



【摘要】:镗削工件孔的端面宽度不超过50毫米时,通常采用刮削方法进行加工。刮削时采用的刀具材料有高速钢和硬质合金两种。一般刮削铸件用硬质合金,刮削钢件用高速钢。硬质合金刮面刀具前角5~10度,后角6~8度,前刀面磨成平面型,如图5.1所示。由于刮削的行程较短,切削力大。导向套的外圆应与已镗孔相配,套的内孔与刀杆的间隙为0.01~0.02毫米。
第一节 台阶孔的镗削
镗削工件孔的端面宽度不超过50毫米时,通常采用刮削方法进行加工。刮削时采用的刀具材料有高速钢和硬质合金两种。一般刮削铸件用硬质合金,刮削钢件用高速钢。刃口形式有单刃和双刃两种。
端面刮削操作时的注意事项如下:
(1)对刮削刀具的刃磨要求条件较高,一般用手工磨削不易达到的,通常在工具磨床上进行。
1)高速钢刮面刀具前角20~25度,前刀面磨成曲面形状,如图5.1(b)所示,后角8~12度。硬质合金刮面刀具前角5~10度,后角6~8度,前刀面磨成平面型,如图5.1(a)所示。
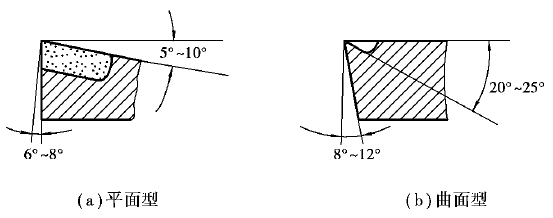
图5.1
2)刃倾角为0度,主刀刃长度由加工需要而决定,一般为30毫米。主刀刃必须平行于刀杆侧面。
(2)刮削端面时,切削速度v为2~4m/min。由于刮削的行程较短,切削力大。因此,一般进给量都采用手动机构控制。
(3)刮削加工量较大时,可分2次或3次进行刮削(见图5.2)。粗刮时留余量0.3毫米,以备最后一次精刮平。
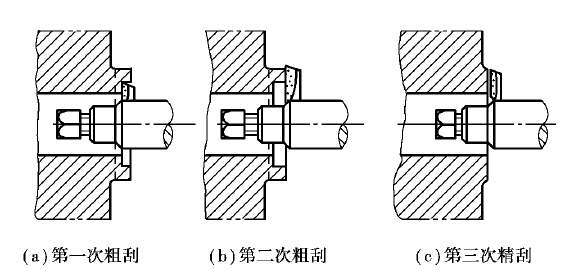
图5.2
(4)刮削外端面时,可由已经镗削的内孔做刀杆的支承(见图5.3(a)),刮内端面时也可采用这种方法。当已加工内孔较大时,可增加衬套来支承刀杆,如图5.3(b)所示。导向套的外圆应与已镗孔相配,套的内孔与刀杆的间隙为0.01~0.02毫米。
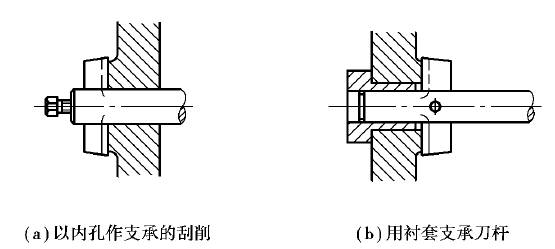
图5.3 端面刮削的刀杆支承方式
(5)在装夹刮削刀具时,刀刃宽度应大于端面宽度,但又不应有过大的悬伸量。装夹时,使切削刃和镗杆垂直,这样既可保证平面与加工孔的垂直度要求,又可防止在加工表面上产生振纹。为了保证刮削平面与孔轴线的垂直度要求,在装刀时可按如图5.4所示的方法检查装刀情况。
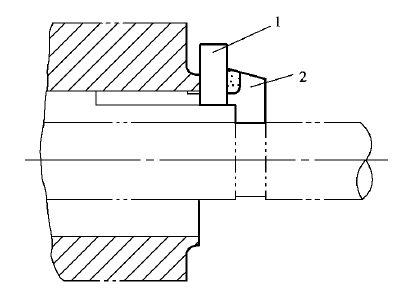
图5.4 端面刮削的刀具检查
1—角尺;2—刀具
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











