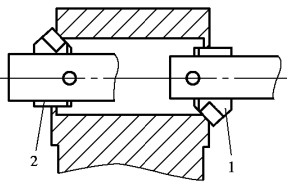
图4.34 孔口倒角
1—孔前倒角;2—孔后倒角
精镗前的孔口倒角加工很重要,它直接影响到精加工质量的好坏。例如,用浮动镗刀做精加工,由于浮动镗刀在镗削时自动定中心,因此,经倒角后的孔口能使浮动镗刀的两切削刃同时接触,从而保证了它的中心位置和加工质量。若孔口不倒角而有高低现象,则浮动镗刀无法找到中心位置,也就无法加工。采用机铰刀做精加工,也需孔口倒角,才能使机铰刀的各切削刃同时切削,从而保证铰孔的质量。
(5)精镗 精镗是孔的最后加工工序。由于浮动镗刀在镗刀杆的刀孔内不做强迫定心,径向可自由移动,能补偿中心偏差,因此,利用浮动镗刀切削可以获得正确的孔形。
浮动镗刀的安装必须正确,浮动镗刀安装前,应先点动机床主轴转动,使方孔呈水平状态,取出定位螺钉,擦净方孔表面,然后,将浮动镗刀装入方孔内,并做径向移动,且移动应该灵活,轴向不能松动,如图4.35所示。
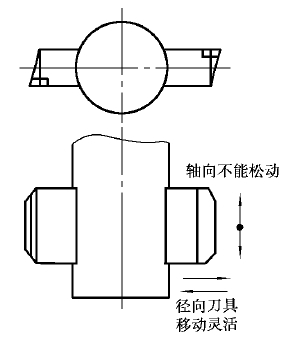
图4.35 浮动镗刀的安装
精镗加工时,除正确安装浮动镗刀外,还应注意正式切削前浮动镗刀的位置。切削前,浮动镗刀应随主轴伸长,渐渐接近并到达孔口,直至镗刀的切削刃到达孔口,刀体不能移动为止(见图4.36)。然后,点动,使刀具转动几圈后,才可进行镗削加工。
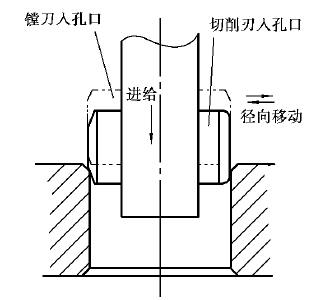
图4.36 浮动镗刀切削前的位置
用校正尺寸的浮动镗刀进行精镗加工时,当镗至8~10毫米深时,应停车并将镗刀转至水平位置退出,待检查孔径尺寸符合要求后,继续进行镗削(见图4.37(a))。用浮动镗刀进行镗削,浮动镗刀不能全部镗出孔外(见图4.37(b))。

图4.37 浮动镗刀镗削
2.镗削不通孔
(1)分析工件图样,确定加工方法 如图4.38所示工件,本工序要加工φDH9的平底不通孔,除孔径要求外,孔的圆度要在0.03毫米以内,深度和位置尺寸没有公差要求。
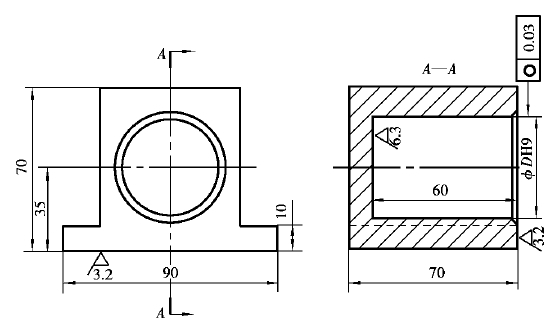
图4.38 缸体
镗削不通孔,不能使用固定尺寸的双刃镗刀及浮动镗刀来完成孔的镗削加工,而只能采用单刃镗刀和斜方孔的镗刀杆来完成不通孔的粗、精镗削加工。
(2)确定镗削加工刀具为便于控制镗削时孔径尺寸,粗镗时,可以用固定尺寸双刃镗刀,采用单刃镗刀和斜方孔的镗刀杆,将孔口镗削成台阶孔(见图4.39),单刃镗刀在镗刀杆的斜方孔内的向前延伸,增大镗削直径,直至达到孔径要求。
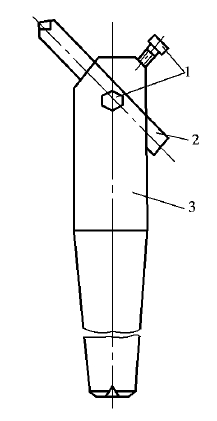
图4.39 单刃镗刀与斜方孔镗刀杆
1—紧固螺钉;2—单刃镗刀;
3—斜方孔镗刀杆
(3)工件的装夹与找正该工件与前述通孔加工的工件相同,其工件的装夹、找正可采用前面通孔加工时一样的方法,如图4.40所示。

图4.40 工件的装夹与找正
(4)工件的加工
1)加工孔位的找正 由于孔位横向、竖直方向尺寸均无公差要求,都可用顶尖和钢直尺来直接找正,如图4.41(a)、(b)所示。找正后,分别夹紧工作台上滑座和主轴箱,以防两个方向的尺寸变动。
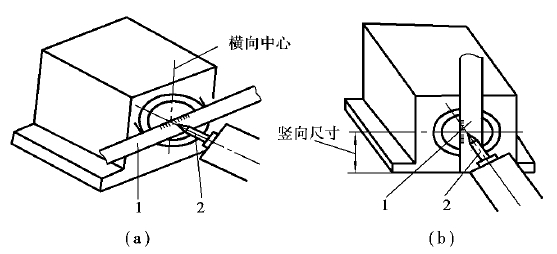
图4.41 孔位找正
1—钢直尺;2—中心顶尖
2)用平底钻加工 该工件要加工平底不通孔,孔底面有粗糙度要求,要用平底钻钻削加工。平底钻的两切削刃必须平直对称,在使用前应进行检查。检查方法是:将平底钻安装在套筒内,放平后,平移伸入主轴的锥孔内,在锥面将接近时,快速用力推入进行装夹。伸长主轴,使平底钻的切削刃接触孔端面,观察钻头切削刃与平面接触状况(见图4.42),如接触不好应进行修磨。
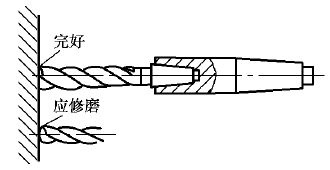
图4.42 平底钻切削刃的检查
钻孔开始时,先用手动进给,使钻头缓慢接触加工表面,在钻头的主切削刃全部切削前,应退刀1~2次,待钻至深10毫米时,改用机动进给。钻至接近目标深度时,要用手动进给达到深度要求。
3)粗、半精加工 粗加工时,先用固定尺寸双刃镗刀镗削3个台阶孔,以利于控制孔径尺寸,然后换上斜方孔镗刀杆,装上单刃镗刀,并调整尺寸,选择好切削用量后,进行镗削加工。
由于加工的是平底不通孔,而粗镗加工有一定的镗削余量,对孔底面的表面粗糙度有影响,故要求粗镗刀的主切削刃与加工的表面平行。镗削加工至孔底时,只需接平钻孔底面即可,从而保证获得孔底的表面粗糙度。
半精加工后,孔的深度已达到尺寸要求,孔径留有精镗余量。在孔的深度尺寸接近时,改用手动微量进给,调整转速,边微量继续进给,边观察孔底接平情况,直至达到孔深尺寸。
4)精镗加工 换上单刃精镗刀,用敲刀头法使刀尖与内空表面接触,达到尺寸后,固紧刀具,选择好切削速度,进行镗削加工,镗至深5毫米左右,用量具检测孔径,合格后继续加工,直至加工完毕。
3.镗削台阶孔
(1)分析图样,确定加工方法,如图4.43所示托架,本工序加工由φ85H8和φ65毫米构成的台阶孔,有孔径要求和表面粗糙度要求。

图4.43 托架
因φ85H8孔长仅35毫米,故可用操作比较方便的主轴进给形式来进行加工。
(2)确定镗削加工刀具 粗镗用单刃镗刀及相应的镗刀杆,同时配备定尺寸双刃镗刀及镗刀杆;孔口倒角用倒角刀;精镗时,用不通孔浮动镗刀(见图4.44),不通孔浮动镗刀与通孔浮动镗刀相比,导向刃短,导向角度稍大。
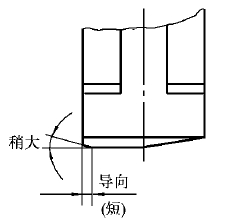
图4.44 不通孔浮动镗刀
(3)工件的装夹与找正 工件是单一方向加工,故选择在工作台前端中间位置安装,靠近主轴有利于加工。工件的侧面无找正基面,用找正对称中心即可,找正后就可用压板压紧,如图4.45所示。
(4)工件的加工
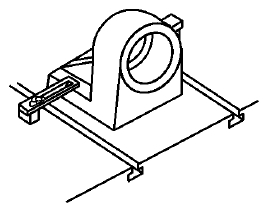
图4.45 工件的装夹
1)加工孔位找正 孔位横向无尺寸要求,竖向尺寸也无较高要求,可用顶尖和钢直尺来直接找正孔两个方向的位置(见图4.46)。两个方向找正后,分别夹紧主轴箱和工作台滑座,以防尺寸变动。
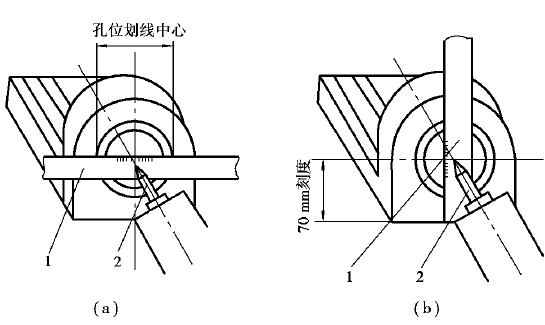
图4.46 孔位找正
2)粗镗 用单刃镗刀作切除余量加工,随后用双刃镗刀进行控制孔留余量的镗削加工,φ65毫米孔,用定尺寸双刃镗刀镗出,φ85H8孔留余量2毫米。
1—钢直尺;2—中心顶尖
3)半精镗 用定尺寸双刃镗刀,分两次对φ85H8孔进行镗削,留精镗余量0.2毫米。半精镗孔后进行孔口倒角。
4)精镗 用不通孔浮动镗刀,对φ85H8孔进行精镗加工。由于不通孔单刃镗刀的切削刃在刀体前部,切削刃导向角度较大,导向短,因此,当切削刃到达孔口时,进给要缓慢,镗刀对准中心移动要仔细,防止单刃切入孔壁。在刀体位置正确后,先用点动转几圈,后用手动微量进给切削一段,再改用机动进给。
4.圆柱孔的测量
圆柱孔的精度检测项目较多,初级镗工应掌握各种检测方法,能根据图样要求,熟练地进行精度检测,本节主要介绍圆柱孔的尺寸精度检测。
(1)用内卡钳测量孔的内径尺寸 内卡钳测量法是目前镗工使用较多的一种比较测量法,应用此方法测量孔径时,首先用千分尺将内卡钳的张开度调整到孔的最小极限尺寸,然后放入被测孔内,使一个卡脚固定不动,另一个卡脚左右摆动,可利用公式:S2=8de算出间隙值e=S2/8d。然后将内卡钳的张开度d加上间隙量e,即为被测孔的实际尺寸,如图4.47所示。
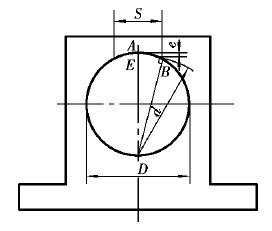
图4.47 内卡钳测量孔径时的摆动量
(2)用塞规测量孔径 采用塞规测量直观方便、简单,但只能判断出镗削孔径是否合格。塞规的过端尺寸按工件孔的最小极限尺寸制造,塞规的止端尺寸按工件孔的最大极限尺寸制造。因此,塞规测量不能量出孔的实际尺寸,测量方法如图4.48所示。

图4.48 塞规测量孔径
(3)用内径千分尺测量孔径 内径千分尺是测量大孔径用的精密量具,测量时,内径千分尺在孔内应分别做径向和轴向摆动(见图4.49)。径向摆动应在孔的最大尺寸处,此时内径千分尺的最大读数,即为孔的实际尺寸。轴向摆动应在孔的最小尺寸处,此时内径千分尺所测得的最小读数,即为孔的实际尺寸。两个读数代表真实的直径方向的尺寸,若两个读数一致,则所测得的尺寸就是孔的实际尺寸。
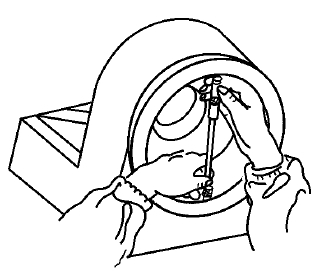
图4.49 内径千分尺测量孔径
(4)用内径百分表测量内径 内径百分表是测量内径的常用精密量具,使用较方便,读数直观,能准确地测出孔的直径尺寸。内径百分表在使用前,需要用千分尺来校对,或用标准圈来做比较校对。
测量时,内径百分表应该与被测孔径垂直放置(见图4.50)。应掌握活动测头由孔口向里侧摆动的手势,百分表上反映的最小数值就是孔的实际尺寸。

图4.50 内径百分表测量孔径
(5)孔距尺寸检测 孔与基准面之间有尺寸要求时,镗削好后,将工件放在平板上,孔内装入检验心轴,移动装在磁性表架上的百分表,百分表测得心轴两端的读数与标准量块处测得的读数进行比较,就可知孔距的实际尺寸,如图4.51所示。
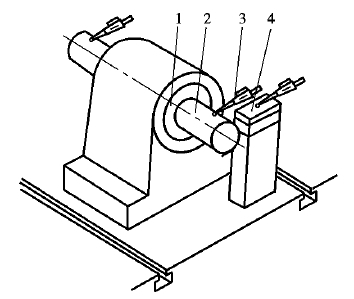
图4.51 孔距尺寸检测
1—套;2—轴;3—百分表;4—量块
(6)平行度检测 镗削孔与基面有平行度要求时,利用测量孔距的方法,移动百分表,检测孔外两端检验棒,两处测得的差若在图样规定的平行度要求之内即为合格,如图4.52所示。
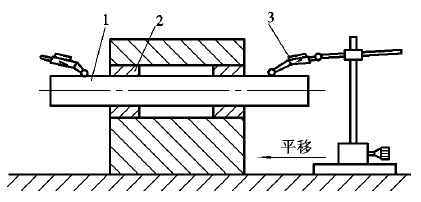
图4.52 平行度的检测
1—轴;2—套;3—百分表
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











